Automation Series
New tools offer options for preventive maintenance
Today’s computerized maintenance management systems and enterprise asset management systems take the drudgery out of keeping track of service records, replacement parts and breakdowns.
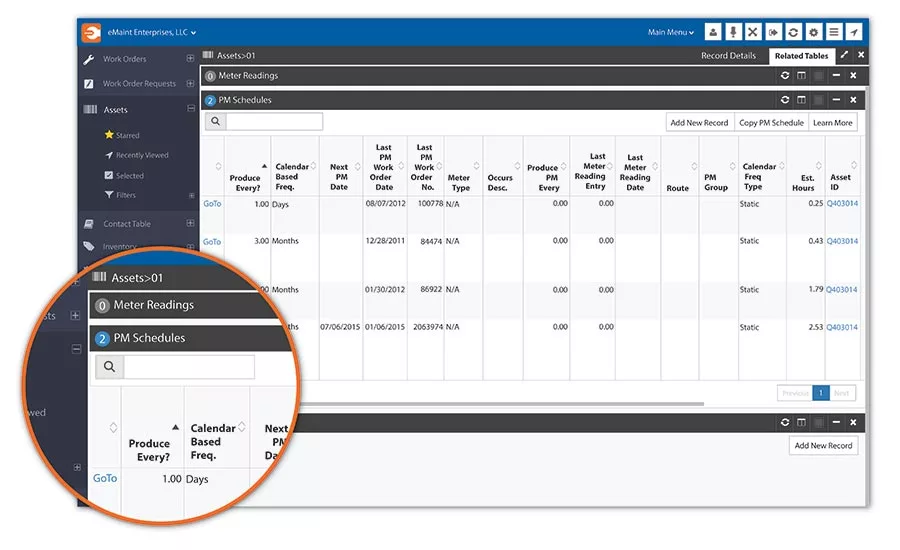
Creating the task is only the first step in an effective PM program. With eMaint Planned Maintenance Schedules, users associate tasks with a PM schedule, which enables the automatic generation of PM tasks based on time or usage.
Photo courtesy of eMaint, A Fluke Company

As technology evolves, PM maintenance strategies serve as a basis for advanced strategies and evolve, beginning (step one) with following the manufacturer’s recommendations, best practices, staff’s knowledge and experience with assets. PM evolves in step two to base the timing of maintenance activities on operations data from SCADA and MES. In step three, deeper analysis of data provides more predictive approaches to maintenance. In step four, machine learning from big data can identify trends that humans may not have considered and call for a specific action before a problem may happen (prescriptive maintenance).
Image courtesy of Aptean

Honeywell Intelligrated experts can remotely monitor the status of installed systems.
Photo courtesy of Honeywell Intelligrated

A technician measures the vibration level of an active bearing using Fluke’s 805 vibration meter, which then uses Fluke Connect technology to relay that data to a smartphone. The smartphone can then send that data to an entire maintenance crew for logging and possible action.
Photo courtesy of Fluke
Scheduled maintenance, like an oil/filter change every 7,500 miles or six months (whichever comes first), is what preventive maintenance (PM) is all about.
Most machine builders supply PM schedules for the equipment they build. But managing a large number of machines—all with their own PM cycles—is no picnic. Fortunately, PM has become a lot easier to manage, thanks to modern computerized maintenance management systems (CMMS) and enterprise asset management (EAM) systems. These systems automate PM tasks, tracking inventory, time spent on repairs, common and repeated breakdowns, maintenance labor and costs, and parts costs—and can even predict and prioritize repairs based on previous data collected. These systems can also automatically order replacement parts and dispatch crews and technicians via emails, text messages or phone calls. And this software can work with or without sensor input from equipment.
But if you have sensors, then go ahead and use them. All of this raises the question: Why not move to a predictive maintenance (PdM) system?
With today’s advances in sensor and computer technology, maintenance systems are evolving from PM to PdM. For example, some automobiles will inform you when to change the oil based on the oil’s chemistry as it changes over time—as opposed to a PM or calendar- or mileage-based system. While we devoted an entire article to PdM last year, this article looks at PM and its evolution toward PdM systems.
