Engineering R&D
How NovoNutrients upcycles CO2 into alternative proteins for human and animal food
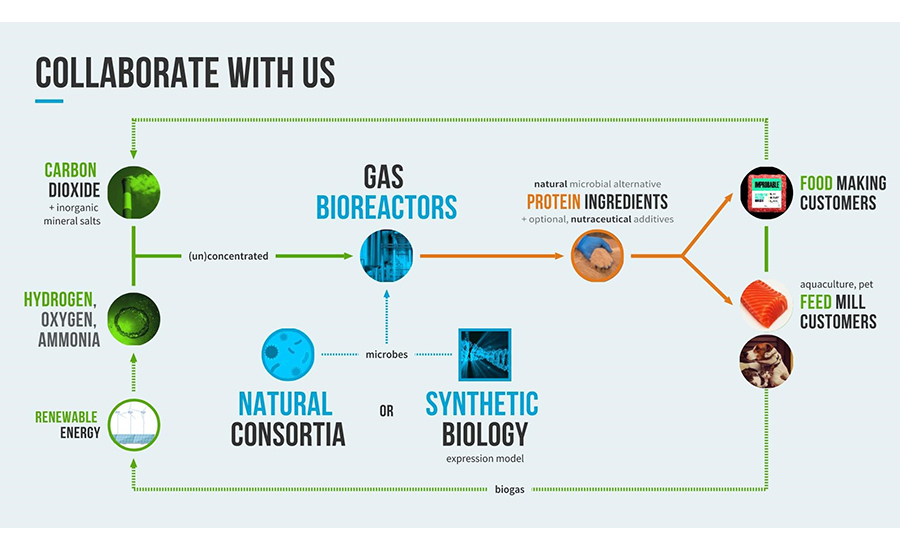
The company mixes CO2, hydrogen and a naturally occurring microbe, then ferments it to create high-grade protein with several potential uses.

Startup ingredient processor NovoNutrients has found a way to take industrial carbon dioxide waste and upcycle it, turning it into a high-grade protein for human and animal consumption. The process includes hydrogen and naturally occurring microbes, which ferment the CO2 into alternative protein products.
The company—originally called Oakbio—was incorporated in 2008 and started operating in 2009, but the technology platform was originally aimed at biomanufacturing n-butanol and polyhydroxyalkanoate (PHA, a biopolymer), says CEO David Tze. In 2017, the company focused on aquaculture nutrition, but became serious about the food industry more recently. To gear up for the next level, Tze hired four technical personnel within the past year.
“The progress at NovoNutrients,” says Tze, “stands on the shoulders of three generations of fermentation pioneers that were mainly in biofuels. Now, we believe we have found the path to high-value products and affordable industrial scale, by using greenhouse gases instead of corn.”
To scale up production, NovoNutrients chose Black & Veatch for its engineering and design expertise to collaborate on its first pilot plant. In the pilot plant design, flue gas emissions from a neighboring manufacturing facility are captured, processed and fed to bacteria that become NovoNutrients’ protein flour. If the added hydrogen is made from renewable-energy-powered electrolyzers, the entire production process has the potential to be carbon-negative.
NovoNutrients plans to locate its bioreactor systems at industrial sites that produce high levels of carbon dioxide. CO2 emissions could be upcycled in gigatons, with resultant protein products the company says are superior to soy protein concentrate.
We asked CEO Tze about NovoNutrients, its history, the process that turns CO2 into protein, and the company’s goals for the future.
FE: David, tell me how you got started with NovoNutrients.
Tze: Before joining the firm, I was an investor who specialized in aquaculture. I first encountered NovoNutrients at the Fish Free Feed Workshop in January 2017. There was a small trade fair on the third and final day, and one of the tables had protein flour in a few small vials. When I reviewed them, I realized that this company was pursuing something truly amazing in making protein from industrial emissions of carbon dioxide. That led to about half a year of my spending a lot of time in Sunnyvale, California, at the lab and with the team. We did extensive mutual evaluation, including retaining three PhDs to perform two independent technology due diligence efforts to confirm the science. I selected NovoNutrients as my choice for entrepreneurship. The founder, Brian Sefton, agreed and I became full-time in late summer of that year.
FE: The technology was originally developed for fuels. How easy was it to translate into food protein?
Tze: A lot of the technology was applicable when we decided to put it to use with nutrition. In both cases, we focused on a single workhorse species as the main driver of biomanufacturing through gas fermentation. The feedstocks were unchanged and the same types of bioreactor designs were relevant. The main differences were the presence or absence of genetic engineering and downstream processing, which is one of the main challenges of n-butanol production, but is relatively simple for single-cell protein.
PHA is actually produced by the microbe naturally when it is nitrogen deprived. When you’re producing a nutrition product you actually want to minimize the production of PHA, which the bacterium uses for energy storage, similar to how humans store energy as fat.
