The New Math of Energy Efficiency
As the benchmark price of a barrel of oil slid below $70, then $60 in early fall, the hearts of energy-conscious engineers sank with it. Investments in energy efficiency are a tough enough sell when commodity prices for gas, oil and electricity soar; when energy costs are retreating, ownership is even less inclined to invest in energy efficiency.

Mothballing energy management plans probably isn't a prudent idea at this juncture in the nation's history. Natural gas provides most of the incremental electrical generation during high-demand hours, and spot prices for natural gas have doubled since 2003; since 1999, they're up more than 300 percent. Coal accounts for half of US electric generation, and coal spot prices increased more than 20 percent from 2003 to 2005. As long-term contracts expire, the terms of new deals will reflect new realities. Short-ton prices for Powder River Basin coal, which accounts for more than a quarter of US mined production, went from $6 in March 2003 to $15 in March 2006. Even uranium, albeit a small portion of nuclear energy costs, ticked up 40 percent from 2001 to 2005.
 Social consequences of doing nothing to minimize consumption also are beginning to enter into the energy calculation, some believe. "I'm not a Greenpeace person, but we take our environmental stewardship seriously," says Doug Dornbier, vice president and plant manager of Coolbrands Dairy Inc.'s facility in North Lawrence, NY, where mobilized film technology (MFT) is helping power the plant's boiler. "Of all the options out there, this technology made the most sense from a stewardship and cost-control standpoint," says Dornbier.
Social consequences of doing nothing to minimize consumption also are beginning to enter into the energy calculation, some believe. "I'm not a Greenpeace person, but we take our environmental stewardship seriously," says Doug Dornbier, vice president and plant manager of Coolbrands Dairy Inc.'s facility in North Lawrence, NY, where mobilized film technology (MFT) is helping power the plant's boiler. "Of all the options out there, this technology made the most sense from a stewardship and cost-control standpoint," says Dornbier.
Energy efficiency and conservation always will be a tough sell, particularly in competition with process improvements and R&D investments with a bigger impact on manufacturers' core business, concedes Patrick Worthington, project manager-energy service group at Kansas City's Burns & McDonnell engineering firm. "But the climate is gradually changing in the United States, and it's dramatically different in Europe and Asia," he adds. Following the lead of California, states are beginning to mandate reductions in energy demand, corporations are trying to bolster their claims of sustainability, and the economics of energy conservation and efficiency are changing. A return on investment still is demanded, but factors beyond simple payback are entering into the equation.
 Combined heat & power (CHP) generation is lumped with cogeneration, but "there is a fundamental difference," insists Ed Mardiat, director-CHP development at Burns & McDonnell. "With cogen, the question was, ‘How much power do I want to generate?' With CHP, you look at the thermal base load first." And in the typical food plant, process heat is in abundance.
Combined heat & power (CHP) generation is lumped with cogeneration, but "there is a fundamental difference," insists Ed Mardiat, director-CHP development at Burns & McDonnell. "With cogen, the question was, ‘How much power do I want to generate?' With CHP, you look at the thermal base load first." And in the typical food plant, process heat is in abundance.
Burns & McDonnell is involved in a Department of Energy initiative to add 40 gigawatts of additional CHP capacity in US industry by 2010. The firm piloted a modular design CHP system that eliminates much of the re-engineering required with most CHP projects. In the first commercial application, Austin, TX's Dell Children's Hospital is producing 4.3 MW of energy at greater than 70 percent efficiency-twice the efficiency of electricity delivered off the grid. Emissions are less than a fifth of earlier generations of CHP turbines, according to Mardiat.
CHP won't find takers in the Tennessee Valley and other low-rate regions, he concedes, but "if you can't meet a two-year ROI, that doesn't mean it's a bad financial deal." Besides, a manufacturer needn't own the asset to reap the benefits. "Post Enron, everyone is worried about financial instability," he points out. "We have a network of insurance companies and other investors who would love to own energy systems with a 6 to 8 year ROI and not a lot of risk." On-site power generation is the hedge fund of 21st Century investment.