Despite all the advances in maintenance technology, almost half (49 percent) of food processors interviewed in FE’s research study, “2018 Replacement Parts and Components Trends Study,” said they regularly schedule visual inspections to determine wear and the need to replace parts and components. Only 6 percent use PdM tools, and 5 percent use automated measuring and monitoring of parts and components. However, nearly three out of 10 (29 percent) of maintenance personnel said their company’s maintenance strategy is to wait until it breaks.
How costly is “wait until it breaks,” AKA reactive maintenance?
Mark Bertoncino, Bühler Aeroglide’s director of customer services, manages field service resources, parts and refurbishments, as well as the customer service engineering fulfillment team. In his capacity, he has seen the results of putting off maintenance and waiting for a more convenient time. “We had a customer where an abnormally large mass of product reached the dryer and immediately ruptured a conveyor that should have been replaced at least six weeks prior.”
The conveyor drive twisted and significantly damaged the infeed section of the dryer. Further, the customer did not have any onsite spares, and expedited delivery would be six weeks for a new one. “We were able to help locate a matching spare conveyor at another site and get it installed inside of two weeks,” adds Bertoncino.
After that experience, has the processor learned a lesson? “The customer now has a robust spare parts inventory, and we perform regular mechanical audits,” says Bertoncino. “They are considering adding our digital services to help monitor, report and record their maintenance activities.”
Not catching an imminent failure often creates more problems. Paul Lachance, Dude Solutions senior manufacturing advisor, recounts the experiences of a food and beverage manufacturer that had a production asset that showed some signs of problems that the operator noticed, but didn’t have a good way to report them. So, neglect continued without any routine PM by the maintenance staff to fix the problems, which resulted in asset failure during peak production time.
The failure to ensure proper production had a direct impact on profits, compounded by emergency and reactive work orders that ended up taking the maintenance team away from other duties. “This also hurts the morale of maintenance, production management and operators,” says Lachance. “Downtime is a profit killer.”
Waiting until it breaks, either due to a lack of predictive information from an asset or just a bad wager that a machine will continue to run, is commonplace. “There is an endless supply of examples of this happening nearly every day,” says Jeremy Wright, ATS director of product management. “It is not always clear to the decision-maker what the outcome will be, but it never ends well.”
A recent example of this played out in a canning line for a popular adult beverage, says Wright. Production was behind for the week and needed to continue even though an issue had been identified on the rotary filler. When identified, the issue was relatively small in terms of the downtime to fix and the part’s cost. Fast forward after two days of production, and a catastrophic failure sidelined the machine in spectacular fashion. The catastrophic machine failure took days to disassemble, troubleshoot, find parts for and fix the equipment. Instead of being a few thousand units behind for the week, the line was tens of thousands of units behind for the month.
While the above examples point out some relatively obvious ramifications of the reactive repair scenario, Mike Edgett, Infor industry & solutions director, process manufacturing, mentions another potentially disastrous situation. “There can be issues with equipment before it actually fails,” says Edgett. For example, if a gasket is worn in a pump, contamination could seep in, resulting in quality issues or recalls, or potentially a food safety incident if bacteria should creep inside.
Stratus Technologies, a Control System Integrators Association (CSIA) partner member, makes highly reliable computer and storage systems, so it gets a lot of calls from customers who haven’t planned systems well and are not prepared for failures. It’s a hard way to learn when a system goes down with no backup. “What we find is that failures tend to drive new planning behaviors and a better understanding of how to prevent these issues before they happen,” says Jason Andersen, Stratus VP of business line management. “What seems to become the biggest challenge after that is understanding the impact on the whole supply chain and how to resolve those issues.”
Paper-based PM systems better than none at all
Originally managed on paper and now easily handled by CMMS and EAM systems, PM is based on calendar-scheduled and/or usage-based maintenance. Maintenance is done when the machine builder says maintenance should be done, e.g., every month or week, or a set number of days, miles, cycles, etc.
Even worse than running a PM program on paper is not having one at all, says Wright. There are still many companies that refuse to update their practices and exercise breakdown or reactive maintenance. Unfortunately for these companies, in today’s competitive environment, they are going to be forced out of the market because of the cost associated with running a facility this way. Even companies that are executing fundamentally great PM programs on paper and spreadsheets are being left behind by those adopting smart technology solutions, such as PdM.
