Dressed for Success
Proper uniforms and protective gear help keep product free of bacteria and maintain crew safety.

Clothes make the man,” said Mark Twain, who followed this statement with the second, “Naked people have little or no influence on society.” If not wearing the right gear in a food plant, workers may as well be naked, exposing food products to potential bacteria and viruses. Plus, without the right personal protective gear, employees can be exposed to dangerous equipment and chemicals.
According to Rudy Westervelt, consultant and principal of Power in Learning, the goal of protective clothing in the food industry is two-fold: to protect food products and workers, for example maintenance workers. Consequently, control of uniforms is an essential part of any good manufacturing practices (GMP) program and should be part of an overall HACCP plan, which should require all clothing stay on company property. That includes soiled uniforms that must be placed in a closed bin on company property; employees must not be allowed to take uniforms home to launder them. “But remember,” Westervelt says, “for a processor without good cleaning procedures, a master sanitation plan and a chemical control program, HACCP doesn’t do any good.”
HACCP is a risk management program, says Jan Eudy, quality assurance manager for Cintas. Therefore, the selection of uniforms, the wearing of them by food handlers and uniform laundering should be reviewed when assessing a food facility’s bacterial, chemical and physical risks. Once each risk is identified and controlled at a critical control point, monitoring to assure the process remains within predetermined specifications begins. Monitoring data should be collected and a trend analysis performed, says Eudy. Specifications can be changed, tightened or relaxed based on the results of the trend analysis.
To have more control over the risk management process, Westervelt recommends that one service handles uniforms, and keeping enough in stock so employees always have clean uniforms.
How many uniforms should processors plan per employee? In days gone by, uniform services like Clean Rental in Philadelphia, PA picked up and delivered twice a week to most manufacturing locations. Today, most services pick up and deliver once a week, says Clean Rental’s Vice President Bud Hamell. He tells processors employees should have at least 11 uniforms if they work five days a week. This allows for five to be in cleaning, five to be available and one to be in use. For a seven-day workweek, processors should plan on 15 outfits per employee.
Some processors prefer disposable uniforms, says Westervelt, although these are often reserved for visitors. The advantage of launderable clothing is that the cost over the long run is less than buying disposables. In addition, launderable outfits can be personalized with the employee’s name.

Westervelt also says it may not be wise to allow workers to bring lunches from home. For example, a chicken salad sandwich (which might be contaminated with Salmonella) should never be brought into the production area, nor should tobacco products that might harbor bacteria. In addition, restrooms can harbor a multitude of bacteria including E. coli, so strict policies must be established to keep bacteria contained.
To meet these policies, most food processing facilities have foot baths and hand washing areas at all employee entrances; employees should use these before entering the production area from the cafeteria, restroom or outside the building, says Eudy. In some cases, scraper mats at all plant entrances may be necessary to remove excess soil before entering the production area.
Many newer process facilities have completely separated “raw” and “cook” or RTE areas to prevent bacterial cross-contamination from uncooked materials to finished product. In these facilities, employees who work in the raw processing area (especially if it’s meat of any kind) have their own restrooms and lunchroom, plus color-coded outfits to match the sector of the building where they work. In most cases, employees on one side of the facility never commingle with workers from the other side until they leave the building at the end of their shift.
However, not all processors have the luxury of a completely separated facility, nor can they necessarily keep an employee in just one side or area, says Westervelt. With the downsized economy, many processors may be short on help and need to move workers from one side to another before a shift is over, which increases the possibility of cross-contamination. Therefore, processors need to be aware of the contamination issues, adjust uniforms accordingly and provide the proper footwear and cleaning capabilities to minimize the tracking of bacteria between processing areas.
According to Eudy, there are several types of antimicrobial treatments for fabrics. To be effective, the antimicrobial must be durable enough to withstand industrial laundering at a minimum of 100 cycles. It must also be non-leaching and non-migrating while providing a broad spectrum of antimicrobial efficacy.