The owner and operator of Coolbrands' $3.3 million MFT system is Ecovation Inc., the Victor, NY, company which has sited seven accelerated anaerobic treatment systems so far, with two more under construction. The system removes more than 90 percent of BOD from process water used in yogurt and cottage cheese production and generates 150 million BTUs of methane a day. "We dry the gas a little bit, remove hydrogen sulfide and heat the waste water," says Daniel Hagan, Ecovation's senior vice president. "We're offsetting about a third of steam requirements." A project under development for Kraft will feed cleaned and compressed gas into the plant's pipeline.
MFT was commercialized in 1997 by Bob Cummings, a former Cornell University scientist. Up to 18 feet of fine mason sand serves as a mooring for bacteria cultures with almost twice the population found in conventional anaerobic systems. Plug-flow circulation replaces a mixed reactor, ensuring first in, first out circulation of the waste stream. Infeed is sequenced and controlled through a bank of nozzles. All mechanical components are outside the tank, "so there is no short circuiting of the flow," says Cummings.

Meat and potatoes audits of energy use are provided free of cost through 26 engineering schools across the country under the Industrial Assessment Center, a program administered by the US Department of Energy. Despite the pocketbook-friendly fee structure, food and beverage manufacturers have avoided assessments in droves: only 498 facilities have been evaluated in the last five years. "We'll sign any confidentiality agreement they put in front of us," pleads Robert Miller, research engineer at the University of Illinois Chicago, but confidentiality concerns make food companies shy away. UIC has audited 10 food plants in the Midwest since 2001.
A recent project involved Lawrence Foods Inc.'s 175,000-sq.-ft. facility in Elk Grove Village, IL. With electricity rate deregulation looming, management invited Miller and a team of 15 UIC engineering students to analyze energy use and crunch the payback numbers. The audit took one day, with a report and presentation coming a month later. "We had a general sense of all the upgrades they were talking about," says vice president Marc Lawrence. "What they brought to the table was an independent mind to prioritize the projects and identify the best ways to increase efficiencies on compressors, for example." UIC's future funding is based on projects actually implemented, a condition that strips out exotic technologies with long or uncertain paybacks.
"The only energy less efficient than steam is compressed air," Miller says, with 8 to 10 percent efficiency ratings typical. "Part of the problem is that the layout of the compressed air lines often makes no sense," adds Bill Worek, head of UIC's mechanical engineering department. "If plants expand and call in a compressed-air contractor, he says, ‘You need another compressor.' That just adds to inefficiency."
 Variable frequency drives (VFDs) on coolant pumps, high-efficiency motors and energy awareness training for employees were among the recommendations made a few years ago in a similar audit by San Francisco State University of Odwalla Juice Corp.'s Dinuva, CA, plant. The biggest savings involved ammonia refrigeration motors that lowered head pressure to "float" pressure, a change that saved 1 million kW a year and had a six-month simple payback.
Variable frequency drives (VFDs) on coolant pumps, high-efficiency motors and energy awareness training for employees were among the recommendations made a few years ago in a similar audit by San Francisco State University of Odwalla Juice Corp.'s Dinuva, CA, plant. The biggest savings involved ammonia refrigeration motors that lowered head pressure to "float" pressure, a change that saved 1 million kW a year and had a six-month simple payback.
Besides the audit, Lawrence worked with a lighting specialist to take advantage of a provision in the federal Energy Policy Act of 2005 that provides tax credits for high-efficiency lighting. High-intensity fluorescents and occupant sensors in the ballasts will save up to $50,000 a year in electricity costs, Lawrence estimates, and the tax credits are worth about $100,000. Workers report fewer production errors, thanks to better illumination.
