Future-proof Facilities with Incremental Automation Upgrades
While a brand-new greenfield plant may not be realistic, incremental automation upgrades based on existing resources and future needs can provide cost-effective solutions without obsoleting existing processes and equipment.

The Concept Systems’ designed-for-safety evriiRobot, is a modular robotic solution for packaging, end-of-line palletizing, and other demanding applications. The robot features a generated design according to specific use needs. Image courtesy of Concept Systems Inc.
Many small and medium-sized food processors are looking to find areas in their process where it makes sense to automate. This is probably not a task most manufacturers can accomplish alone without the help of system integrators and automation suppliers. Processors already have too much on their plates just getting quality and food-safe product out the door. In this article, we offer some basic steps in planning and executing automation upgrades in an existing facility.
Getting Started—Your Present and Your Future
A key production/packaging line you run seems like it could be more efficient. Sometimes it seems more down than up, and it’s just too people-intensive. You know it pales in throughput when compared to the new line running the same product in the greenfield plant you built half-way across the country, but unfortunately, due to its age, there’s very little concrete data to pinpoint problems. What to do? Scrap it? Start over?
Before starting an automation process upgrade, understanding the parameters for success is necessary, says Evan Gonnerman, portfolio manager at Concept Systems Inc., a Control System Integrators Association (CSIA) certified member. These parameters may include the variety of products a machine must run, the maximum and minimum weights, expected throughput rates, among others. A strong definition upfront of these constraints will dictate automation upgrade complexity and associated cost. Furthermore, maintaining these structures throughout acquisition and commissioning of an automation upgrade will minimize scope creep and associated budget overruns.

“Much like going to a doctor and/or specialists for diagnosis and treatment, we also engage with our clients regarding to help them assess systems and processes before making recommendations on what to remediate—and why,” says Laurie Cavanaugh, VP of Business Development at E Tech Group, a CSIA member. “Using a series of non-disruptive, on-premise technology platforms we are able to collect the current state of all of the operational technology (OT) assets including, but not limited to, network switches, servers, PCs, panel computers, wireless access points, PLCs, drives, HMIs, sensors, cameras, photo eyes, etc.”
E Tech compiles and then analyzes this data against a combination of product lifecycle information and industry best practices for architectures at all levels in process automation, and offers risk analysis based on the client’s identified goals. Is cybersecurity protection the highest priority? Maybe obsolescence remediation on key lines is more important? It could also be that connecting everything to a network for enhanced analytics is critical to improvements and ROI. Perhaps it is all of the above and the great news is that the data collected—and contextualized—will offer insights and direction no matter the benefits or the constraints.
Having production line data serves another purpose. Drawing on data from production lines across the globe, it’s possible to benchmark performance against industry standards, says Chris Spray, operational success director, LineView Solutions. “This process is invaluable as it helps to quantify the potential impact of various upgrades, using real-data ROI calculations to ensure that investments are made wisely.”
However, having access to data is just part of the equation. It’s important to assess an organization’s current capacity to leverage data for optimization. This means looking at the quality of the information available, the existing workflows, and whether the team is ready and able to implement changes, adds Spray.
With this data, E Tech develops a roadmap for its clients. While a process may appear linear, it isn’t in reality, “It actually loops back around because there will always initiatives, directives, and opportunities for change. Industry 4.0 is a journey, not a destination,” says Cavanaugh.

Having an accurate account of the facility’s current process and control infrastructure is important, as is having a reasonable understanding of the problem trying to be remediated or the business goal trying to be achieved, says Derek Hawkins, director of automation, Gray Solutions. “If a food processor is unsure, we lean into our expertise and guide them through the process of establishing an upgrade plan that satisfies the end goal. From a budget standpoint, a critical best practice would be developing the ‘must have’ requirements of an upgraded system and staying strict within that. A ‘nice to have’ list can accompany the requirements which would aid in providing options and weighing pros/cons when evaluating the scope and aligning on a final budget.”
