Asset Management: The 8760 Plant
A more disciplined approach to asset utilization is being adopted as food and beverage companies push the outer limits of what is possible in existing facilities.

Some meat processors do it; soft-drink bottlers have been doing it for decades. The 24/7 factory has been standard operating procedure in some manufacturing sectors since the Industrial Revolution, and increasingly it is coming to a food and beverage plant near you.
Tremendous progress is being made in optimizing line speeds, reducing changeover time and improving the effectiveness of maintenance programs. In the last decade, overall equipment effectiveness (OEE) emerged as the key performance indicator of how food plants were performing. By that metric, the industry deserves a slap on the back: based on throughput and downtime data at 486 facilities operated by food and beverage clients, Northbrook, IL-based Informance International concludes that average OEE at food plants is higher than other manufacturing sectors it tracks (see chart on page 88).
Informance’s latest analysis also quantifies the continuous improvement that is occurring in maximizing asset utilization. As the number of companies taking a disciplined approach to quantifying their OEE performance, then identifying the causes of production disruption and measuring the results of corrective actions, KPIs have steadily improved. In one case, a food company produced maximum saleable product 93.1% of the available run time.
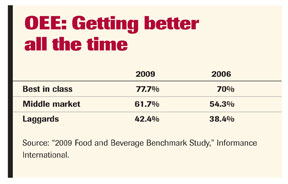 The utilization bar is rising, and management consultants are encouraging senior executives to consider the true potential of processing systems, not simply performance during scheduled production. By that measure, best-in-class food and beverage plants produced 136 hours a week, or 81.1% of the available hours. Firms in the bottom quartile produced saleable goods 32 hours a week (19.3%). Average throughput hours were a shade under half the number available, at 49.5%. In other words, facilities were in production 4,336 of the 8,760 hours available each year (8,784 in leap years).
The utilization bar is rising, and management consultants are encouraging senior executives to consider the true potential of processing systems, not simply performance during scheduled production. By that measure, best-in-class food and beverage plants produced 136 hours a week, or 81.1% of the available hours. Firms in the bottom quartile produced saleable goods 32 hours a week (19.3%). Average throughput hours were a shade under half the number available, at 49.5%. In other words, facilities were in production 4,336 of the 8,760 hours available each year (8,784 in leap years).
Given the sour economy, hours of operation are unlikely to increase in the near term. In the case of soft drink bottlers, demand is declining, resulting in plant closures for virtually all North American beverage companies. “Store brands are rearing their ugly heads,” bemoans Patrick Dolan, leader of the food and beverage business line at management consultancy KPMG LLP in Chicago.
Improving asset utilization is on senior management’s radar, Dolan and Informance Founder John Oskin agree, and that is spurring the current round of plant consolidations. There also is “a serious reappraisal” of more outsourcing, particularly of supply-chain functions, according to Dolan. Housing wasn’t the only building bubble to burst: much of the commercial property that came on-line after the bust still stands empty. Third party logistics (3PL) companies are lowering contract rates to attract new business, and food companies are among the prospective clients reconsidering whether warehouse assets are non-core competencies that can be shed.
“A lot of companies want to at least be able to answer the 3PL question if senior management asks about outsourcing,” says Dolan, though concern over reduced service levels discourages most from outsourcing distribution. “The customer doesn’t care if it’s a 3PL or the company’s driver at the dock: he wants product shipped on time, and all of the order in the box,” he points out.
KPI comparisons between an organization’s facilities determine how production is allocated and which plants close. Industry benchmarking helps identify a company’s particular strengths and weaknesses, and Informance has leveraged a growing database of consistently defined metrics to help clients identify problem areas and determine the effectiveness of corrective actions.
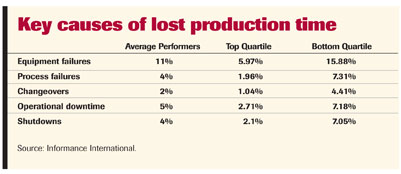
As manufacturers try to squeeze more production from assets, there’s an accelerating focus on lean manufacturing, Six Sigma and other approaches to continuous improvement. “Most people approach continuous improvement as one size fits all,” observes Oskin, but the types of issues addressed depend on how effective the organization is in terms of OEE and other KPIs. For example, companies in the top quartile of Informance’s database-the “best in class”-tend to have well-developed maintenance programs and are much less prone to lost production time than other companies. A targeted equipment reliability effort with frequent measurement of improvement is an effective strategy for them.