Driving energy-use information down through the organization is the best way to improve efficiency and manage costs, believes Peter Dalgity, senior automation engineer at Fonterra Cooperative Group Ltd. The New Zealand dairy's Edgecumbe facility recently completed a four-month shakedown and validation of an energy monitoring system from Rockwell Automation. The system began reporting to accountants and operators in October, as New Zealand entered the summer months.
"The aim is to put the costs (of inefficiency) in front of our managers and our operators so that they can take ownership of energy use" and make corrections in a timely fashion, Dalgity explains. As raw milk supplies wane, efficiency rates tail off. Unless operators are aware of the cost of inefficiency, the plant's ability to match use with forecasted demand is compromised. "Energy is becoming the second greatest cost in our manufacturing," he says. Penalties kick in when deviations from projected use occur, driving costs even higher. By deploying Rockwell's power monitors and reporting software, Fonterra has one more energy-control arrow in its quiver.
Monitoring was delayed because more accurate data exposed hardware failures in some of the plant's 160 energy meters. Faulty meters, sticky valves and other device failures are the Achilles heel of all energy monitoring and controls systems. Unless those devices are properly maintained, reports are defeated by garbage in, garbage out problems.

Before cutting a deal with Enviros, the firm marketed its INSITE real-time energy monitoring system. Systems were installed three years ago at Bonita Packing Co. and Del Mar Food Products Corp. How did they perform?
"We looked at a two-year payoff and got it in 15 or 16 months," reports Joe Prandini, general manager at Santa Maria, CA-based Bonipak. "It controls your peaks and has the ability to ‘learn,' based on production patterns." For example, if a 20 HP fan motor is turned on but a 300 HP motor will kick in soon, the system will delay the fan's start-up to prevent an electrical spike. "Employees have learned to wait a minute if a motor doesn't start up right away," Prandini says. The Onsite project also involved lighting controls and VFDs to ramp down RPMs on fans in a pressure-cooling tunnel. Heat load is geometrically higher at ambient temperature than 45ºF, so as vegetables approach the end of the cooling cycle, the VFDs draw less energy.
Real-time energy data may be technological overkill, Onsite's Sperberg suggests. "Most people don't want to look at it in real time, but it allows them to periodically see how they're operating their equipment and make adjustments, which isn't possible with monthly usage reports." Real-time reporting also has value when trying to change operator behavior, adds Joel Nash, CEO of As 1 Technology, another meter-monitoring software firm. "When plants give all their employees visibility to data on the cost of energy and its use per unit of output, a very effective awareness program can be created," says the founder of the Minnetonka, MN, firm.
As 1's data collection system receives input from electric meters, control devices and other data sources. Even scheduling programs can be part of the mix, giving it the ability to predict events based on data trends. Events that defy prediction include electrical power surges and sags, which the system can only sense. Power quality remains the domain of emergency generators and uninterruptible power supply (UPS) systems, expensive solutions that pose maintenance challenges. "With diesel generators," relates UIC's Worek, "we have found that, when manufacturers need them, they don't work."
Neither technology is a cost-effective solution to power sags, the root cause of 92 percent of power quality events, argues Steve Verrett, vice president of Middleton, WI-based Softswitching Technologies. A six-cycle interruption is barely noticeable and a nonevent for small motors, but it can trip automation controls. As automation delivers on the promise of fewer workers, sags can pose significant problems in the lights-out factory.
Semiconductor manufacturers were the first to deploy Softswitching's dynamic sag corrector (DYSC) to control very precise polishing operations. Cereal makers and soup companies have been the next wave of adopters, according to Verrett. Among the early adopters was General Mills' Cedar Rapids, IA, facility, where DYSCs were deployed in early 2004. Unit size and cost depends on amperage. In Cedar Rapids, DYSCs are about the size of a mini-fridge.
"Basically, it's a capacitor with an inverse VFD on it and cross-coupling software that's pretty cool," explains Mark Robinson, electrical & controls engineer at the plant. "A lot of people are coming out with similar products, but I haven't seen anything with the same specs."