Regarding budgets, the key to implementing automation solutions is finding a solution that supports your organization’s business objectives, says Caroline McDonald, product manager, edge solutions at Plex. Cloud-based platforms are an ideal solution as they allow organizations to scale quickly. Cloud-based systems provide control and visibility across manufacturing operations and easily integrate with additional platforms. These systems also provide a quick return on investment as they deploy rapidly and are versionless, meaning they eliminate the need for costly upgrades.
However, before making any purchases, research the payment structure for solutions, adds McDonald. Some vendors may charge per work center or per machine, while others may charge solely for enterprise, meaning additional costs are not incurred for adding the solution across the organization.
Another important point is adhering to standards—especially regarding older equipment, and we’ll look at this in more detail. “Ensuring components meet common standards in the first place ensures that future upgrades will require minimal or zero effort to implement,” says Steve Bain, Festo industry segment manager - food and beverage. A good example is requiring all pneumatic cylinders to meet ISO dimensions.
Considerations in Equipment Monitoring Solutions
Increasing sustainability and reliability in tandem requires having the right solutions in place. Teams will need to ensure they have the right systems monitoring the right machinery and equipment. Modern solutions designed to eliminate data silos can accommodate all the many different types of sensors and solutions (both new and legacy) that a facility will have, empowering the reliability team to tailor a solution to its own specific needs.

One of the easiest ways to silo data accidentally, especially in some of the largest food and beverage facilities, is to trap data in systems with poor communication capabilities or in areas that are out of range of wireless gateways. As teams add new equipment, they must ensure they continuously have accurate, reliable measurement of relevant fault conditions. As that data is collected, teams need to ensure they have an analytics and interpretation solution in place that can collect and contextualize the data to turn it into actionable information. This means selecting solutions that integrate seamlessly with existing SCADA, PLC, or other control and data management systems.
Teams also need to consider the lifecycle of their equipment. The best solutions will deliver fast return on investment through reduced downtime, lower maintenance costs and improved equipment reliability and longevity. Those same systems should also be able to scale so they don’t need to be ripped out and replaced every time the organization needs to accommodate expansion. Modular, flexible systems will adapt to evolving needs without requiring a complete overhaul of the system.
Support across the lifecycle of solutions is also an important consideration. Teams should seek out solutions with access to a comprehensive digital experience to help them manage support, subscriptions and licenses for easy management. It also pays significant dividends in reduced cost and time when teams select systems that offer easy calibration and remote monitoring capabilities.
— Drew Mackley, Director of Sales Enablement, Emerson’s Reliability Solutions Business
Standardization: Protocols and Specifications are Important—but Shouldn’t Limit Solutions
No one would argue that standardization is important when specifying machine parts and network protocols, but Concept Systems' Gonnerman makes a key point. “Standardization in automation needs to come from a solution perspective rather than an individual technology perspective. To enable long-term maintenance and troubleshooting standardizing on core technology (PLC brand, robot brand, etc.) may be beneficial, however if the solution does not reflect a standardized approach, the result may be drastically disparate automation upgrades that only align at the base technology level.”
“Being ‘Digital Led’ is a term we hear our clients using who prefer to think about data and information mining and contextualizing and less about the source,” adds Cavanaugh. “Due to a proliferation in the communication protocols and concepts such as data lakes, the focus is physical connectivity and cybersecurity as we connect and collect data for analysis, dashboarding and the up-and-coming AI within operational decision making.”
When possible, staying with a common hardware vendor has advantages as it will allow for native concepts and functions to be utilized while also achieving vendor-specific performance expectations, says Derek Hawkins, director of automation, Gray Solutions. “This isn’t always an option however as certain OEM systems may come with an alternate system which may or may not be able to be optioned out. When these situations are present, Gray Solutions engages and coordinates with the specific OEMs to create data mapping and communication strategies to seamlessly integrate into a master control system.”
Standardizing on a single vendor platform is ideal, but not necessarily a reality, says E Tech’s Cavanaugh. OEM equipment coming from overseas, the COVID supply chain issues, and the final holdouts on “black box” solutions such as automated storage retrieval systems (ASRS) and material handling systems mean that there will likely be a mix of vendor hardware in place for the foreseeable future.
