Get the “Edge” on Maintenance with the Right Equipment, Sensors and Software
Use an industrial network, sensors and IIoT to handle maintenance within the plant or from the enterprise with cloud connections

The Endress+Hauser SmartBlue App is useful for quickly commissioning smart sensors and wirelessly integrating them into cloud and edge monitoring systems. Photo courtesy of Endress+Hauser
Making smart business decisions on maintenance strategies means having current actionable information. In the past, data collection systems combined process control sensor data and managed it locally — often on a server designed to handle history and provide trends to HMIs in the plant. While these systems provided data for managing and controlling the manufacturing process, they weren’t configured to handle maintenance data/issues as well.
Today, in addition to process sensors, wireless and wired smart sensors with local edge hardware accumulate data and process it on-site to monitor maintenance trends — and can also pass that data along to AI-based computerized maintenance management systems (CMMS) in the cloud to get the big picture on overall corporate maintenance strategies. In this article, we look at edge devices, smart sensors and IIoT platforms.
Though maintenance may have been an afterthought 10 or 20 years ago, it’s now recognized to be as important as a process control or packaging system — because manufacturers no longer want to be surprised when a machine breaks down. Rather, they’d like to plan for maintenance in the same way they plan for a product or packaging changeover — no surprises.
What maintenance solutions you choose will depend upon the vintage of your equipment, your ability to handle capital expenditures and the decision to purchase new equipment with built-in maintenance functionality. Simply throwing a bunch of sensors at manufacturing equipment without a strategy will not necessarily create a long-term solution.

Determine Processor Needs First
While smart sensors and other hardware solutions are important and can be applied broadly, it is typically better practice to focus on end users’ holistic digitalization strategies instead of singular gateways, sensors or other individual devices, says Jason Pennington, Endress+Hauser (E+H) USA director of digital solutions. “The primary question to ask regarding these broad digitalization strategies is: ‘Who needs the data and where should it go?’ When integrating these ideas, challenges most often show up when moving OT data from host and parallel systems through middleware or APIs to the stakeholders who need to analyze it for insights.”
“It’s best to offer a solution tailored to the specific system needs, but regardless, they’d all involve similar architectures to have sensors with built-in communication capabilities or sensors wired to smart IO blocks on the ‘edge’ enabled with communication protocols, such as MQTT, IO-Link, Ethernet/IP, Modbus, Profibus, etc.,” says Guru Thakkar, director of engineering at InflexionPoint LLC, a Control System Integrators Association (CSIA) member. An intermediate layer device interpreting, refining and polishing those signals may be added (e.g. PLC or edge gateway) for reasons such as enhancing the sensor capabilities, doing communication protocol conversion, and providing data store and forward capabilities, Thakkar adds.
It is often the case that a plant contains a collection of different equipment from different vendors — of different vintages — with differing levels of automation, connectivity and data collection, Thakkar says. “Even the most automated equipment is often designed with automation to support the standard operations — and not with the necessary telemetry to support asset health. Our engagement with our clients is to first assess and classify equipment into categories, based on the end user objectives and the level of telemetry available from the equipment.”
Newer Control Systems Build in Maintenance Extending to Cloud CMMS Solutions
Long-known for its process control systems, Emerson has developed the PACEdge Software Platform, installed on the PACSystems line of rugged industrial IPCs and edge controllers, says Bill Paczkowski, senior product manager of edge and industrial computers at Emerson’s Discrete Automation. This complete solution offers a full line of capable, programmable and extensible software and hardware, providing connectivity, monitoring and automation for any edge and IIoT applications, big or small. Emerson has established this solution so end users, systems integrators and OEMs can simplify IIoT application development, deployment and administration as part of a comprehensive Floor to Cloud strategy.

The concept of local plant floor machine(s) maintenance and cloud-based CMMS is the approach that Fluke takes — though in the real world, these systems are not always connected. According to Michael DeMaria, director of product management at Fluke Reliability, from the diagnostic perspective, Fluke Reliability’s Azina software focuses on the assets themselves and captures relevant data to download into eMaint, a cloud-based software system that centralizes maintenance information. Then, eMaint executes a food processor’s maintenance work order.