Except when the capacitor is charging, the device doesn't draw any power. If a sag occurs on one line feeding a plant, DYSC draws power from other lines to offset the drop. "You would never deploy these throughout a whole food plant, but for critical process systems, there's an economic rationale," says Robinson.
If power is interrupted more than two seconds, DYSC won't help, allows Verrett. But while utilities try to insulate commercial clients from outages, there is little they can do to prevent the seven-cycle sag. Most manufacturers are unaware when those events occur and blame PLCs, light curtains and other hardware for production problems caused by sags.

The syndrome Hunter refers to is the retirement of the technical engineers who tuned and tended large and mid-sized boilers throughout the 20th Century. "We don't know how to duplicate and retain their knowledge, so interest is gaining significantly in updated controls," says Hunter. The solution seldom is as simple as slapping in new controls, however.
"When I evaluate a firm's boiler system to determine ROI on new controls, the boiler engineer often says, ‘This unit not only is ripe for new controls, the instrumentation and valving also need to be replaced,'" Hunter says. "Controls are only as good as the devices they control." Paybacks are typically in the three- to six-month range, but if recertification of the boiler management system's safety component is required, half the manufacturers he consults with opt to live with costly inefficiency rather than take a boiler off line.
One food company that decided to bite the boiler bullet was Penford Food Ingredients Co., a modified potato starch processor. The upgrade to a dual-fuel biogas steam boiler was part of a comprehensive energy audit performed by Burns & McDonnell. Lighting upgrades, flash dryer heat recovery, VFDs and high-efficiency motors were also part of the $365,000 energy project.
CHP with a low-power gas turbine was considered, but low electricity rates in rural Richland, WA, argued against it, recalls Burns & McDonnell's Worthington. The new boiler runs primarily on methane generated from the facility's anaerobic digester, with "a simple but very explicit control sequence" switching over to natural gas when the methane feed drops, he says. "The design we came up with was a first of its kind."
A burner from Weishaupt GmbH was fabricated to handle the different fuels. There were safety concerns because of the low pressure of the methane gas, "and we didn't like the idea of installing a booster fan," says Larry Ferro, Penford's project engineer. The specialty burner eliminated the need. A return of up to 30 percent is expected on the project.
"Sustainable energy management is a key component in energy conservation," observes Worthington. "Non-US firms place a higher premium on conservation, but there will be an increased focus on green technology here, and reducing demand is the best way to satisfy an environmental focus." For organizations that need an extra nudge, legislative mandates to reduce consumption of energy, water and other resources are just around the corner.
New York has not yet adopted renewable portfolio standards (RPS) for energy, but RPS credits are expected to enhance the economics of Coolbrands' 1,260-sq.-ft. wastewater processing system. In the meantime, "Coolbrands is a real hero in the Adirondacks, simply because they're not trucking in as much #6 fuel oil now," says Cummings.
Projecting future costs for a commodity with energy's pricing volatility is a scary prospect. But utilities are going to have to add generating capacity and make other infrastructure investments, and the power plants they build will include scrubbers and other exhaust remedies. Those costs will be passed on to electric users. As market-based pricing and net present value is applied to energy projects, manufacturers will recognize the high cost of doing nothing and implement effective energy management strategies.