The reality is that many production facilities already include a diverse array of third-party equipment, each potentially equipped with its own control systems, says LineView’s Spray. “While there are clear benefits to standardization, such as streamlined operations and easier troubleshooting, it’s essential to consider the feasibility and cost-effectiveness of migrating all systems to a single vendor.”
However, thanks to advancements in IoT and standardized communication protocols like EtherNet/IP or PROFINET, it’s possible to achieve effective communication and integration across different platforms, adds Spray. “This approach allows for leveraging the best aspects of each system while maintaining the diversity of equipment. Adopting a technology-agnostic approach maximizes the utility of existing assets and ensures flexibility in future upgrades and expansions.”

You may opt to standardize on a particular automation brand, but that’s not the key issue today. “We recommend standardizing on a solution stack,” says E Tech’s Derrick Colyer, senior business development manager. “As a competent large SI, we are proficient in many OT automation technologies so we are agnostic to that choice for the customer.”
In addition to standardizing on a brand or a technology, it’s equally important to standardize how those technologies are implemented, says Colyer. “PackML is a great standard, governed by the OMAC board for packaging equipment. Similarly, S88 standards are wonderful for batching applications. There are many other programming standards for controls that could be applicable to your situation.”
Speaking of standards, Plex’s hardware and software capabilities include all of the elements within the ISA 95 (IEC 62264) suite of standards. This includes a broad landscape, from sensors up to ERP systems. However, the Plex portfolio also allows integration with other vendors as needed, says McDonald.
Modularity and Scalability Promote Flexibility and Standardization
“Modularity allows for systems to be designed for easy expansion or modification with minimal disruption,” says LineView’s Spray. “This adaptability not only ensures that production can continue smoothly but also facilitates future-proofing your investment by avoiding lock-in to obsolete systems.”
Modular design architecture is at the core for flexibility and future proofing a production process, says Concept Systems' Gonnerman. Designing for modularity does not happen by chance and must be explicitly planned for in early design stages. Modularity has a few technical pillars: defined functional capability, interface design specifications between modules and mechanical/control architecture that allows for addition and subtraction of core modules.
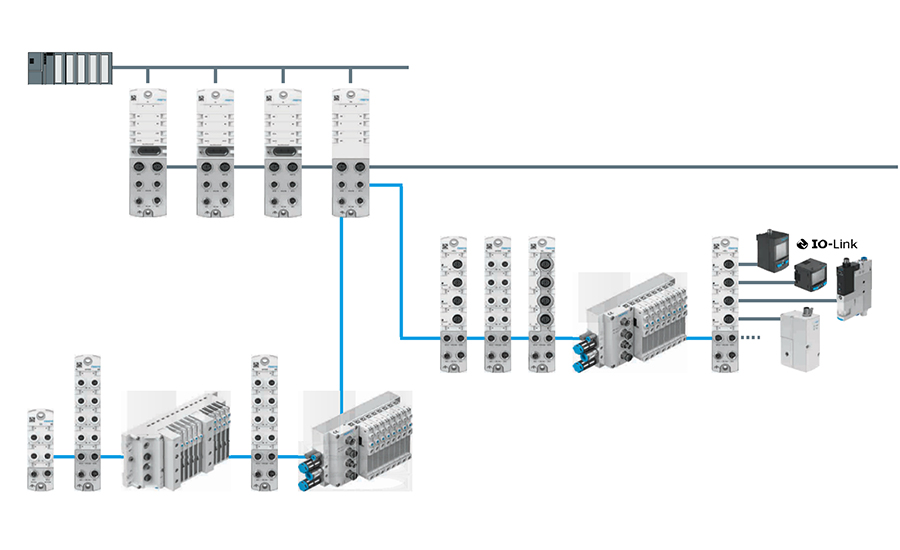
Technical considerations for modularity involve several key aspects that need to be addressed during the design, construction and implementation of modular a system, says John Vosper, Festo automation technical engineer – controls, food and packaging. It is important to define clear boundaries for each module, specifying its inputs, outputs and interfaces. This ensures that modules are self-contained and can be easily understood, managed and maintained. The use of standardized interfaces and protocols for communication between modules, Codesys and EtherCAT, for example, promotes interoperability, vendor neutrality and allows modules to be easily replaced or upgraded without disrupting the entire system.
