Towers of power

While many industries use evaporators, none require the sanitary design, non-abusive handling and energy efficiency that food processors must realize to remain competitive in a low-margin business. An unplanned shutdown can leave a facility with vast amounts of unprocessed materials and nowhere to put them. Fortunately, the peripherals that keep evaporators calibrated have advanced significantly over the years, and more are coming.
Evaporators are among the most energy-intensive systems in a modern dairy or food plant, and escalating energy costs threaten the viability of inefficient systems. Regenerative systems such as mechanical vapor recompression (MVR) and thermal vapor recompression (TVR) have become almost standard in today's installations. "The vast majority of installed evaporators have mechanical vapor recompression," says Mike Halvorsen, senior sales engineer at GEA Evaporation Technology, Columbus, MD. "In the larger evaporators, the added cost is almost insignificant."
Dramatic improvement has been made since MVRs first appeared on the scene, Halvorsen says. "They were much more complicated, much more expensive in today's dollars, and less efficient than today's systems." Instead of the high-speed fans now used to recirculate steam, early units used compressors susceptible to imbalances that "could tear them apart," he says. Not only are contemporary MVRs "much simpler and user friendly," operating efficiency is in the 80 to 82 percent range, compared to 75 percent years ago.
Space, as well as energy efficiency, is the design priority of Acqua America, a new technology provider in the North American evaporator market. Mission, KS-based Acqua uses a twin-entry helical head at the head of its heat-exchange tubes to create a swirling motion in falling film evaporators. The increased contact time allows a reduction of up to 50 percent in stack height, according to Mike Everton, an Acqua principal. (See "Advanced evaporation economics," Food Engineering, September 2005.)

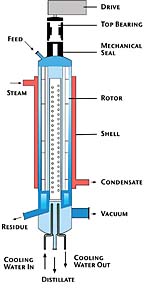
A strict maintenance regimen is even more important with thin-film evaporators, a technological cousin of the scraped surface heat exchanger. A leader in this area is Charlotte, NC-based LCI Corp., which fabricates the Turba-Film agitated thin-film evaporator. Temperature-sensitive products and foods prone to fouling benefit from thin-film evaporation, a costly process that food companies deploy when there is no alternative. Highly viscous materials also benefit from thin film: LCI units have handled polymers with viscosities up to 10 million centipoises (by comparison, peanut butter at 70?F is 250,000 centipoise).
LCI process engineers have leveraged controls technology to maintain steady state for critical feed, vacuum, heating and discharge, according to Vice President Eric Weisenhorn. They also make use of finite element analysis to model systems for optimal performance prior to fabrication. One benefit is tubes of the thinnest possible wall thickness for optimum heat transfer. That type of design capability played a role in the development of a discharge system that replaced a batch system for moving viscous product from a vacuum to atmosphere with a continuous discharge. Major dairies have seized on this advance.
Major dairies that switch between production of evaporated milk, milk powder and cheese-based products, depending on market pricing, are able to more than triple solids concentration of milk with membrane technology to about 35 percent solids. They then use thin-film's vacuum environment and rotor to continuously discharge the concentrated milk at 65 percent solids, resulting in ersatz cheese that can be automatically packaged for maximum efficiency. Without continuous discharge, the process would bog down because of batch interruptions, Weisenhorn points out.
LCI also is deploying "short-path evaporation" for extremely heat-sensitive edible oils, such as fish oil, cashew oil and soybean oil. While a conventional thin-film unit can reach a pressure of 5 torr-the equivalent of 0.006 atmosphere-short path flirts with absolute vacuum, operating at 1 torr. That's ideal for purifying oils with high boiling temperatures, but evacuating volatiles would be impossible without close proximity to the condensing coil-hence, short-path evaporation.
Absolute vacuum isn't necessary to remove water from delicate foods. MCD Technologies Inc.'s Richard Magoon developed a method that operates at atmospheric pressure and relies on polyester film such as Mylar. The film serves as both a conveyor belt and a heat-transfer medium. Water at 209?F heats the underside of the infrared-transparent belt, conducting heat at 140?F to the product. The result is non-destructive evaporation or drying with minimal impact on color, flavor, aroma and nutrients.
Magoon calls his process refractance window. Evaporators and dryers are fabricated in his Tacoma, WA, shop. At last count, 26 systems were operating worldwide, with Australia particularly fertile ground for the technology. North American manufacturers have been slow to adopt it, however. Canadian Inovatech in Abbotsford, BC, used a unit to dry eggs, but it was removed when Michael Foods Inc. acquired the firm in 2002.
Juming Tang, professor of food engineering at Washington State University, has conducted several studies funded by MCD and the Washington Technology Center. One involving raspberry juice, blueberry juice and puree concluded the technology could achieve a heat transfer coefficient of 99 percent. The energy efficiency is great, but "product quality is probably the technology's most important advantage," says Tang.
Cold separation
Product quality concerns also are piquing interest in low-temperature separators, particularly in dairy applications where denaturization of milk proteins is an issue. Fonterra Cooperative Group in New Zealand has helped drive the switch to separation of cream at cold temperatures instead of warm. Fonterra virtually owns the global export market for dried milk powder, and product specs from customers prompted Fonterra engineers to switch to minimal-thermal processes wherever possible. Cold-temperature skimming is one opportunity they seized upon, and the separation technology is spreading to other dairy applications.
The design of a cold-milk separator differs from a conventional unit in the amount of space in the center of the centrifuge and in the way the cream is ejected. "We need to account for the additional space in the center of the bowl in a much more distinct way," Huellmann explains. Fluid feeds in from the bottom of the bowl, and the cream is discharged from the top. Westfalia also incorporates a belt drive instead of gears in its new line of ProCool separators, lowering energy consumption and maintenance costs.
Westfalia has built modified bowls for the better part of half a century, but the scale of the designs has changed dramatically in recent years. Five years ago, the biggest unit handled 50,000 lbs. of product per hour; now the firm is commissioning systems that output 110,000 lbs. per hour, "and we're working on bigger ones," he says.
A cold-milk separator is larger than an equivalent conventional system. On the other hand, production costs are somewhat lower because energy input into the raw material is reduced. A more significant advantage is the reduced microbial risk with cold product. Fewer shutdowns for sanitary cycles are needed. Run times of 16 to 18 hours are not uncommon, says Huellmann.

The basic design of separators and evaporators hasn't changed significantly in many decades, and the essence of the technology is well understood. But efficiencies, ease of operation and applications continue to expand, and incremental gains likely will continue for decades to come.
For more information:
Mike Everton, Acqua America LLC,
913-499-4800,
michael_everton@acquagroup.com
Mike Halvorsen, GEA Evaporation Technology,
410-997-6695
Eric Weisenhorn, LCI Corp.,
704-398-7894,
eweisenh@lcicorp.com
Richard E. Magoon, MCD Technologies Inc.,
253-476-0968,
mcdtech@earthlink.net
Markus Huellmann, Westfalia Separator Food Tec GmbH,
011-49 25 22 77-2134,
heullmann.markus@gea-westfalia.de
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




