Plant Operations
Reducing Manufacturing Plant Downtime
Remote alarm notification software more critical than ever.

Moving from an automated plant to a smart factory is a leap forward but well worth the effort to enable a fully connected and flexible system—one that can use a constant stream of data from connected equipment and production systems to learn and adapt to new demands.1
Manufacturing plants are facing a convergence of extreme challenges: an aging workforce coupled with the transfer of knowledge, increased demands for higher quality products utilizing fewer resources and the pandemic. Navigating these issues is critical to maintaining ongoing operations and controlling costs. If something additional happens, such as unplanned equipment downtime, the results can be a logistical nightmare and financial disaster. But it’s certainly not all doom-and-gloom. Recent trends in IIoT, machine connectivity and monitoring solutions are playing a critical role in mitigating unexpected problems and staffing challenges.
Manufacturing Workforce
U.S. manufacturing is in the thick of an expected shortage of two million workers between 2015–2025, according to a report from Deloitte and the Manufacturing Institute.2 This has only been exacerbated by the pandemic. In the latest report by Deloitte and the Manufacturing Institute, as many as 2.1 million manufacturing jobs will be unfilled through 2030. The report warns the worker shortage will hurt revenue, production and could ultimately cost the US economy up to $1 trillion by 2030.3 The study’s dramatic findings come from online surveys of more than 800 U.S.-based manufacturing leaders, as well as interviews with executives across the industry and economic analyses.
A 2017 industry study sponsored by Advanced Technology Services found that the leading cause of unscheduled downtime within respondents’ facilities was aging equipment (42%), followed by operator error (19%) and lack of time needed to perform necessary maintenance (13%). Of all the core disciplines affected by the shortage of trained personnel, machine maintenance may be the most troublesome for manufacturing plants. Thirty-five percent of U.S. manufacturers are currently seeking maintenance technicians, and an even higher percentage are shifting at least some maintenance responsibilities to operating personnel—a potentially dangerous tactic at a time when equipment is becoming increasingly automated and complex.
According to the National Association of Manufacturers’ outlook survey4, attracting and retaining a quality workforce constitutes one of the top challenges facing the manufacturing industry. (Note: This study was conducted prior to the pandemic at which time the country was experiencing an extended economic expansion and record-low unemployment.) This industry faced a labor shortage exacerbated by the aging of the manufacturing workforce and gradual retirement of the baby boomer generation—as of 2017, nearly one-quarter of the sector’s workforce are age 55 or older. Additionally, 97% of respondents reported that they feared losing institutional knowledge when older workers depart. The study also examined the innovative approaches manufacturers can use to extend older workers’ productivity and help transfer institutional knowledge to the next generation.
Manufacturing jobs are becoming more complex, including the maintenance of the high-tech plant equipment. However, the answer to the labor shortage and transfer of knowledge may be rooted in additional technology.
Unplanned Downtime
Millions of dollars are invested each year in capital improvements to facilities and equipment to increase product safety, protect employees and reduce costs, which is important since equipment in a typical food processing plant, for example, may run 16 to 20 hours a day, every day—or even 24/7. Equipment failure is the most common cause for downtime. According to analyst firm Aberdeen Research, downtime costs manufacturing facilities an astounding $260,000 per hour.5 A Deloitte industry report cited recent studies that show unplanned downtime costs industrial manufacturers an estimated $50 billion annually. However, downtime can cost a company more than just money—it can be a logistical nightmare.
As the world continues to grapple with COVID-19 and supply chain issues, manufacturing plants are under more pressure than ever to maintain ongoing operations. However, given that maintenance worker shortages existed even before the pandemic, what can plants do to mitigate unplanned downtimes?
Sensors and SCADA
One strategy to help resolve this is for manufacturing plants to invest in technology for areas with worker shortages, such as sensors that monitor whether a machine is working properly instead of having someone possibly crawl under equipment to check out a problem.
Sensors pick up on performance aberrations that simply can’t be detected through manual spot checks and personnel monitoring. By detecting the underpinnings of potential issues in real time, sensors can alert maintenance teams of the need to investigate to prevent a machine failure before it happens.