Developed by Milliken & Company in conjunction with G & K Services, BioSmart is a textile technology that binds chlorine molecules to the surface of fabric. Chlorine on the fabric continues to kill bacteria after the fabric has been washed. When laundered with EPA-registered chlorine bleach, the chlorine killed 99.9 percent of common bacteria and viruses when checked in the lab using an AATCC 100 test method.
Processors also need to remember that a different set of requirements applies to the maintenance department. They should be outfitted with specially designed flame-resistant (FR) garments that are compliant to NFPA 70E and food industry standards, adds Eudy.
According to Hamell, clothing manufacturers have tried to make the fabric for FR outfits softer and more comfortable, but they can’t use the 65 percent polyester/35 percent cotton that is the norm for most of the workers’ uniforms. Today, clothing for maintenance applications have arc ratings-a measurement indicating how likely a garment may catch on fire.
For washdown purposes, thicker protective gloves may be worn to protect workers from sanitizing chemicals and punctures, says Eudy. These gloves usually have longer gauntlets to protect the wrist and forearm areas and are textured for a good grip.
For handling foods, glove requirements can vary greatly. Generally speaking, gloves for food handling should be constructed of nitrile or vinyl materials because latex may cause allergic reactions in some people, says Eudy. Gloves should fit snugly around the hand and over the wrist. Ideally, the gauntlet of the glove should be pulled over the cuff of the long-sleeved shirt or smock. Gloves should be changed frequently when soiled, ripped, torn or punctured.
Westervelt says opinions are mixed regarding whether gloves should be used in some applications. First, it’s difficult to know if there’s contamination on a gloved hand because workers can’t feel the particles, whereas with ungloved hands, it’s easy to know. Second, when workers put clean gloves on with dirty hands, at least one dirty hand will come into contact with a clean glove, contaminating it. Third, when a worker with clean gloves goes into a stockroom to fetch sterile cups for a filling machine, handling the shipping cartons, skids and forklifts will contaminate the gloves, thus potentially contaminating the clean cups when they are touched with the now-soiled gloves.
Hardhats should be made of an easily cleanable material and be light in color to make it easy to determine when they’re soiled, says Westervelt. Hardhats can be problematic because wearers tend to reach up and touch the brim throughout the day, potentially transferring bacteria to it. Workers who wear hardhats should still wear hairnets under them, and it’s important that hardhats have no decals that might provide places for bacteria buildup.
Footwear should be slip- and puncture-resistant, waterproof, securely fitted to the foot yet comfortable, and equipped with a steel or safety toe. In some applications, calf-high rubber boots may be worn over the facility footgear.
In most cases, polycarbonate lenses will do the job, with the exception of foundries where glass is still used, says Phil Johnson, director of technology for Sperian eye and face protection.
Goggle and safety glass lenses can be ground to a user’s prescription if he/she wears corrective lenses. This frees the employee from having to wear safety glasses over an existing set of frames. While polycarbonate lenses are tough, Johnson recommends an abrasion-resistant coating on the outside of the lenses, and for those going from cold and dry to warm and moist environments, an anti-fog coating can be applied to the inside, close to the face. Anti-fog lenses are not perfect, but they help reduce the amount of fogging, and they’re also good for users who are very active in their jobs.
Hearing protection is spelled out in OSHA general industry guidance standard 29 CFR 1910.95. “Occupational Noise Exposure” specifies safe sound levels (the level and duration of noise allowed in any workplace), says Eudy. Other relevant standards are 1926.52 and 1926.101. Ear protection should be selected based on its noise reduction rating, comfort and cost.
Earmuffs or earplugs can be worn separately or in combination for additional protection. However, big earmuffs can be a problem for spreading bacteria if they’re not cleaned every day, says Westervelt. They need to be made of a plastic material that’s easily cleaned and sanitized. While inexpensive, disposable, moldable foam earplugs work well, they should be brightly colored and tied together so they’re easy to spot if they fall into a food product.
When it comes to protecting product and workers, the right choice of uniforms and personal protection equipment goes a long way. However, the safety of food and personnel is only realized through the appropriate application and use of this gear.