So, what about a homebrew Excel program to handle PM? Not a good idea, says Jerry Browning, IFS senior advisor for enterprise asset management. “The true cost of your Excel-based system will include not just the administrative time to come up with it, but the lack of real-time information that can lead to catastrophic problems on the plant floor. Excel will not provide any of the security, traceability and segregation of duties that you will see with an enterprise solution.”
“There is no capability for analysis in a paper-based system and [only] limited capability for analysis in a manual Excel-based system,” says Kay Jenkins, Aptean director, AssetPoint, Axis and Activplant product lines. A CMMS or EAM solution brings intelligence to the maintenance program. The ROI is derived from the results an organization can achieve by deciphering trends, determining how often an asset fails and the impact of lost productivity, then working on a schedule of maintenance and revisiting the results as additional data points are put into the system. A CMMS/EAM system also provides tools for better oversight and management to ensure adherence to the scheduled maintenance by telling management when maintenance should be done and providing the visibility of the status of those tasks at a department, plant or corporate level.
There’s another problem with manual-based systems, says Jenkins. Manual-based systems typically rely on people—and usually a single human—to make sure maintenance is being done on schedule. Attrition, illness and other uncontrollable events make it risky to rely on a person for these activities.
Risk-based PM: A step beyond just PM
Maintenance programs are often categorized as reactive (wait until it breaks), preventive maintenance, risk-based PM, condition-based monitoring (otherwise known as PdM) and prescriptive maintenance (which uses analytics to indicate equipment is headed for trouble, and can prescribe and prioritize mitigation and/or repair). So, changing your oil filter and oil on schedule as provided by your car’s maker is PM. Waiting for a seized-up engine to occur, having ignored your car’s PM schedule, is reactive and very costly. Short of complete sensor monitoring of all assets and predicting their failures (e.g., PdM) is risk-based maintenance, which attempts to sort out the most probable failures. This has its pluses and minuses.
Risk-based maintenance refers to the concept of understanding the potential consequences of and likelihood of a failure, and devoting resources to those assets that carry the highest risk (at the expense of assets with little risk), says Bruce Hawkins, director of technical excellence, Emerson. Risk-based PMs are quantitative, where measurements are taken at regular intervals to develop wear trends that are used to forecast replacements (a hybrid between PM and condition-based monitoring or PdM). These can be used to drive equipment improvements. Consider a task to measure the tension of a drive belt. If the belt is always found to be tight within spec, consideration can be made to extend the time between measurements. If, however, the belt is frequently found to be loose, the drive may need to be redesigned.
For an effective risk-based PM system to work, ATS’s Wright suggests that a reliability engineer would be needed to help prioritize the maintenance work being done. An understanding of failure modes, maintenance intervals, lubrication, lifecycle calculations, historical analysis, and operational and environmental severity are just a few of the variables taken into account to drive the system. The obvious benefit of this prioritization is that the precious few resources (time, money, energy) are being spent in a way to maximize the efficiency of maintenance programs.
“Risk-based maintenance without sensors requires you to think along the lines of reliability centered maintenance [RCM],” says IFS’s Browning. “This means you will want to measure the criticality of your equipment. Is there a safety or environmental impact? Is there redundancy, or would failure leave you without an important class of equipment? Without sensors, you can base a lot of decisions off of hour meter readings or cycles. You will want to make sure you are addressing higher criticality in assigning and prioritizing maintenance tasks.”
“Risk-based PM is built on a criticality index, essentially a hierarchy of the most mission critical assets in one’s production,” says Sean Barry, IIoT business developer, Siemens/MindSphere, a CSIA partner member. This index determines how much attention is scheduled for these assets. While scheduling maintenance is proactive, it creates a reactive PM for all other assets and will stretch maintenance budgets and capable manpower. Furthermore, this approach is a bit upside down, because it is based on assumed essential assets, not those which are truly problematic.
Barry says that to build an index, you need data from your install base to understand which assets are causing most of your downtime, as well as to be able to predict what will break and when it will break.