For more information:
Joel Nash, As 1 Technology, 952-996-0084, joelnash@as1tech.com
Patrick Worthington, Burns & McDonnell, 816-822-4281, pworthington@burnsmcd.com
Daniel Hagen, Ecovation Inc., 585-421-3509, dhagen@ecovation.com
Marc L. Hunter, Invensys, 630-357-1717, marc.hunter@ips.invensys.com
Richard Sperberg, Onsite Energy Corp., 760-931-2400, ext. 4140
Charley Rastle, Rockwell Automation, 303-517-8914, cmrastle@ra.rockwell.com
Steve Verrett, Softswitching Technologies, 608-662-7200, sverrett@sagshappen.com
Robert Miller, University of Illinois Chicago, 312-355-2019
Mothballing energy management plans probably isn't a prudent idea at this juncture in the nation's history. Natural gas provides most of the incremental electrical generation during high-demand hours, and spot prices for natural gas have doubled since 2003; since 1999, they're up more than 300 percent. Coal accounts for half of US electric generation, and coal spot prices increased more than 20 percent from 2003 to 2005. As long-term contracts expire, the terms of new deals will reflect new realities. Short-ton prices for Powder River Basin coal, which accounts for more than a quarter of US mined production, went from $6 in March 2003 to $15 in March 2006. Even uranium, albeit a small portion of nuclear energy costs, ticked up 40 percent from 2001 to 2005.
Workers construct a 4.3 MW combined heat and power system (CHP) at a Texas children's hospital. Enhanced efficiency and greatly reduced emissions are making CHP more attractive to industry. Source: Burns & McDonnell.
Energy efficiency and conservation always will be a tough sell, particularly in competition with process improvements and R&D investments with a bigger impact on manufacturers' core business, concedes Patrick Worthington, project manager-energy service group at Kansas City's Burns & McDonnell engineering firm. "But the climate is gradually changing in the United States, and it's dramatically different in Europe and Asia," he adds. Following the lead of California, states are beginning to mandate reductions in energy demand, corporations are trying to bolster their claims of sustainability, and the economics of energy conservation and efficiency are changing. A return on investment still is demanded, but factors beyond simple payback are entering into the equation.
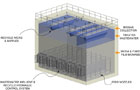
Flow control and huge bacterial colonies in a sand media accelerate anaerobic digestion in a compact footprint in Ecovation's mobilized film technology. Source: Ecovation.
Burns & McDonnell is involved in a Department of Energy initiative to add 40 gigawatts of additional CHP capacity in US industry by 2010. The firm piloted a modular design CHP system that eliminates much of the re-engineering required with most CHP projects. In the first commercial application, Austin, TX's Dell Children's Hospital is producing 4.3 MW of energy at greater than 70 percent efficiency-twice the efficiency of electricity delivered off the grid. Emissions are less than a fifth of earlier generations of CHP turbines, according to Mardiat.
CHP won't find takers in the Tennessee Valley and other low-rate regions, he concedes, but "if you can't meet a two-year ROI, that doesn't mean it's a bad financial deal." Besides, a manufacturer needn't own the asset to reap the benefits. "Post Enron, everyone is worried about financial instability," he points out. "We have a network of insurance companies and other investors who would love to own energy systems with a 6 to 8 year ROI and not a lot of risk." On-site power generation is the hedge fund of 21st Century investment.
The owner and operator of Coolbrands' $3.3 million MFT system is Ecovation Inc., the Victor, NY, company which has sited seven accelerated anaerobic treatment systems so far, with two more under construction. The system removes more than 90 percent of BOD from process water used in yogurt and cottage cheese production and generates 150 million BTUs of methane a day. "We dry the gas a little bit, remove hydrogen sulfide and heat the waste water," says Daniel Hagan, Ecovation's senior vice president. "We're offsetting about a third of steam requirements." A project under development for Kraft will feed cleaned and compressed gas into the plant's pipeline.
MFT was commercialized in 1997 by Bob Cummings, a former Cornell University scientist. Up to 18 feet of fine mason sand serves as a mooring for bacteria cultures with almost twice the population found in conventional anaerobic systems. Plug-flow circulation replaces a mixed reactor, ensuring first in, first out circulation of the waste stream. Infeed is sequenced and controlled through a bank of nozzles. All mechanical components are outside the tank, "so there is no short circuiting of the flow," says Cummings.
Energy monitors and software programs to analyze use and flag spikes are giving plant engineers and operators greater control over their facilities' energy consumption patterns. Source: Invensys.
