Manufacturing News
Minimizing worker safety risks
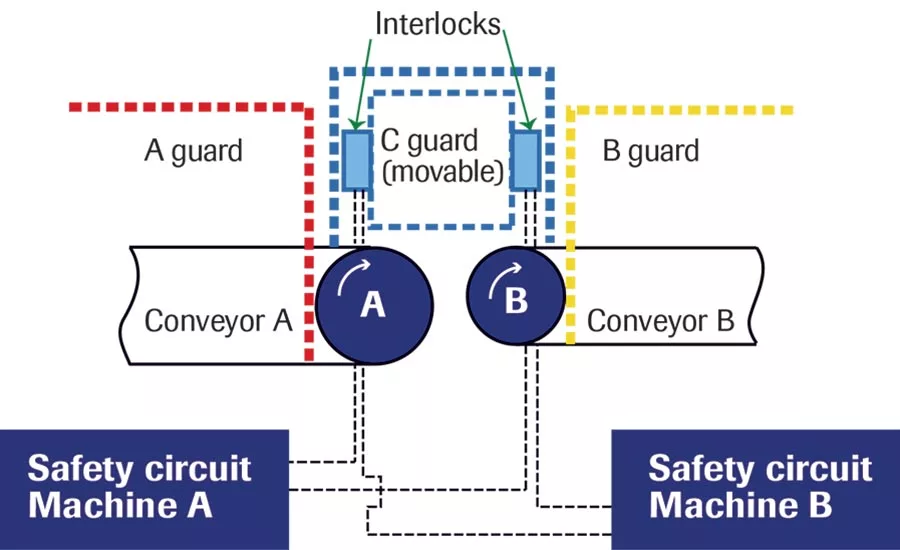
When boundaries of machines meet, e.g., conveyors with different speeds and pulley diameters, engineers or system integrators need to design and install safeguarding devices as this drawing from ANSI B155-2016 shows. Source: OpX Leadership Network.
The OpX Leadership Network has been busy developing new solutions groups, according to Managing Director Steve Schlegel, who provided an update at the recent PACK EXPO East 2017 Innovation Stage sessions in Philadelphia. In the works are solutions groups for CIP as it relates to non-dairy applications—cybersecurity, secured vendor access, requests for proposals and worker safety.
Right now, the focus is on the Worker Safety Solutions Group, which was initiated in early 2016. The mission of the group is to assist CPGs, machine builder OEMs and other automation suppliers in implementing best practices to mitigate conditional (equipment, materials and environment) and behavioral (thinking, acting, choosing and deciding) risks related to worker safety. The deliverables are expected to be circulated for peer review in the third quarter, if not a little sooner, according to Schlegel.
With the high incidence of injuries and deaths reported in the food and beverage industry, Schlegel says it’s time to get serious about worker safety, and the Worker Safety Solutions Group has 25 CPG companies and machine suppliers that are assisting OpX safety experts, sharing their ideas and coming together to provide manufacturers with the tools to mitigate conditional and behavioral risks in the drive to zero incidents. Some of the methods used in creating the deliverables for worker safety are based on tools from OpX’s Workforce Development Solutions Group, for example, the Readiness for Workforce Engagement survey from the Workforce Engagement model, says Schlegel.
So, how does a processor get started with assessing safety risks? The first step a manufacturer has to take is to create a baseline—to know where it is today with safety issues. And it’s not uncommon for a manufacturer with several plants to have some rated world-class in safety and others at the opposite end of the spectrum. The next thing, says Schlegel, is to have the manufacturer’s personnel respond to the Worker Safety Readiness Survey, which is a key tool under development by the solutions group. This survey is largely based on that of the Workforce Engagement model—only fine-tuned for safety. Most important, however, worker safety demands the same level of commitment and buy-in to a culture of safety from top to bottom in the organization, as in the workforce engagement model, says Schlegel.
Risk assessments an absolute must
When processors purchase machines, in many cases, they fail to do a risk assessment for them —or even a complete line, says John Uber, product marketing manager, METTLER-TOLEDO Hi-Speed. Uber is a member of the Solutions Group, and is providing machine safety considerations, to the group for its educational materials. Compounding the issue of not doing risk assessments at all, many processors don’t even ask their OEMs for machine risk assessments.
But there is a real benefit for machine builders who automatically provide this information to users.
“We’re trying to work towards a better case where machine builders provide a risk assessment with their equipment,” says Uber. “And the reason is that it protects the machine builder [from liability]. If there’s an injury, it actually puts the machine builder in a better position for defense. From a practical standpoint, it helps the user[s] by telling what information they need to know to start their risk assessment once the machine is installed.”
There are two levels of risk assessment: design based and hazards based, says Uber. These are both accomplished with the OEM’s knowledge of a machine and the hazards, harms and risk related to that machine, plus all the mitigation taken to minimize risk—and all the results should be recorded. Uber says manufacturers should do three things. First, ask OEMs for the assessment results. Second, when the machine is installed, do a task-based risk assessment using the OEM’s hazard-based risk assessment as a starting point. Third, work with a qualified integrator if the machine is to be integrated into a line.
“Those boundaries between machines are the ones with the greatest risk—because the individual machine builder doesn’t necessarily know what’s going to happen at that boundary,” says Uber.
ANSI B155-2016 details the risk produced through integration and transfers. Simplest case: Two pulleys between two conveyors, which could be running at different speeds or directions—or have different drags—create pinch points, making injuries a very real possibility, but the boundary condition may not always be considered in the overall system risk assessment.
For more information, visit www.opxleadershipnetwork.org or contact Steve Schlegel, sschlegel@ opxleadershipnetwork.org.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






.gif")