Sometimes, these decisions (as to which asset falls into which category) can be tricky. Aptean’s Jenkins suggests, for example, considering the impact that a faulty refrigeration system could have compared to that of a conveyor belt failure. Both assets are essential to production, but what is the relative impact of either failure? What would the costs be to have parts shipped overnight? A malfunctioning conveyor may be an immediate issue, where production has to be shifted to another line or halted during repairs. But if the refrigeration unit were to go out, thousands of dollars of ingredients could be potentially wasted if the necessary parts aren’t readily available or if the repair is so complex that it requires more time than the system’s ability to maintain a safe temperature for its contents.
Can PM predict failures?
PdM typically relies on sensor technologies to make it work, such as a vibration sensor on a gearbox or motor to detect bearing wear and tear. PM systems aren’t built on continuous sensor monitoring technologies; they are calendar- or usage-based, e.g., time or cycles.
Having real-time visibility into what’s going on with your equipment will let you know when the process has shifted out of control, says Bob Argyle, Leading2Lean chief customer officer. Often times, there are signs that something is about to fail before it fails. Operators typically know when something isn’t right, but they need a way to report those abnormalities, so they’re addressed before they become costly breakdowns. “If you give your operators a voice, they will let you know when you can nip an issue in the bud,” says Argyle.
One of the most obvious ways to spot a problem is the facility walkthrough, says Harry Kohal, Eagle Technology vice president business development. Someone who is familiar with the plant, its sounds and smells, along with operator input, can assist the maintenance team in “predictive maintenance” before something breaks.
Leveraging the tribal knowledge and experience of the team, along with the data from measurement tools, helps predict a problem, and a human will continue to analyze evidence to resolve issues, says Michael Watson, Fluke product application specialist. With predictive, continuous monitoring via sensors, problems are often found sooner and more reliably, because the data is trended continuously over time. However, a large, expensive system covering the entire plant is not necessarily required.
It is possible to use a meter-reading-based PM, says Dude Solutions’ Lachance. For example, if there is a clogged filter, it can be recognized by checking the delta-pressure reading on both sides of the filter, and it will provide a warning whether to clean or replace the filter.
There are many tools to aid in the prediction of a catastrophic event, says ATS’s Wright. These tools can range from free (in terms of money, but they do require time and knowledge) to very expensive, fully automated and integrated systems. For example, there are many resources available online for the calculation of probability of an event based on environmental and operational severity. These tools use simple variables to describe the likelihood of an event, which can be used to help drive maintenance decisions. There are also hardware tools that require a capital investment but, when used properly, can show a significant return. One example of this would be a desktop mini lab for oil analysis. Understanding what is available and how it should be applied is a staple of a great reliability engineer.
PM, sensors and PdM
Since many CMMS and EAM systems can handle PM, risk-based PM and PdM (condition monitoring) strategies, sensors can extend these software systems’ functionality from PM to PdM. So, the question is: How much do you want to spend on sensors to move toward a PdM system? Many machines have built-in sensors for condition monitoring, and if they don’t, it may not cost all that much to add them. Why is equipment coming with preinstalled sensors? One reason—sensors are less expensive than they were 10 years ago. Second, machine manufacturers can troubleshoot their own equipment from remote sites.
Sensors themselves are very reliable and are beginning to offer traceable calibration. With calibration, the current accepted method for instrument maintenance is largely based on scheduled calibrations, says Ola Wesstrom, Endress+Hauser (E+H) food and beverage industry manager. Fewer and fewer instruments have moving or consumable parts. So, the challenge becomes how to determine the calibration intervals and tolerances, as well as having the right calibration equipment, SOPs and trained calibration technicians.
E+H is addressing these issues by incorporating very advanced, on-demand or traceable self-verification capabilities into its instruments. E+H’s Heartbeat technology provides a wealth of status and diagnostic information, and performs vital functions, such as condition monitoring and in-situ verification. Heartbeat technology built into an instrument allows for scheduled or on-demand generation of verification reports. E+H’s TrustSens temperature sensor performs a traceable self-calibration each time a temperature threshold is intersected (e.g., 244°F during steam sterilization or other high-temperature processes, such as UHT).
For certain devices, additional sensors may not be required, because each device typically has its own signature, says John Boville, Schneider Electric, marketing manager, hybrid industry, process automation. For example, Schneider’s EcoStruxture Maintenance Advisor uses condition analysis provided by diagnostic fields in the communication protocol directly within an instrument. Predictive analytics within the software uses algorithms to calculate what is considered good operation parameters versus inadequate—thus, it reduces the need for lots of sensors.