For more information:
Rudy Westervelt, Power in Learning, 909-563-8700, rudy@powerinlearning.com
Bud Hamell, Clean Rental, 215-329-8000, bhamell@cleanrental.com
Marvin Plumlee, Ansell, 913-905-9340, mplumlee@ansell.com
Jan Eudy, Cintas, 901-707-0028, eudy@cintas.com
Phil Johnson, Sperian Protection, 401-757-2309, pjohnson@sperian.com
Clothes make the man,” said Mark Twain, who followed this statement with the second, “Naked people have little or no influence on society.” If not wearing the right gear in a food plant, workers may as well be naked, exposing food products to potential bacteria and viruses. Plus, without the right personal protective gear, employees can be exposed to dangerous equipment and chemicals.
According to Rudy Westervelt, consultant and principal of Power in Learning, the goal of protective clothing in the food industry is two-fold: to protect food products and workers, for example maintenance workers. Consequently, control of uniforms is an essential part of any good manufacturing practices (GMP) program and should be part of an overall HACCP plan, which should require all clothing stay on company property. That includes soiled uniforms that must be placed in a closed bin on company property; employees must not be allowed to take uniforms home to launder them. “But remember,” Westervelt says, “for a processor without good cleaning procedures, a master sanitation plan and a chemical control program, HACCP doesn’t do any good.”
HACCP is a risk management program, says Jan Eudy, quality assurance manager for Cintas. Therefore, the selection of uniforms, the wearing of them by food handlers and uniform laundering should be reviewed when assessing a food facility’s bacterial, chemical and physical risks. Once each risk is identified and controlled at a critical control point, monitoring to assure the process remains within predetermined specifications begins. Monitoring data should be collected and a trend analysis performed, says Eudy. Specifications can be changed, tightened or relaxed based on the results of the trend analysis.
To have more control over the risk management process, Westervelt recommends that one service handles uniforms, and keeping enough in stock so employees always have clean uniforms.
How many uniforms should processors plan per employee? In days gone by, uniform services like Clean Rental in Philadelphia, PA picked up and delivered twice a week to most manufacturing locations. Today, most services pick up and deliver once a week, says Clean Rental’s Vice President Bud Hamell. He tells processors employees should have at least 11 uniforms if they work five days a week. This allows for five to be in cleaning, five to be available and one to be in use. For a seven-day workweek, processors should plan on 15 outfits per employee.
Some processors prefer disposable uniforms, says Westervelt, although these are often reserved for visitors. The advantage of launderable clothing is that the cost over the long run is less than buying disposables. In addition, launderable outfits can be personalized with the employee’s name.
Knitted PolarBear PawGard gloves from Ansell combine the protection of a heavyweight glove with the close and comfortable fit of a lightweight product. Both light- and heavy-duty styles are available and offer different levels of cut protection. Source: Ansell.
Donning uniforms
When and where employees wear their uniforms can pose challenges, says Westervelt. Policies and procedures must be established around lunchroom and bathroom breaks, especially if workers are wearing complete uniforms as opposed to a frock or smock over their street clothes. With a full uniform (shirt and pants), employees may need to change back into their street clothes before using restrooms or going to lunch. This must be done in specially designated clean areas where uniforms can be hung on clean hangers.Westervelt also says it may not be wise to allow workers to bring lunches from home. For example, a chicken salad sandwich (which might be contaminated with Salmonella) should never be brought into the production area, nor should tobacco products that might harbor bacteria. In addition, restrooms can harbor a multitude of bacteria including E. coli, so strict policies must be established to keep bacteria contained.
To meet these policies, most food processing facilities have foot baths and hand washing areas at all employee entrances; employees should use these before entering the production area from the cafeteria, restroom or outside the building, says Eudy. In some cases, scraper mats at all plant entrances may be necessary to remove excess soil before entering the production area.