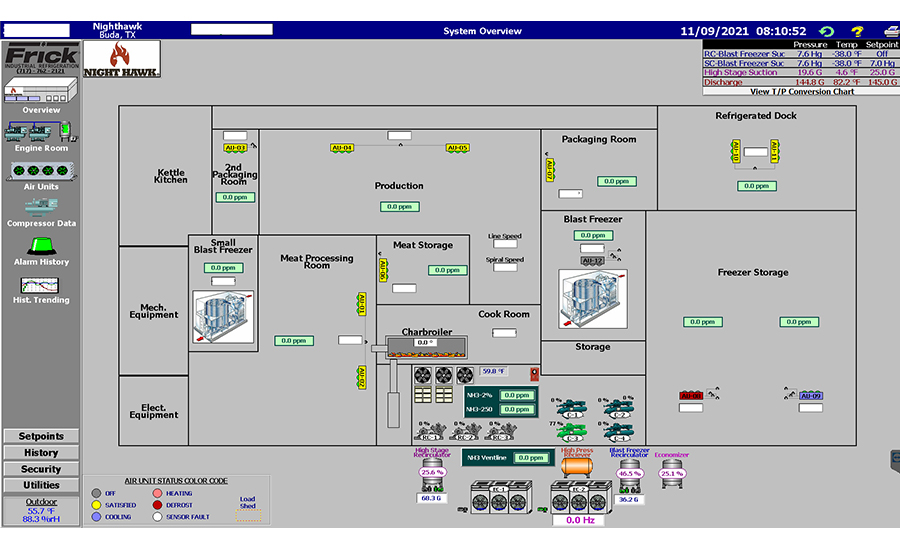 Maintenance and engineering teams can easily see the refrigeration equipment inflows and outflows status via remote view from the main office computers to closely watch temperatures, ammonium levels and other critical metrics. Image courtesy of WIN-911
Maintenance and engineering teams can easily see the refrigeration equipment inflows and outflows status via remote view from the main office computers to closely watch temperatures, ammonium levels and other critical metrics. Image courtesy of WIN-911
Supervisory Control and Data Acquisition (SCADA) is a system of hardware and software elements used to control processes both locally and remotely. They are crucial for organizations as they help maintain efficiency, process data for more well-informed decisions, and communicate system issues to help mitigate loss and downtime. SCADA systems perform:
- Data Acquisition and Communication
- Information and Data Presentation
- Monitoring and Control
These functions are performed by sensors, remote terminal units (RTUs), controllers and a communication network. The sensors collect the information, and RTUs send the information to the controller, which displays the status of the system. The operator can then give commands to the components of the system depending on the status.6
SCADA systems allow communication between the operator and the connected devices. Real-time systems have thousands of components and sensors, each gathers data and helps ensure that every part of a facility is running effectively. The real-time applications can also be controlled remotely. Access to real-time information allows entities to make data-driven decisions about how to improve processes. Without SCADA, it would be difficult to gather sufficient data for consistently well-informed decisions.7
Remote Monitoring
Another way to reduce unplanned downtime is with remote alarm notification software, which allows fewer people to monitor many more assets using devices that people already have, such as smartphones and tablets. Uninterrupted remote availability is essential to ensuring systems can be continuously monitored, even without staff onsite or with fewer people working at the facility.
Remote monitoring of critical plant systems has been extended beyond email, texts and phone calls to include apps that feature time-saving tools like real-time alarm acknowledgements, team chats to troubleshoot and resolve plant problems, and detailed reporting for preventing future incidents. Not only does this mean fewer emergency shutdowns, but also fewer resources spent on overtime and maintenance.
 Wonderware InTouch software integrated with WIN-911 remote alarm notification software continuously monitor alarms and provide important security updates on an entire refrigeration system. Image courtesy of WIN-911
Wonderware InTouch software integrated with WIN-911 remote alarm notification software continuously monitor alarms and provide important security updates on an entire refrigeration system. Image courtesy of WIN-911
A mobile alarm notification app is software that seamlessly integrates with the SCADA or HMI software of an industrial operation, allowing an employee to monitor, receive and acknowledge plant and machine alarms on their smartphones or tablet, freeing them up to work from home or any other remote location. Hardware and software are available that can constantly monitor equipment and, by applying machine learning to historical data, warn when a breakdown or other problem is imminent. Bolstered by wireless technology and IIoT, these customizable systems have the potential to bring predictive maintenance to a new level.
The benefits of utilizing a remote monitoring and notification software system via a mobile app include:
- Streamlines decision making. Push notifications let users quickly see what is wrong, send an acknowledgment and monitor alarm condition changes in real-time, right from smartphones.
- Promotes team problem solving. Chat helps the entire team converse, brainstorm and share solutions on the fly, from anywhere—whether in the plant, at home, or on the road.
- Work more efficiently. Team visibility shows who has seen an alarm as well as who has acknowledged it, reducing guesswork and redundant responses.
- Multiple communication channel support. Ensuring resiliency through voice notification and SMS messaging in the event of internet connectivity issues.
Through the installation of remote alarm notification software, manufacturers can move from reactive to a more controlled, prescriptive maintenance approach.