The bottom quartile-the “laggards”-also should focus on equipment, though at a more fundamental level. As a result of equipment malfunctions, “every seven or eight minutes, a line stops,” Oskin says. “We’ve seen companies improve asset utilization 30% by addressing that one issue.”
Informance shares study results with clients, including how their organization stacks up. Are the conversations with laggards a bit uncomfortable? No, Oskin reports. “Executives don’t mind,” he says. “They are looking for justification for their improvement agenda.”

“If you can convince the board room that reliability is crucial,” says Dale Blann, principal of Raleigh, NC-based Marshall Institute, “they can send the right message to production. But that’s difficult to do.”
“You can’t believe the amount of skepticism out their about any PM (preventive maintenance) or TPM,” adds Steve Murray, general manager of reliability systems at ABB Reliability Services, Westerville, OH. Accurate information of equipment malfunctions and routine maintenance tasks are essential starting points, but “pencil whipping” sometimes corrupts the data. Pencil whipping, Murray explains, is characterized by maintenance workers filling in PM work orders without performing the tasks.
Garbage in, garbage out will bring any asset-utilization effort to its knees, which explains why many database programs fail to deliver the promised results. Documenting machine disruptions and conducting root-cause analysis is tedious, time-consuming work. It also requires a change in focus, from trying to predict life expectancies to managing the process of failure and recognizing that asset age is a poor predictor of failure.
 The most diligent approach to directing maintenance resources where they can best improve asset availability is reliability-centered maintenance (RCM), the predictive maintenance approach pioneered in the aviation industry and adopted by nuclear power plants and other critical operations. “RCM is great for new facilities without a lot of history and knowledge of what equipment goes down over time,” concedes Ted MacDonald, asset performance manager at Plano, TX-based Invensys Process Systems, but it is overkill in food and beverage, where “there tends to be redundancy” in process systems to keep production going in the event of a disruption. Condition monitoring is more appropriate for this industry, and MacDonald sees more plants taking that approach.
The most diligent approach to directing maintenance resources where they can best improve asset availability is reliability-centered maintenance (RCM), the predictive maintenance approach pioneered in the aviation industry and adopted by nuclear power plants and other critical operations. “RCM is great for new facilities without a lot of history and knowledge of what equipment goes down over time,” concedes Ted MacDonald, asset performance manager at Plano, TX-based Invensys Process Systems, but it is overkill in food and beverage, where “there tends to be redundancy” in process systems to keep production going in the event of a disruption. Condition monitoring is more appropriate for this industry, and MacDonald sees more plants taking that approach.
For high-volume, low-margin products, RCM is simply too expensive, agrees Blann. He advocates “a streamlined form of RCM” known as PM Optimization, a less technical approach that “takes out a lot of the math” while delivering an actionable reliability strategy.
Understanding the total cost of machine failure is only part of the reliability challenge. Reducing unnecessary spending and investing in parts and technology that deliver the best return requires a team approach that may be lacking in a large, complex organization. Unless production and maintenance are working in concert, TPM and other asset-utilization efforts are doomed.
Inpro/Seal Co. has butted up against this reality for 30 years. The Rock Island, IL, firm invented the compound labyrinth seal to keep lubrication in and contaminants out from the bearings in rotating equipment. The cost is significantly higher than a lip seal, but the seals can extend meantime to failure of rolling element bearings to their design life of 150,000 hours-17-plus years, even in the 8760 plant. Informing and educating industry of the value is an uphill struggle, concedes Sales Manager Jim Lapaczonek, but if machine uptime is critical, the case is made.
 Inpro/Seal recently developed an air-purge seal for dairies and other food applications. Approved for the United States Department of Agriculture Dairy Plant Survey Program, the seal replaces packing around rotary valves and other equipment with compressed air at 3-5 psi higher pressure than the product head providing the actual seal, eliminating wear and heat. “A purchasing agent’s main goal is to buy the cheapest seal available,” Lapaczonek points out, but several dairies have crunched the numbers and made the investment where it makes economic sense.