Many newer process facilities have completely separated “raw” and “cook” or RTE areas to prevent bacterial cross-contamination from uncooked materials to finished product. In these facilities, employees who work in the raw processing area (especially if it’s meat of any kind) have their own restrooms and lunchroom, plus color-coded outfits to match the sector of the building where they work. In most cases, employees on one side of the facility never commingle with workers from the other side until they leave the building at the end of their shift.
However, not all processors have the luxury of a completely separated facility, nor can they necessarily keep an employee in just one side or area, says Westervelt. With the downsized economy, many processors may be short on help and need to move workers from one side to another before a shift is over, which increases the possibility of cross-contamination. Therefore, processors need to be aware of the contamination issues, adjust uniforms accordingly and provide the proper footwear and cleaning capabilities to minimize the tracking of bacteria between processing areas.
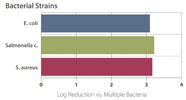
BioSmart technology from Milliken has shown a 3 log reduction of selected bacteria and viruses in lab testing at three and 24 hours. The treated textile has also shown a resistance to antichlor, a chemistry used in industrial cleaning to remove free chlorine at the end of the wash cycle. Source: G&K Services.
Effective cleaning vs. wear
Cleaning uniforms properly requires effectively killing bacteria and molds while providing as many wearing/cleaning cycles as possible, says Hamell. “Use cheap chemistry, and it eats the garments,” he warns. “Use the wrong chemistry on a material like PBI/Kevlar®, and it can shrink several sizes.” There are unique cleaning cycles for several food applications-even liquid smoke requires a specific wash chemistry. Today, the cleaning process is as automated as any industrial process.According to Eudy, there are several types of antimicrobial treatments for fabrics. To be effective, the antimicrobial must be durable enough to withstand industrial laundering at a minimum of 100 cycles. It must also be non-leaching and non-migrating while providing a broad spectrum of antimicrobial efficacy.
Developed by Milliken & Company in conjunction with G & K Services, BioSmart is a textile technology that binds chlorine molecules to the surface of fabric. Chlorine on the fabric continues to kill bacteria after the fabric has been washed. When laundered with EPA-registered chlorine bleach, the chlorine killed 99.9 percent of common bacteria and viruses when checked in the lab using an AATCC 100 test method.
Processors also need to remember that a different set of requirements applies to the maintenance department. They should be outfitted with specially designed flame-resistant (FR) garments that are compliant to NFPA 70E and food industry standards, adds Eudy.
According to Hamell, clothing manufacturers have tried to make the fabric for FR outfits softer and more comfortable, but they can’t use the 65 percent polyester/35 percent cotton that is the norm for most of the workers’ uniforms. Today, clothing for maintenance applications have arc ratings-a measurement indicating how likely a garment may catch on fire.
Clothing concerns
While a button-front shirt might be OK for an IT technician, it’s a no-no in food processing applications, according to Hamell. Buttons, especially above the waist, can fall off into a food product. Pockets present similar problems: Whatever is in them can fall out into a product. According to FDA, there should be no buttons on pants either, says Hamell. Pants should be white and fitted with a hook-and-eye instead of a button. Long-sleeved, snap-front smocks provide a good solution for several reasons, says Eudy. If they’re made from 100 percent spun polyester, growth of micro-organisms will be hindered compared to an all-cotton smock. Smocks should not have pockets outside, but should be inside and below the waist. Gloves can be worn over the cuffs of long sleeves to prevent skin exposure at the wrist.Getting a handle on gloves
For some applications such as meat cutting, there’s no question that gloves can protect workers from slicing off fingers, making a pair of cut-resistant gloves an absolute necessity. Cut-resistant gloves use strands of stainless steel, heavy-core fibers and other high-strength fibers and yarns, says Marvin Plumlee, national account manager, food processing for Ansell.For washdown purposes, thicker protective gloves may be worn to protect workers from sanitizing chemicals and punctures, says Eudy. These gloves usually have longer gauntlets to protect the wrist and forearm areas and are textured for a good grip.