Meat and potatoes projects
Because energy is viewed as peripheral to the business of production, efficiency projects have an uphill fight for capital and attention. Even if organizations adopt a more holistic approach to energy, managers and engineers often don't have the time to analyze payback from various projects and prioritize them. Plants can pay a little or a lot for an outside consultant, or they can pay nothing.Meat and potatoes audits of energy use are provided free of cost through 26 engineering schools across the country under the Industrial Assessment Center, a program administered by the US Department of Energy. Despite the pocketbook-friendly fee structure, food and beverage manufacturers have avoided assessments in droves: only 498 facilities have been evaluated in the last five years. "We'll sign any confidentiality agreement they put in front of us," pleads Robert Miller, research engineer at the University of Illinois Chicago, but confidentiality concerns make food companies shy away. UIC has audited 10 food plants in the Midwest since 2001.
A recent project involved Lawrence Foods Inc.'s 175,000-sq.-ft. facility in Elk Grove Village, IL. With electricity rate deregulation looming, management invited Miller and a team of 15 UIC engineering students to analyze energy use and crunch the payback numbers. The audit took one day, with a report and presentation coming a month later. "We had a general sense of all the upgrades they were talking about," says vice president Marc Lawrence. "What they brought to the table was an independent mind to prioritize the projects and identify the best ways to increase efficiencies on compressors, for example." UIC's future funding is based on projects actually implemented, a condition that strips out exotic technologies with long or uncertain paybacks.
"The only energy less efficient than steam is compressed air," Miller says, with 8 to 10 percent efficiency ratings typical. "Part of the problem is that the layout of the compressed air lines often makes no sense," adds Bill Worek, head of UIC's mechanical engineering department. "If plants expand and call in a compressed-air contractor, he says, ‘You need another compressor.' That just adds to inefficiency."
Residing off the production floor, boiler rooms are easy to ignore but costly to overlook in maintenance and controls updating. With boiler engineers ready to retire in waves, the need for automation is increasing. Source: Invensys.
Besides the audit, Lawrence worked with a lighting specialist to take advantage of a provision in the federal Energy Policy Act of 2005 that provides tax credits for high-efficiency lighting. High-intensity fluorescents and occupant sensors in the ballasts will save up to $50,000 a year in electricity costs, Lawrence estimates, and the tax credits are worth about $100,000. Workers report fewer production errors, thanks to better illumination.
Driving energy-use information down through the organization is the best way to improve efficiency and manage costs, believes Peter Dalgity, senior automation engineer at Fonterra Cooperative Group Ltd. The New Zealand dairy's Edgecumbe facility recently completed a four-month shakedown and validation of an energy monitoring system from Rockwell Automation. The system began reporting to accountants and operators in October, as New Zealand entered the summer months.
"The aim is to put the costs (of inefficiency) in front of our managers and our operators so that they can take ownership of energy use" and make corrections in a timely fashion, Dalgity explains. As raw milk supplies wane, efficiency rates tail off. Unless operators are aware of the cost of inefficiency, the plant's ability to match use with forecasted demand is compromised. "Energy is becoming the second greatest cost in our manufacturing," he says. Penalties kick in when deviations from projected use occur, driving costs even higher. By deploying Rockwell's power monitors and reporting software, Fonterra has one more energy-control arrow in its quiver.
Monitoring was delayed because more accurate data exposed hardware failures in some of the plant's 160 energy meters. Faulty meters, sticky valves and other device failures are the Achilles heel of all energy monitoring and controls systems. Unless those devices are properly maintained, reports are defeated by garbage in, garbage out problems.
An electrician guides a lift into position to install high-efficiency fluorescent light fixtures at Lawrence Foods' facility in suburban Chicago. Tax credits in the federal energy act of 2005 will help pay for the project.