“More often than not, it’s common to come across a disconnected system in the industry, and Fluke Reliability is solving that issue by providing software solutions that are interconnected and communicate with each other,” DeMaria adds.
Hardware Suppliers Build in Maintenance Functionality
Today, processing and packaging machine builders have an easier job of integrating maintenance, as their suppliers have done their homework. Festo, Omron Automation and Rockwell Automation are good examples.
“We provide industrial apps (Festo AX Motion Insights Electric or Pneumatic) for specific use cases — monitoring pneumatic cylinders and our own electric drives — for predictive maintenance (PdM) of pneumatic and electric actuators,” says Frank Latino, Festo global product manager for electric automation. The apps are containerized, so they can run on a multitude of Windows- or Linux-based edge devices. The apps will collect data from Festo devices, following a specific data model or from a PLC. The data will be analyzed and presented in a dashboard. The dashboard includes a health score (e.g., decreasing during wear, and thus predicting failure). An MQTT broker is also provided in the container, so any system can subscribe to the results, including cloud-based CMMS, MES or ERP systems.

“We provide motor condition monitoring devices capable of sensing vibration, current and insulation resistance,” says Juan Carlos Garcia, product manager of components for Omron Automation. “We can also provide thermal condition monitoring devices to avoid overheating and heater resistance monitoring devices as well. All of these have data-sharing features through an industrial communication protocol to an outside control system or database. We also have PLCs with direct communication to a database, so a full solution is [doable] through our predictive maintenance systems/solutions.”
Rockwell has an entire ecosystem of hardware and software technologies, partners and services to support maintenance functions with its manufacturing customers, says Lance Fountaine, Rockwell Automation global account industry consultant. This includes a focus on drives, network and data infrastructure, edge computing, cloud computing and maintenance applications.
Some examples of technologies in the Rockwell Automation ecosystem include:
- Infrastructure: PowerFlex Drives, Stratix Switches, Smart Objects
- Edge: FT Optix, FT Analytics (Vision AI, Guardian AI, Logix AI, Pavillion 8); IIoT - FT DataMosaix, ThingWorx
- Maintenance Apps: Fiix CMMS, Fiix ARP.

What the Heck is “Edge” and How Does it Relate to Maintenance?
We’ve already thrown around the term “edge” — so what is it? Unlike traditional control system assets such as basic PLCs and dedicated controllers, edge devices and IIoT assets support maintenance and reliability efforts with a focus on the consistent collection, aggregation and storage of analytical information of a single asset or fleet of assets, says Emerson’s Paczkowski. In the smallest systems this emerges as local data collection and storage, but in enterprise level architectures this is typically represented through the sharing of insights and data through layers of networking and security to a centralized enterprise asset management server.
More specifically, E+H’s Pennington says, “For maintenance purposes, an edge device can acquire data that has historically been trapped in devices as technical debt. For example, diagnostic data or dynamic condition monitoring information that sometimes cannot be passed through a PLC or OT architecture can be processed in an edge device. Having the information on a device in the plant can facilitate faster responses to adverse events or serve up reports to the appropriate personnel, alleviating the need to manually dig deep into a process historian database or physically check on field equipment before analyzing events.”
The edge device can quickly collect and analyze data in the field since there is minimum latency time due to its proximity and the bandwidth of most industrial ethernet networks, says Festo’s Latino. The corporate cloud-based maintenance systems can subscribe to this data with a much lesser frequency but still get accurate results since the data has been pre-processed. The benefit is accuracy and speed of the analyzed data.
Key word here is quick — waiting for a work order from an enterprise CMMS slows things down. “Edge devices allow engineers to make small level, quick decisions to ensure that a machine is running in the right condition,” says Fluke’s Michael DeMaria. “For example, a company operating a critical asset that must be shut down once vibration hits a certain threshold needs to be equipped with an edge device to execute a fast response to any machine failure, mitigating an expensive mistake.”
Being able to have real time information readily available at all times is crucial to make informed decisions based on the current status of a machine or an asset. It’s not only about gathering data, but also sharing it in a comprehensive way for users to understand what’s happening, adds Omron’s Garcia. Cloud-based monitoring allows users — while collecting accurate data — to visualize and analyze it on the go. This way, they are able to properly address each machine adequately, depending on how they are doing.
