Dry Processing Technology
Once Again Nut Butter modernizes plant operations
New facility offers greater efficiency, productivity.
Coperion K-Tron Series 2400 vacuum sequencing receivers convey peanuts to roasters below. Source: Coperion K-Tron.

A Coperion K-Tron 2400 vacuum sequencing receiver with an inline filter conveys roasted peanuts to the blancher. Source: Coperion K-Tron.

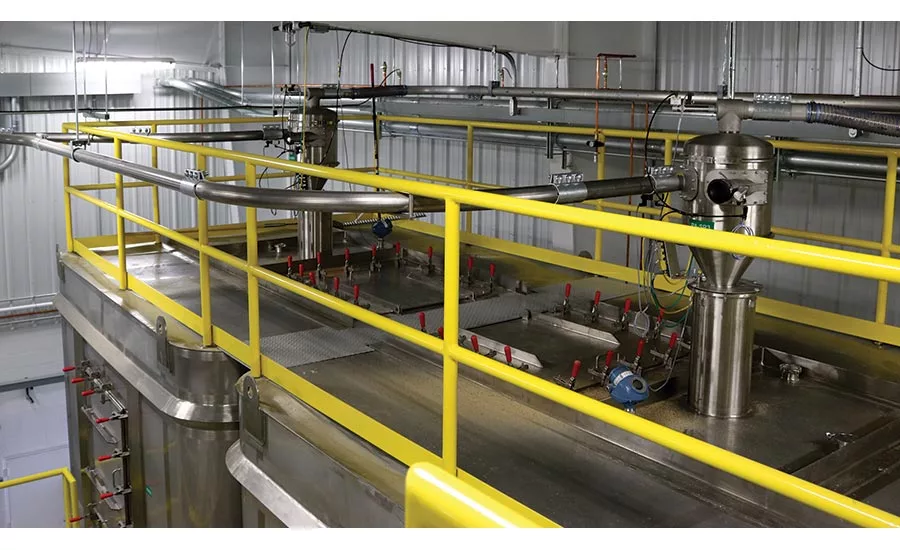
Coperion K-Tron Smart Weigh Belt Feeder metering peanuts into screw conveyor and LIW Twin Screw Feeders dosing ingredients into nut mixture. Source: Coperion K-Tron

Peanut mixture with the addition of the dry ingredients is sent to the peanut butter milling line for production of the peanut butter via a 2400 Coperion K-Tron Vacuum Sequencing Receiver coupled with a gate valve for material shut off above the milling machine. Source: Coperion K-Tron