Real-time monitoring
A host of real-time power monitoring systems is on the market. One is Onsite Energy Corp., a Carlsbad, CA, technology firm that works closely with California Edison and other utilities to help manufactures shave peak load demands. Onsite recently licensed utilities management software from Enviros Consulting, a UK firm that has been successful in Europe in matching utility data with production data. "Basically, it's a big database that does regression analysis to help users improve their energy cost per unit of production," explains Onsite President Richard T. Sperberg. Safeway's dairy and bakery manufacturing operations recently installed the system.Before cutting a deal with Enviros, the firm marketed its INSITE real-time energy monitoring system. Systems were installed three years ago at Bonita Packing Co. and Del Mar Food Products Corp. How did they perform?
"We looked at a two-year payoff and got it in 15 or 16 months," reports Joe Prandini, general manager at Santa Maria, CA-based Bonipak. "It controls your peaks and has the ability to ‘learn,' based on production patterns." For example, if a 20 HP fan motor is turned on but a 300 HP motor will kick in soon, the system will delay the fan's start-up to prevent an electrical spike. "Employees have learned to wait a minute if a motor doesn't start up right away," Prandini says. The Onsite project also involved lighting controls and VFDs to ramp down RPMs on fans in a pressure-cooling tunnel. Heat load is geometrically higher at ambient temperature than 45ºF, so as vegetables approach the end of the cooling cycle, the VFDs draw less energy.
Real-time energy data may be technological overkill, Onsite's Sperberg suggests. "Most people don't want to look at it in real time, but it allows them to periodically see how they're operating their equipment and make adjustments, which isn't possible with monthly usage reports." Real-time reporting also has value when trying to change operator behavior, adds Joel Nash, CEO of As 1 Technology, another meter-monitoring software firm. "When plants give all their employees visibility to data on the cost of energy and its use per unit of output, a very effective awareness program can be created," says the founder of the Minnetonka, MN, firm.
As 1's data collection system receives input from electric meters, control devices and other data sources. Even scheduling programs can be part of the mix, giving it the ability to predict events based on data trends. Events that defy prediction include electrical power surges and sags, which the system can only sense. Power quality remains the domain of emergency generators and uninterruptible power supply (UPS) systems, expensive solutions that pose maintenance challenges. "With diesel generators," relates UIC's Worek, "we have found that, when manufacturers need them, they don't work."
Neither technology is a cost-effective solution to power sags, the root cause of 92 percent of power quality events, argues Steve Verrett, vice president of Middleton, WI-based Softswitching Technologies. A six-cycle interruption is barely noticeable and a nonevent for small motors, but it can trip automation controls. As automation delivers on the promise of fewer workers, sags can pose significant problems in the lights-out factory.
Semiconductor manufacturers were the first to deploy Softswitching's dynamic sag corrector (DYSC) to control very precise polishing operations. Cereal makers and soup companies have been the next wave of adopters, according to Verrett. Among the early adopters was General Mills' Cedar Rapids, IA, facility, where DYSCs were deployed in early 2004. Unit size and cost depends on amperage. In Cedar Rapids, DYSCs are about the size of a mini-fridge.
"Basically, it's a capacitor with an inverse VFD on it and cross-coupling software that's pretty cool," explains Mark Robinson, electrical & controls engineer at the plant. "A lot of people are coming out with similar products, but I haven't seen anything with the same specs."
Except when the capacitor is charging, the device doesn't draw any power. If a sag occurs on one line feeding a plant, DYSC draws power from other lines to offset the drop. "You would never deploy these throughout a whole food plant, but for critical process systems, there's an economic rationale," says Robinson.
If power is interrupted more than two seconds, DYSC won't help, allows Verrett. But while utilities try to insulate commercial clients from outages, there is little they can do to prevent the seven-cycle sag. Most manufacturers are unaware when those events occur and blame PLCs, light curtains and other hardware for production problems caused by sags.
Each pin represents an electric sag detector in the iSense network. More than 3 million short-term drops were recorded over 27 months in one study sponsored by the Electric Power Research Institute. Source: Softswitching Technologies.