Summing up, an edge device can provide many technical capabilities in support of a maintenance strategy, says Rockwell’s Fountaine. These could include collecting, storing, and/or forwarding real-time sensor data; processing large volumes of data for a soft-sensing process measurement; triggering events based on known or unknown asset anomalies; or even running real-time analytics to make adjustments for improved asset health or performance. Edge data that is forwarded to a cloud-based IIoT platform can be integrated to CMMS or be used for more advanced learning and analysis in support of asset health or asset lifecycle management.
Is It Worth Fitting Old Equipment with Maintenance Sensors?
Success with integrating existing brownfield assets into a complete IIoT solution often relies on a greater depth of knowledge in the methods of collecting data from a variety of existing systems and sensors and transmitting it to higher-level computing resources, says Emerson’s Paczkowski. OEMs are typically the best source of truth for updating legacy assets to incorporate IIoT. But, capital expenditures on depreciated equipment are typically minimized to optimize ROI and reduce operational risk. Enterprises prefer to channel resources into modern, scalable technologies rather than prolong the life cycle of outdated systems.
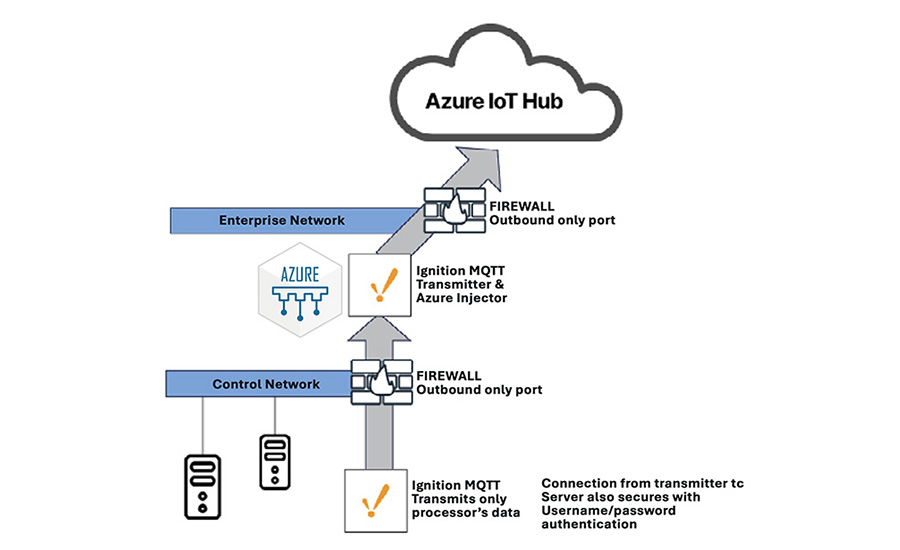
Older equipment can be monitored for various conditions and failures by adding the right sensor(s); these sensors can have either onboard capabilities with integral communication protocols or smart blocks with wired or wireless communication capabilities, Thakkar adds. Usually, the installation is most cost-prohibitive, and the comparative thinner margins in the food industry do not help the situation. The trick is to go with battery-powered, wireless sensors whenever possible to reduce the installation cost. Use feature-packed software platforms with a variety of communication and analytics capabilities, such as Inductive Automation’s Ignition, to make the overall deployment even more cost-effective. MQTT protocol particularly is very resilient, efficient and supported over Ethernet or Wi-Fi networks. Aggregating status via edge gateways strategically placed in various areas of the plant and forwarding that data further can help make these systems cost-effective while avoiding data loss.
“We could think that implementing these technologies might be a big challenge as an initial investment, [but] getting to understand what to monitor and how to address each asset is important as well,” says Omron’s Garcia. Understanding how each IoT device or system interacts with their current infrastructure is vital to implement each properly.
Sometimes, the challenge with IIoT is how much easier it has become to install and collect data from a variety of sensors that are potentially task- or use case-oriented, says E+H’s Pennington. That can be a great thing, but it can also produce islands or fragmented data when the edge device or devices are considered as part of a larger IT infrastructure. Holistic planning and a fundamental understanding of the larger digital landscape, vision and systems are a must for success in IIoT implementation.