Inpro/Seal recently developed an air-purge seal for dairies and other food applications. Approved for the United States Department of Agriculture Dairy Plant Survey Program, the seal replaces packing around rotary valves and other equipment with compressed air at 3-5 psi higher pressure than the product head providing the actual seal, eliminating wear and heat. “A purchasing agent’s main goal is to buy the cheapest seal available,” Lapaczonek points out, but several dairies have crunched the numbers and made the investment where it makes economic sense.
A narrow perspective on asset utilization can hobble scrap-reduction efforts, as well. In the Informance analysis, less than 1% of losses in scheduled production time are attributed to scrap and rework. However, that KPI fails to account for raw-material losses which end up categorized as quality erosion. In food & beverage, they represent a 3% OEE loss but account for 10% of financial losses, “and that surprises people,” says Oskin.
The cost of scrap and product giveaway is becoming apparent at a Milwaukee firm (see related story on page 86). Just as controlling this cost is an unexpected benefit of OEE improvement, the Milwaukee company is discovering the operating benefits as part of a track-and-trace initiative. In both cases, the true benefits of asset management become apparent when manufacturing efficiency is put in a holistic context and not viewed in isolation.
For more information:
Steve Murray, ABB Reliability Services, 614-818-6300
John Oskin, Informance International, 847-498-1844, john.oskin@informance.com
Jim Lapaczonek, Inpro/Seal Co., 800-447-0524, jim@inpro-seal.com
Ted MacDonald, Invensys Operations Management, 905-516-9560, ted.macdonald@ips.invensys.com
Patrick Dolan, KPMG LLP, 312-665-1000, pdolan@kpmg.com
Dale Blann, Marshall Institute, 919-834-3722
Stuart Hunt, SG Systems LLC, 214-819-9570, s.hunt@sgsystemsusa.com
Steven Group Ltd.’s has built scale systems going back to 1860. In 1986, the UK firm combined weighing equipment with industrial computers and track-and-trace software to provide a control package for commercial food companies. More than 1,000 systems had been deployed worldwide by the time the company set up shop in Dallas as SG Systems LLC. Tracking systems have been required in the UK and elsewhere for years, but “traceability was a nonissue in the US until 9/11,” notes Stuart Hunt, SG’s general manager. Passage of the Bioterrorism Act of 2002 began to change that, presenting an opportunity for a weight-based solution.
Bill Carr spent December overseeing ERP integration and data entry of more than 300 recipes for the prepared meals made by his firm, with a January launch of SG’s Vantage Traceability Solution targeted. “Within a couple of years, most of the people you want to do business with are going to require traceability,” believes Carr, CEO of Country Maid in Milwaukee, WI. One supermarket client already had issued an ultimatum: either implement a system that would forestall a mass recall in the event of an ingredient problem, or the relationship would end. With Vantage, scales serve as critical control points, and Carr’s plant has 18 of them now. “It seems like such a simple system,” he reflects, but it should deliver real-time inventory control, more product consistency and less product giveaway, as well as trace-back.
Traceability is a condition of doing business, but curtailment of waste pays for the system, points out Hunt. In a trial at a Sara Lee bakery, SG installed four terminals to control hand-scaling of minor ingredients. Quantified reductions of 2.5% of ingredients worth $12,000 a month were documented, he says, recouping the equipment investment within six months.
Third-party logistics companies are trying to lure manufacturers interested in rationalizing supply-chain costs, though few food companies are outsourcing at this point. Source: Voxware Inc.
Some meat processors do it; soft-drink bottlers have been doing it for decades. The 24/7 factory has been standard operating procedure in some manufacturing sectors since the Industrial Revolution, and increasingly it is coming to a food and beverage plant near you.
Tremendous progress is being made in optimizing line speeds, reducing changeover time and improving the effectiveness of maintenance programs. In the last decade, overall equipment effectiveness (OEE) emerged as the key performance indicator of how food plants were performing. By that metric, the industry deserves a slap on the back: based on throughput and downtime data at 486 facilities operated by food and beverage clients, Northbrook, IL-based Informance International concludes that average OEE at food plants is higher than other manufacturing sectors it tracks (see chart on page 88).