So, can repairs be predicted within a PM system?
“With limitations, yes, repairs in a PM system can be predicted without a separate system,” says Boville. Modern instruments offer a rich set of diagnostic information about working conditions and wear. Some offer an estimation of the residual expected life based on the instrument’s past life. If an engineer is knowledgeable about how an asset functions, he or she could write algorithms and function blocks into the system. Further programming would be required to analyze the data and present it for viewing in a command center or dashboard.
“A CMMS with an inspection module will allow repairs to be predicted in a PM system,” says Aptean’s Jenkins. This module can track equipment trends, helping the maintenance department spot issues before a breakdown occurs by collecting many different types of conditional data that can typically be gathered without interference to production operations, recording equipment conditions and observations. A CMMS or EAM system with a calibration module will enable the execution of calibration routes to record calibration readings—and by detecting anomalies at this level, improperly performing components can be corrected before the problem, such as an off-spec product, is noticed much later.
PM or PdM: How big or expensive a system?
We suggested earlier that PM could, to a limited extent, provide some predictive functionality. Dave Trice, Honeywell Intelligrated senior director business development, lifecycle support services, notes that condition monitoring can be done very cost effectively and doesn’t necessarily require a full-blown system solution; the Honeywell Intelligrated Connected solution can be implemented incrementally on assets and subsystems, focusing on the critical areas.
“We’ve seen success with manufacturers who have worked closely with OEMs regarding engineering specifications for critical path assets and utilized that data to build asset models for PM prescriptions,” says Trice. “In addition, routine assessments are key to ensuring non-condition-based maintenance models are successful.”
If you want an effective maintenance solution, Phil Bush, Rockwell Automation remote monitoring and analytics services product manager, recommends going full steam ahead with a PdM system, which can allow food and beverage processors to improve the overall availability of production assets. “What we often see is a reduction in maintenance costs by as much as 30 to 50 percent.”
PM or PdM? It depends, says Siemens’ Barry. For relatively simple use cases, such as motor failures based on a couple of variables, a fully integrated PdM system won’t be necessary. However, when predicting complex machines (i.e., blow molds, industrial ovens) or even an entire manufacturing line failing, a fully integrated PdM would be a necessity.
Sidebar: Some reasons to migrate from PM to PdM
While it may seem that PM is a less expensive proposition than PdM, PdM could actually be less expensive to implement than PM for the following reasons:
- Equipment must be shut down to do PM, but keeps operating to do PdM.
- Corrective work is only done when necessary, versus based on some arbitrary calendar schedule.
- There is less labor involved to do a PdM route than PM service.
- Most failures in industrial equipment do not follow the calendar or an age-related degradation profile; they occur at random age intervals.
- Components reach their maximum service life before replacement with PdM; with PM, they will be replaced with life left in them.
- There is less potential for “self-induced” failure, because PdM is by nature nonintrusive.
- There is earlier detection of a degrading condition, leading to more time to plan and schedule the corrective action.
- Risk is reduced, because more frequent PdM inspections have a greater chance of detecting deteriorating conditions.
- Even if the technology is sound, a poorly implemented program, PdM or PM, without proper training can result in essentially malpractice on your assets.
—Bruce Hawkins, Emerson
Coming online:
In the second part of this article to be continued online, we’ll look at TPM, integrating CMMS and EAM systems with ERP systems, training and manpower issues, and IIoT integration.
For more information:
Bühler Aeroglide, http://tinyurl.com/y7jgy2z4
Dude Solutions, www.dudesolutions.com
ATS, www.advancedtech.com
Infor, www.infor.com
Stratus Technologies, www.stratus.com
IFS, www.ifsworld.com/us
Aptean, www.aptean.com
Emerson, www.emerson.com
Siemens/MindSphere, www.mindsphere.io
Leading2Lean, www.leading2lean.com
Eagle Technology, Inc., www.eaglecmms.com
Fluke, www.fluke.com; www.emaint.com
Endress+Hauser, www.us.endress.com
Schneider Electric, www.schneider-electric.us
Honeywell Intelligrated, www.intelligrated.com
Rockwell Automation, www.rockwellautomation.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