Remote Alarm Notification Software in Action
Night Hawk Frozen Foods
Austin, Texas
Greater Austin, Texas-based Night Hawk Frozen Foods (Night Hawk) began in 1932 as Night Hawk Steak House, a late-night diner chain. In 1964, however, it shifted its business and became a frozen food manufacturer selling to retail grocery stores throughout Texas. People who enjoyed the diner’s famous charbroiled steaks were able to purchase them frozen and ready to cook at home.
Like all food manufacturers, Night Hawk experienced a tremendous increase in demand during the pandemic. When COVID forced people to eat every meal at home and worry if the grocery store would close, the frozen food market thrived. According to “Power of Frozen in Retail,” a February 2021 report from the American Frozen Food Institute, the dollar value of frozen food sales jumped 21% last year and unit sales climbed 13.3%.8 The report also showed that in late 2020, 57% of consumers were still purchasing more frozen foods, 58% were purchasing different kinds of frozen foods, 57% were purchasing different brands than they did pre-pandemic.9
Growing to Meet Demand
During the pandemic, Texas families increased their frozen food consumption and freezer capacity. Night Hawk knew it needed to address this situation and quickly adapted to meet demand. The company implemented a full-scale manufacturing expansion, which included a new engine room with added compressors to support the increase in production.
 WIN-911 software monitors each stage in Night Hawk’s sophisticated refrigeration process. This includes the company’s state-of-the-art refrigeration system’s cooling towers, which remove excess heat and maintain precise temperatures. Image courtesy of WIN-911
WIN-911 software monitors each stage in Night Hawk’s sophisticated refrigeration process. This includes the company’s state-of-the-art refrigeration system’s cooling towers, which remove excess heat and maintain precise temperatures. Image courtesy of WIN-911
Frozen food manufacturing operations is a risky business with temperatures potentially shifting anywhere between 25°C and -30°C degrees. To stay on top of these temperature fluctuations, Night Hawk has a state-of-the art refrigeration system with a large cooler room that keeps products such as its signature steak sauce and fresh, ready-to-cook ingredients at precise temperatures. The freezer room is equally large with tall ceilings and the capacity to keep finished goods at optimal [frozen] temperatures until they are ready to be shipped.
Ensuring Efficiencies and Reducing Downtime
Ensuring safe and efficient operations is critical to Night Hawk’s business. To help reduce maintenance expenses and ensure minimal unplanned equipment downtime, the refrigeration maintenance crew uses Wonderware InTouch software to oversee and manage its control systems hardware. Integrated with this SCADA system is WIN-911 remote alarm notification software to continuously monitor the alarms and provide important security updates on the entire refrigeration system.
This configuration allows a maintenance technician or engineer to easily see the refrigeration equipment inflows and outflows status via remote view from the main office computers to closely watch temperatures, ammonium levels and other critical metrics.
When a monitored change occurs, an alarm notification immediately comes through and notifies the crew through email and SMS. Having this information available at a moment’s notice is key for Night Hawk’s operations. Subtle changes can have serious impacts on their inventory or crew safety if left unattended. The company’s refrigeration and maintenance crew are akin to first responders—reacting quickly and effectively to help keep the supply chain secure.
Having access to remote alarm notifications enables the company’s refrigeration crew to respond faster to maintenance requirements and keep the supply line set at optimal levels.
The longer it takes plant personnel to respond and repair equipment, the more damaging the interruption.
Remote Monitoring Assists Growth
Most recently, Night Hawk successfully increased overall production by 50% using its current control systems and advanced supply chain practices. WIN-911 software played an important role in empowering Night Hawk to effectively scale with consumer and operational demands and reduce any unplanned downtime.
The company has been expanding to meet the rise in demand for frozen products. WIN-911 has enhanced their operations and control systems to make the transition easier.
1 https://www2.deloitte.com/us/en/insights/focus/industry-4-0/smart-factory-connected-manufacturing.html (accessed August 25, 2021).
2 Rose Shilling, “Worker shortage has processors scrambling to hire and keep good employees,” FOOD ENGINEERING, May 22, 2019.
3 https://www.themanufacturinginstitute.org/2-1-million-manufacturing-jobs-could-go-unfilled-by-2030-11330/?stream=a-fame-graduate-finds-a-fresh-start&utm_source=link&utm_medium=social (accessed August 25, 2021).
4 https://www.nam.org/new-report-dives-into-retaining-the-aging-manufacturing-workforce-5579/?streat=workfoce (accessed August 25, 2021).
5 “The Actual Cost of Downtime in the Manufacturing Industry,” November 14, 2018, IIOT World.
6 https://www.jonescarter.com/how-vital-is-an-intelligent-scada-system/ (accessed October 19, 2021).
7 Ibid
8 https://www.foodprocessing.com/articles/2021/frozen-food-spike/ (accessed November 17, 2021).
9 Ibid
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