Informance’s latest analysis also quantifies the continuous improvement that is occurring in maximizing asset utilization. As the number of companies taking a disciplined approach to quantifying their OEE performance, then identifying the causes of production disruption and measuring the results of corrective actions, KPIs have steadily improved. In one case, a food company produced maximum saleable product 93.1% of the available run time.
Given the sour economy, hours of operation are unlikely to increase in the near term. In the case of soft drink bottlers, demand is declining, resulting in plant closures for virtually all North American beverage companies. “Store brands are rearing their ugly heads,” bemoans Patrick Dolan, leader of the food and beverage business line at management consultancy KPMG LLP in Chicago.
Improving asset utilization is on senior management’s radar, Dolan and Informance Founder John Oskin agree, and that is spurring the current round of plant consolidations. There also is “a serious reappraisal” of more outsourcing, particularly of supply-chain functions, according to Dolan. Housing wasn’t the only building bubble to burst: much of the commercial property that came on-line after the bust still stands empty. Third party logistics (3PL) companies are lowering contract rates to attract new business, and food companies are among the prospective clients reconsidering whether warehouse assets are non-core competencies that can be shed.
“A lot of companies want to at least be able to answer the 3PL question if senior management asks about outsourcing,” says Dolan, though concern over reduced service levels discourages most from outsourcing distribution. “The customer doesn’t care if it’s a 3PL or the company’s driver at the dock: he wants product shipped on time, and all of the order in the box,” he points out.
KPI comparisons between an organization’s facilities determine how production is allocated and which plants close. Industry benchmarking helps identify a company’s particular strengths and weaknesses, and Informance has leveraged a growing database of consistently defined metrics to help clients identify problem areas and determine the effectiveness of corrective actions.
As manufacturers try to squeeze more production from assets, there’s an accelerating focus on lean manufacturing, Six Sigma and other approaches to continuous improvement. “Most people approach continuous improvement as one size fits all,” observes Oskin, but the types of issues addressed depend on how effective the organization is in terms of OEE and other KPIs. For example, companies in the top quartile of Informance’s database-the “best in class”-tend to have well-developed maintenance programs and are much less prone to lost production time than other companies. A targeted equipment reliability effort with frequent measurement of improvement is an effective strategy for them.
The bottom quartile-the “laggards”-also should focus on equipment, though at a more fundamental level. As a result of equipment malfunctions, “every seven or eight minutes, a line stops,” Oskin says. “We’ve seen companies improve asset utilization 30% by addressing that one issue.”
Informance shares study results with clients, including how their organization stacks up. Are the conversations with laggards a bit uncomfortable? No, Oskin reports. “Executives don’t mind,” he says. “They are looking for justification for their improvement agenda.”
Pencil whipped numbers
While management consultants deal with senior managers, reliability experts interface with professionals closer to the trenches. Preaching the gospel of total productive maintenance (TPM) can be tough: Engineers and manufacturing vice presidents understand the value of equipment reliability in boosting asset performance, but production is their priority.“If you can convince the board room that reliability is crucial,” says Dale Blann, principal of Raleigh, NC-based Marshall Institute, “they can send the right message to production. But that’s difficult to do.”
“You can’t believe the amount of skepticism out their about any PM (preventive maintenance) or TPM,” adds Steve Murray, general manager of reliability systems at ABB Reliability Services, Westerville, OH. Accurate information of equipment malfunctions and routine maintenance tasks are essential starting points, but “pencil whipping” sometimes corrupts the data. Pencil whipping, Murray explains, is characterized by maintenance workers filling in PM work orders without performing the tasks.
Garbage in, garbage out will bring any asset-utilization effort to its knees, which explains why many database programs fail to deliver the promised results. Documenting machine disruptions and conducting root-cause analysis is tedious, time-consuming work. It also requires a change in focus, from trying to predict life expectancies to managing the process of failure and recognizing that asset age is a poor predictor of failure.
For high-volume, low-margin products, RCM is simply too expensive, agrees Blann. He advocates “a streamlined form of RCM” known as PM Optimization, a less technical approach that “takes out a lot of the math” while delivering an actionable reliability strategy.