Implementing versioning and compatibility mechanisms to handle changes and updates to modules ensures that newer versions of modules can be seamlessly integrated with existing systems without affecting compatibility, adds Vosper. Importantly, the machine builder should document each module thoroughly, including its functionality, interfaces, dependencies and usage instructions. This helps end users understand how to use and interact with each module effectively.
Examples of systems with built-in modularity, according to Gonnerman, are Concept Systems' robotic platform, evriiRobot—where modularity allows for scalability for a variety of processes—and Rockwell Automation’s PlantPAx, which offers an ecosystem of modular structures designed for efficiently growing production processes.
A key benefit in modularity and scalability is the ability for ERP and MES software to integrate easily across the enterprise. “To capitalize on this, organizations should seek out flexible solutions that allow various configurations,” says McDonald. “For example, Plex allows organizations to maintain their corporate ERP while integrating Plex’s MES. This allows organizations to scale solutions across the enterprise based on needs, with minimal additional costs.”
When it comes to maintenance and machine monitoring, reliability teams will have more success building for modularity when they select systems that are compatible and can be seamlessly integrated with the monitoring and maintenance systems facilities already in place, says Drew Mackley, director of sales enablement for Emerson’s Reliability Solutions business. “Today’s best automation solutions providers are building in this capacity by creating standard interfaces for integration, such as Modbus and OPC UA.”
Teams should also prioritize systems designed specifically with modularity in mind, adds Mackley. Best-in-class systems use modular components that can be easily replaced or upgraded without impacting the entire system. Wireless sensors, edge analytics devices and online prediction and protection systems can all be serviced and/or swapped out without impacting the overall automation system.
This same modularity of design also applies to software. As a plant or business area grows, so too will its needs for IT management, updates, patches and upgrades. With modern availability of cloud software-as-a-service solutions, companies can more easily select architectures that are instantly scalable without increasing technology footprint or overhead for local maintenance teams.
Circling Back to the Beginning
If you are feeling ready to make some changes, expect to hear these two questions from any system integrator or engineering house, says E Tech’s Cavanaugh.
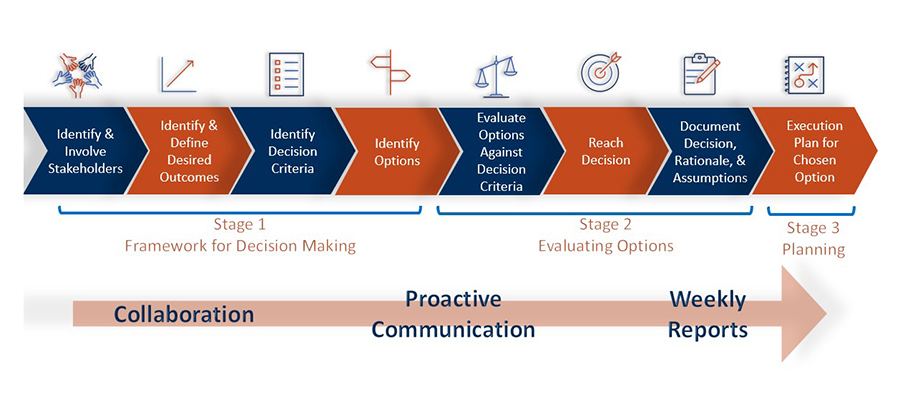
- What is the end you have in mind?
- What is your definition of success at the end of the project?
“In the process of collecting this information—ideally in a group setting—we all learn one another’s idea of a ‘win’ and their thoughts (and concerns) on the path to get there,” says Cavanaugh. “From here we come to a team agreement on the priority and weight of the critical success factors in the project which then informs everything from design, equipment selections, testing and installation, and post-install support.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