The other new competency that we had to develop was an approach to consortia, which is useful when you’re talking about nutrition, but less so for biomanufacturing a specific molecule. What we’re talking about here is, in addition to the workhorse species, also including other species and/or strains such that the whole is greater than the sum of the parts.
Our patent application names a few dozen species that are bacteria, yeast, other fungi and microalgae. However, bacteria are always at the heart of what we do. In any case, this consortium approach allows us to tailor the products for specific applications. For example, we might optimize for different amino acids and fats for use in infant formula compared to what might go into a plant-based “steak.”

FE: What can you tell us about the process?
Tze: In our process, we dissolve our gases of interest into water along with a few other things: oxygen, ammonia and minimal media for the organisms to grow in. As far as that minimal media goes, we’re talking about abundant and relatively inexpensive forms of sulfur, phosphorus and potassium, often as inorganic mineral salts. This takes place within the fermenter, which is also known as a bioreactor and has some rough correspondence to what you might be familiar with in beer or wine fermentation. However, gases require a different geometry to be effective and some of our intellectual property and trade secrets are in that area.
We employ continuous feeding and harvesting, and the wet harvest needs to be dewatered and then undergo further downstream processing, which varies depending on what the product will be. For our simplest product, single-cell protein, it’s a matter of centrifugation or filtration and then drying, sterilization, and texturing.
One of the features that sets our technology apart is that we can use mixed or untreated emissions gas–we don’t need laboratory grade CO2 or H2, so that eliminates a huge upstream processing cost. It allows us to use abundant and low-cost forms of carbon dioxide, hydrogen and oxygen. We recirculate both the gases and the liquids so wastewater is minimized, and we applied for a patent to use the spent media as a growth medium for other fermentations.
FE: How does this food protein compare with other protein sources?
Tze: We recently found that our digestibility adjusted amino acid score (1.13) for ages 3 and up is better than all plant-based sources, and better than all common animal sources except beef and certain very expensive dairy protein isolates, so we can beat virtually every popular alternative or traditional protein source on the market today, in terms of the useful building blocks of protein. Our protein is also 100% digestible and especially rich in branched-chain amino acids. We have better protein quality than soy, better protein levels than algae, and expect to offer a very compelling cost advantage as we achieve commercial-scale production a few years from now.
FE: What are the organoleptic properties of the protein/flour you’ve created? Does it have a flavor of its own or is it neutral?
Tze: The aroma and flavors have been variously described as brothy, savory, or meaty. The odor is delightful, coming out of the bioreactor as a warm liquid, but very faint, when dried. We have yet to do a formal sensory panel, but I can say, based on my own tasting, that it is rather neutral, especially compared to commonly used plant-based ingredients. Given that at least one of the species we often use in our consortia naturally produces multiple hemes, we have a guess as to one factor that likely contributes to the meatiness that employees have sensed during tastings.
FE: How does its nutritional value as a protein compare to other proteins?
Tze: The amino acid profile of NovoNutrients protein is vastly superior to all common plant- based alternative proteins, according to our most recent findings. It has virtually no carbohydrates, and a low-fat percentage means that shelf life is excellent. Our products also lack common antinutrients, like phytate or lectins.
FE: Once you’re into production, will the cost be comparable with other proteins?
Tze: Even assuming that production of pea protein increases and prices go down, our food ingredients will be less expensive per ton than pea protein isolate, while delivering better quality protein, using a fraction of the land, water, and energy to do so. We expect to compete with a wide variety of high-quality plant and animal-based proteins for multiple applications.
FE: Are you looking for food industry partners—either those who produce CO2 or would need a protein source?
Tze: We’re exploring partnerships on either side of us in the value chain. Emitters and gas producers to our left and nutrition companies to our right. We want to make sure that both ends of our supply chain feel as though they have skin in the game. A partnership with a large multi-industry conglomerate trading company, like the one with whom we recently signed a memorandum of understanding, presents exactly the kind of opportunity you’re talking about: emissions from a plant could be captured, fermented and reintroduced to the corporate supply chain as protein instead of being lost as waste CO2. Separately, NovoNutrients has one manufacturing technology licensee and is expecting to license many joint venture projects in the coming months and years.
FE: What is your timeline towards full-scale production?
Tze: Scaling-up industrial biotech is generally done in aggressive steps where the physical sizes of the bioreactors are increased between 10- and 30-fold. Given the complexities of engineering, fabrication and construction, that means that each scale-up step takes more than a year. Bringing in these recent experts has allowed us to envision a superior approach to scaling that will get us where we need to go faster and with lower risk. We recently completed front-end engineering design and selected a fabricator for a pilot and will be in full-scale production mid-decade.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