Understanding the total cost of machine failure is only part of the reliability challenge. Reducing unnecessary spending and investing in parts and technology that deliver the best return requires a team approach that may be lacking in a large, complex organization. Unless production and maintenance are working in concert, TPM and other asset-utilization efforts are doomed.
Inpro/Seal Co. has butted up against this reality for 30 years. The Rock Island, IL, firm invented the compound labyrinth seal to keep lubrication in and contaminants out from the bearings in rotating equipment. The cost is significantly higher than a lip seal, but the seals can extend meantime to failure of rolling element bearings to their design life of 150,000 hours-17-plus years, even in the 8760 plant. Informing and educating industry of the value is an uphill struggle, concedes Sales Manager Jim Lapaczonek, but if machine uptime is critical, the case is made.
Precise metering of ingredients, coupled with data capture for traceability, can slash waste and product giveaway in food production. Source: SG Systems.
A narrow perspective on asset utilization can hobble scrap-reduction efforts, as well. In the Informance analysis, less than 1% of losses in scheduled production time are attributed to scrap and rework. However, that KPI fails to account for raw-material losses which end up categorized as quality erosion. In food & beverage, they represent a 3% OEE loss but account for 10% of financial losses, “and that surprises people,” says Oskin.
The cost of scrap and product giveaway is becoming apparent at a Milwaukee firm (see related story on page 86). Just as controlling this cost is an unexpected benefit of OEE improvement, the Milwaukee company is discovering the operating benefits as part of a track-and-trace initiative. In both cases, the true benefits of asset management become apparent when manufacturing efficiency is put in a holistic context and not viewed in isolation.
For more information:
Steve Murray, ABB Reliability Services, 614-818-6300
John Oskin, Informance International, 847-498-1844, john.oskin@informance.com
Jim Lapaczonek, Inpro/Seal Co., 800-447-0524, jim@inpro-seal.com
Ted MacDonald, Invensys Operations Management, 905-516-9560, ted.macdonald@ips.invensys.com
Patrick Dolan, KPMG LLP, 312-665-1000, pdolan@kpmg.com
Dale Blann, Marshall Institute, 919-834-3722
Stuart Hunt, SG Systems LLC, 214-819-9570, s.hunt@sgsystemsusa.com
Weigh it, trace it
Product giveaway and scrap are part of every production process. Quantifying the cost is difficult, particularly in the absence of precise metering. A UK firm with its roots in weighing systems developed a process control system for commissary operations assembling prepared meals. Waste reduction delivers the system’s return, but the key benefit is the tracking and tracing of raw ingredients through final distribution.Steven Group Ltd.’s has built scale systems going back to 1860. In 1986, the UK firm combined weighing equipment with industrial computers and track-and-trace software to provide a control package for commercial food companies. More than 1,000 systems had been deployed worldwide by the time the company set up shop in Dallas as SG Systems LLC. Tracking systems have been required in the UK and elsewhere for years, but “traceability was a nonissue in the US until 9/11,” notes Stuart Hunt, SG’s general manager. Passage of the Bioterrorism Act of 2002 began to change that, presenting an opportunity for a weight-based solution.
Bill Carr spent December overseeing ERP integration and data entry of more than 300 recipes for the prepared meals made by his firm, with a January launch of SG’s Vantage Traceability Solution targeted. “Within a couple of years, most of the people you want to do business with are going to require traceability,” believes Carr, CEO of Country Maid in Milwaukee, WI. One supermarket client already had issued an ultimatum: either implement a system that would forestall a mass recall in the event of an ingredient problem, or the relationship would end. With Vantage, scales serve as critical control points, and Carr’s plant has 18 of them now. “It seems like such a simple system,” he reflects, but it should deliver real-time inventory control, more product consistency and less product giveaway, as well as trace-back.
Traceability is a condition of doing business, but curtailment of waste pays for the system, points out Hunt. In a trial at a Sara Lee bakery, SG installed four terminals to control hand-scaling of minor ingredients. Quantified reductions of 2.5% of ingredients worth $12,000 a month were documented, he says, recouping the equipment investment within six months.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