For handling foods, glove requirements can vary greatly. Generally speaking, gloves for food handling should be constructed of nitrile or vinyl materials because latex may cause allergic reactions in some people, says Eudy. Gloves should fit snugly around the hand and over the wrist. Ideally, the gauntlet of the glove should be pulled over the cuff of the long-sleeved shirt or smock. Gloves should be changed frequently when soiled, ripped, torn or punctured.
Westervelt says opinions are mixed regarding whether gloves should be used in some applications. First, it’s difficult to know if there’s contamination on a gloved hand because workers can’t feel the particles, whereas with ungloved hands, it’s easy to know. Second, when workers put clean gloves on with dirty hands, at least one dirty hand will come into contact with a clean glove, contaminating it. Third, when a worker with clean gloves goes into a stockroom to fetch sterile cups for a filling machine, handling the shipping cartons, skids and forklifts will contaminate the gloves, thus potentially contaminating the clean cups when they are touched with the now-soiled gloves.
Headwear and footwear
Hardhats must be worn around machinery and should be sanitized daily using approved, compatible liquid sanitizers in spray bottles labeled for daily use only and wiped with dry, clean towels, says Eudy. In addition, disposable head/hair/beard covers should cover and encapsulate all hair.Hardhats should be made of an easily cleanable material and be light in color to make it easy to determine when they’re soiled, says Westervelt. Hardhats can be problematic because wearers tend to reach up and touch the brim throughout the day, potentially transferring bacteria to it. Workers who wear hardhats should still wear hairnets under them, and it’s important that hardhats have no decals that might provide places for bacteria buildup.
Footwear should be slip- and puncture-resistant, waterproof, securely fitted to the foot yet comfortable, and equipped with a steel or safety toe. In some applications, calf-high rubber boots may be worn over the facility footgear.
Protecting the eyes and ears
Depending on where an employee works in a food plant, eye protection is typically available in three formats: safety glasses or spectacles, goggles (seal the area around the eyes to protect from particulates and splashes) and a full-face shield. According to Eudy, OSHA 1910.133 defines the requirements for eye and face protection while lenses must meet ANSI Z87.1-2003 impact-resistant standards.In most cases, polycarbonate lenses will do the job, with the exception of foundries where glass is still used, says Phil Johnson, director of technology for Sperian eye and face protection.
Goggle and safety glass lenses can be ground to a user’s prescription if he/she wears corrective lenses. This frees the employee from having to wear safety glasses over an existing set of frames. While polycarbonate lenses are tough, Johnson recommends an abrasion-resistant coating on the outside of the lenses, and for those going from cold and dry to warm and moist environments, an anti-fog coating can be applied to the inside, close to the face. Anti-fog lenses are not perfect, but they help reduce the amount of fogging, and they’re also good for users who are very active in their jobs.
Hearing protection is spelled out in OSHA general industry guidance standard 29 CFR 1910.95. “Occupational Noise Exposure” specifies safe sound levels (the level and duration of noise allowed in any workplace), says Eudy. Other relevant standards are 1926.52 and 1926.101. Ear protection should be selected based on its noise reduction rating, comfort and cost.
Earmuffs or earplugs can be worn separately or in combination for additional protection. However, big earmuffs can be a problem for spreading bacteria if they’re not cleaned every day, says Westervelt. They need to be made of a plastic material that’s easily cleaned and sanitized. While inexpensive, disposable, moldable foam earplugs work well, they should be brightly colored and tied together so they’re easy to spot if they fall into a food product.
When it comes to protecting product and workers, the right choice of uniforms and personal protection equipment goes a long way. However, the safety of food and personnel is only realized through the appropriate application and use of this gear.
For more information:
Rudy Westervelt, Power in Learning, 909-563-8700, rudy@powerinlearning.com
Bud Hamell, Clean Rental, 215-329-8000, bhamell@cleanrental.com
Marvin Plumlee, Ansell, 913-905-9340, mplumlee@ansell.com
Jan Eudy, Cintas, 901-707-0028, eudy@cintas.com
Phil Johnson, Sperian Protection, 401-757-2309, pjohnson@sperian.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