Smart IIoT sensors have been designed to properly monitor equipment, regardless of age, says Omron’s Garcia. They can be configured to detect variations on specific parameters, like vibration or current, and knowing beforehand how those are moving throughout a working day can provide meaningful insights into the machines’ status. A motor, for instance, has an operating specification, like operating at a temperature of 40°C or below a specific current value.
Things go better if there is a suitable industrial network already installed in the equipment, says Festo’s Latino. Examples would include EtherNet/IP or Profinet. Not having this type of network would be a barrier to installing IIoT systems since they rely on a flow of information from various sensors and devices throughout the equipment. Getting the data directly from the PLC can be possible, but it will depend on the connectivity possibilities of the PLC.
As stated previously, Rockwell has an agnostic approach to data integration for sensors, Fountaine says. There are many sensors available today that can measure vibration, temperature, torque, level, etc. Besides the cost of the sensor, the challenge for many of Rockwell’s manufacturing customers is the ease of data integration. Rockwell’s edge and IIoT solutions simplify integration by using standard data integration protocols (e.g., OPC UA, MQTT, etc.), and enabling the contextualization and aggregation of data from a multitude of sources. This makes the data readily available and easier to consume for both technology practitioners and end users.
Sensors for Maintenance Applications
Many traditional process sensors can report information about failures, alarms, and overall device status. Condition monitoring and pervasive sensing can help provide depth and context to assets and systems that extend beyond a primary variable. When integrated together in host systems and core+peripheral sensors are combined, these setups provide a much broader view of processes and their overall health, the surrounding operational environment and potential up and downstream impacts of the entire process — as opposed to a series of individual components.
— Jason Pennington, Endress+Hauser USA
Hard-wired vibration and current sensors can be used to monitor motors and provide telemetry on acceleration, velocity, temperature, resistance, current or degradation. Thermal imaging sensors can also be used to provide information on temperature in a specific area. All of these devices are able to communicate their information through an industrial protocol (either Ethernet IP, Modbus TCP or serial communication). With this protocol they can share information with other control systems as long as they also speak that language, like Rockwell’s FactoryTalk or Siemens MindSphere.
— Juan Carlos Garcia, Omron Automation
A variety of devices are available that can be connected to IIoT platforms via native protocols that these platforms support, or via communication gateways such as Kepware, Ignition Edge, RedLion or others. A small sample of IIoT sensors include:
- IFM AL13 series IO-Link Master that supports configurable analog and discrete IO per sensor port.
- Siemens SIMOTICS Connect 400 or ABB Ability for motor monitoring
- VEGAPULS 31 level sensors with IO-Link
- Turck CMVT Series
Rockwell PowerFlex and Kinetix motor controllers with onboard diagnostic capabilities. This is often neglected when we talk about monitoring for maintenance purposes, as simply by attaching the VFD to network, a good amount of relevant and contextualized data can be collected.
— Guru Thakkar, InflexionPoint, LLC
Rockwell has an agnostic approach to data integration and can support a multitude of wired and wireless sensor capabilities. These sensors can be integrated at the edge or directly into the IIoT platform. The right approach is usually determined based on whether or not there is value-added functionality that can be derived at the edge. Rockwell also offers several edge-based soft sensing and AI capabilities that can detect asset events, initiate notifications, or even adjust operations in real-time to protect the asset or maintain operations.
— Lance Fountaine, Rockwell Automation
The Human Factor in Planning Maintenance
“When our team visits manufacturing plants over the course of a weekend, we’ve found machines that were healthy and operating well to suddenly developing a fault and failing,” says Fluke’s DeMaria. “This taught us that it’s no longer possible to take a snapshot one day a month and then see how that trends another month later. It’s important to remember that even with today’s technology — where we have all the ability to put sensors on a machine to see how performance is developing — the most important component to factor in is the human one. Automation has the ability to gather enormous amounts of data and decipher it, but human analysis is essential in being able to identify what the customer really needs from the machine — i.e., knowing the exact parts to order, how soon they need to be delivered in order to shift around the production line to mitigate the risk and what’s needed to keep operations at the volume needed.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