Gray-hair syndrome
When UIC engineers evaluated Lawrence Foods, the boiler received a clean bill of health. More often than not, boilers are suboptimal performers and candidates for parts replacement and controls update. As "the gray-haired syndrome" spreads, the cost of inefficient boilers will increase says Marc L. Hunter, principal global product marketing manager for Invensys' Foxboro A2 controls package.The syndrome Hunter refers to is the retirement of the technical engineers who tuned and tended large and mid-sized boilers throughout the 20th Century. "We don't know how to duplicate and retain their knowledge, so interest is gaining significantly in updated controls," says Hunter. The solution seldom is as simple as slapping in new controls, however.
"When I evaluate a firm's boiler system to determine ROI on new controls, the boiler engineer often says, ‘This unit not only is ripe for new controls, the instrumentation and valving also need to be replaced,'" Hunter says. "Controls are only as good as the devices they control." Paybacks are typically in the three- to six-month range, but if recertification of the boiler management system's safety component is required, half the manufacturers he consults with opt to live with costly inefficiency rather than take a boiler off line.
One food company that decided to bite the boiler bullet was Penford Food Ingredients Co., a modified potato starch processor. The upgrade to a dual-fuel biogas steam boiler was part of a comprehensive energy audit performed by Burns & McDonnell. Lighting upgrades, flash dryer heat recovery, VFDs and high-efficiency motors were also part of the $365,000 energy project.
CHP with a low-power gas turbine was considered, but low electricity rates in rural Richland, WA, argued against it, recalls Burns & McDonnell's Worthington. The new boiler runs primarily on methane generated from the facility's anaerobic digester, with "a simple but very explicit control sequence" switching over to natural gas when the methane feed drops, he says. "The design we came up with was a first of its kind."
A burner from Weishaupt GmbH was fabricated to handle the different fuels. There were safety concerns because of the low pressure of the methane gas, "and we didn't like the idea of installing a booster fan," says Larry Ferro, Penford's project engineer. The specialty burner eliminated the need. A return of up to 30 percent is expected on the project.
"Sustainable energy management is a key component in energy conservation," observes Worthington. "Non-US firms place a higher premium on conservation, but there will be an increased focus on green technology here, and reducing demand is the best way to satisfy an environmental focus." For organizations that need an extra nudge, legislative mandates to reduce consumption of energy, water and other resources are just around the corner.
New York has not yet adopted renewable portfolio standards (RPS) for energy, but RPS credits are expected to enhance the economics of Coolbrands' 1,260-sq.-ft. wastewater processing system. In the meantime, "Coolbrands is a real hero in the Adirondacks, simply because they're not trucking in as much #6 fuel oil now," says Cummings.
Projecting future costs for a commodity with energy's pricing volatility is a scary prospect. But utilities are going to have to add generating capacity and make other infrastructure investments, and the power plants they build will include scrubbers and other exhaust remedies. Those costs will be passed on to electric users. As market-based pricing and net present value is applied to energy projects, manufacturers will recognize the high cost of doing nothing and implement effective energy management strategies.
For more information:
Joel Nash, As 1 Technology, 952-996-0084, joelnash@as1tech.com
Patrick Worthington, Burns & McDonnell, 816-822-4281, pworthington@burnsmcd.com
Daniel Hagen, Ecovation Inc., 585-421-3509, dhagen@ecovation.com
Marc L. Hunter, Invensys, 630-357-1717, marc.hunter@ips.invensys.com
Richard Sperberg, Onsite Energy Corp., 760-931-2400, ext. 4140
Charley Rastle, Rockwell Automation, 303-517-8914, cmrastle@ra.rockwell.com
Steve Verrett, Softswitching Technologies, 608-662-7200, sverrett@sagshappen.com
Robert Miller, University of Illinois Chicago, 312-355-2019
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