Coperion K-Tron pneumatic conveying blower packages housed in an isolated room helps with cleanability as well as maintenance. Source: Coperion K-Tron
Once Again Nut Butter (OANB), located in Nunda, NY, has a history of product innovation and dedication to its customers.
What began in 1976 as an 800-sq.-ft. basement operation has now grown to two full facilities, including a modern, state-of-the-art peanut butter production plant. Additional products manufactured in the original 27,000-sq.-ft. facility include almond butter, sunflower butter, tahini and cashew butter.
With a growing customer base and a company initiative that “every customer matters,” employee-owned OANB is committed to modernizing its peanut butter operation and completely isolating the processes to avoid any allergen contamination. Based upon previous positive process experiences with the systems group at Coperion K-Tron, the two teamed up together again to work on the design of the new, state-of-the-art 45,000-sq.-ft. facility. Groundbreaking started in 2015 and in less than one year later the crunchy and smooth peanut butter production lines were up and running.
The complete material handling system provided by Coperion K-Tron includes several pneumatic transfer lines for various stages of the peanut butter process. First, raw peanuts are vacuum conveyed direct to a peanut roaster. After the peanuts are roasted, a second line transfers them under vacuum to the blancher. Once the peanuts are blanched, they are then vacuum conveyed to yet another line. There, they are metered via a Coperion K-Tron weigh belt feeder to a screw conveyor, and both sugar and salt are added to the nuts via Coperion K-Tron loss-in-weight feeders.
Upon addition of the dry ingredients, the entire mixture is then pneumatically conveyed to the peanut butter milling line for production of the peanut butter. An additional Coperion K-Tron diverter valve in the blanched line provides the option of sending blanched peanuts to a separate chopper, where the smaller peanut pieces for crunchy peanut butter can be made.
Each of the conveying lines utilizes vacuum sequencing as the mode of transport, with stainless steel vacuum receivers. The vacuum transport systems ensure minimal dust creation from the peanut transfer.
Dilute phase vacuum sequencing for minimal dusting
Each pneumatic system utilizes receivers that operate under a dilute phase vacuum transfer principle. The pneumatic system utilizes negative pressure to suck the material required into a separately mounted and supported vacuum receiver.
There are two types of vacuum sequencing receivers utilized within the OANB facility. For general keep-full applications, the receiver is fitted with a gravity gate discharge valve. The receiver sequences draw cycles of material as long as the inductive proximity switch on the gravity discharge gate is in the almost closed position, or a signal from a secondary level indicator in the hopper is detected, ensuring the hopper below the receiver is kept full.
The second type of vacuum sequencing receivers are designed for loss-in-weight feeder refill applications. These receivers are fitted with a level sensor in the housing and require a slide or butterfly valve. The receiver draws material until it is full and waits for a signal from the feeder below to open the discharge valve and dispense the material. This cycle is then repeated.
After the material is dumped, the discharge valve is shut, and the receiver vacuum cycle immediately begins. The use of pneumatic receivers allows for an uninterrupted source of fill from bulk bags, drums, IBCs or supersacks. The Coperion K-Tron Series 2400 line of receivers provide high-capacity vacuum sequencing systems for powder, pellet, regrind and granular materials.
“Vacuum transfer was definitely the way to go for product safety and allergen containment rather than traditional mechanical methods, such as auger screws or bucket elevators,” says Peter Millen, process engineer at OANB. “Cleaning the system is also a lot easier.”
Millen says that the pneumatic system is more flexible when it comes to overall design, with added versatility for expansion. With OANB’s growing customer base, as well as its dedicated philosophy to maintaining allergen isolation and overall cleanability, each of these features was important in choosing the pneumatic system.
The peanut butter facility was designed with the utmost in cleanability and optimization of the overall material handling process. In addition to choosing a pneumatic vacuum system, further consideration was made to optimize the overall process area cleanability. For example, all of the pneumatic blowers for the conveying lines are housed in an isolated room, completely separated from the process area outside. With an additional blower housed in this area, the overall design helps with cleanability, as well as maintenance in case one of the blowers from the existing line malfunctions. In addition, the entire operation can be controlled from a central control system, complete with an HMI for monitoring a variety of process parameters. This has not only optimized the overall control, it has also minimized the number of operators required for the complete process.
Loss-in-weight feeders
The peanut butter system also uses loss-in-weight feeders to accurately meter in the peanuts, salt and sugar to the peanut butter mill below. The gravimetric feeders utilize load cells with patented SFT technology to constantly measure the weight of product delivered to the process. Loss-in-weight feeding affords broad material handling capability and thus excels in feeding a wide range of materials from low to high rates. In operation, the feeder, hopper and material are continuously weighed, and the feeder’s discharge rate (which is the rate at which the feeding system is losing weight) is precisely controlled to match the desired feed rate. With this technology, a constant mass flow is ensured, also ensuring for consistent product output from the extruder.
“Switching to high-accuracy loss-in-weight Coperion K-Tron feeders made a big difference in maintaining product quality over the previous volumetric auger feeders [we] used,” says Bob Gelser, OANB general manager and president. “It also helped control overall ingredient costs.”
Once Again Nut Butter has a history of creating quality product for its valued customer base. Its continued emphasis on food safety and partnership with Coperion K-Tron has resulted in the construction and operation of a state-of-the-art facility, with optimal material handling, dry ingredients addition and process automation.
For more information:
Coperion K-Tron, 856-589-0500,
info@coperion.com, www.coperion.com/food.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





