TECH FLASH
Jerky processor integrates ‘green’ wastewater treatment plant
The company sought a wastewater treatment solution to decrease the burden on its local sewer system and recover energy from the waste stream.
As a leading producer of jerky snacks beefed up its production, the company’s high biochemical oxygen demand (BOD) discharge contributed to an overload of its local wastewater treatment plant. Unhappy with this situation, it decided to look for a wastewater treatment solution that would not only solve this problem, but lead to cost savings by recovering energy from the waste stream.
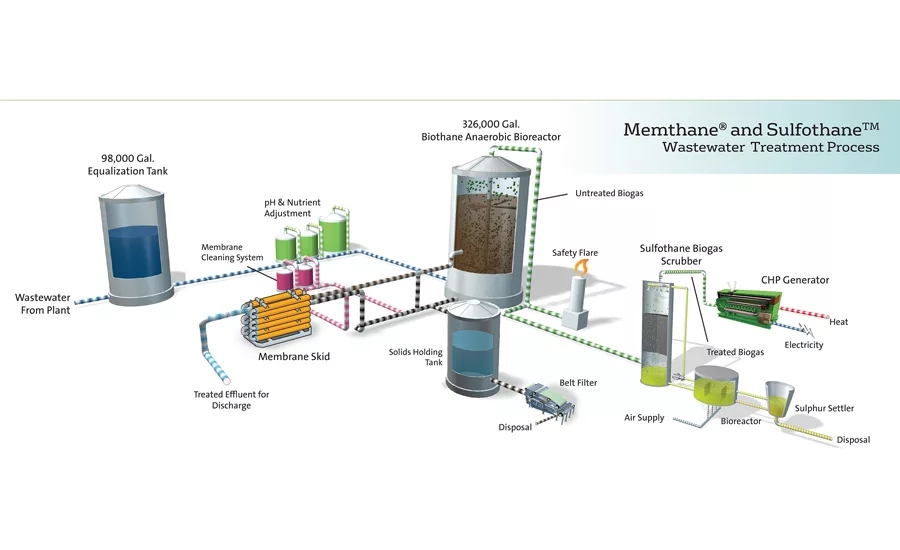
The company turned to Veolia Water Technologies to develop a new process. Veolia’s solution combines its Memthane anaerobic membrane bioreactor (AnMBR) technology with a Sulfothane biogas desulfurization system. The solution has solved the processor's discharge issue and generates biogas as a byproduct, reducing the plant’s energy costs.
“Memthane technology is ideal for high-strength and high-solid waste streams from food processors, dairies, bioethanol producers and many other food and beverage production facilities. The anaerobic effluent is free of suspended solids to facilitate the recovery of nutrients for fertilizer production and/or recycling water to the plant,” according to Veolia. “In pairing anaerobic biological treatment with ultrafiltration (UF) membranes, the Memthane solution represents an industry-leading anaerobic membrane bioreactor system. The bioreactor converts the plant’s waste into methane-rich biogas, while UF membranes create a high-quality effluent for discharge into the municipal sewer system.”
The Veolia Sulfothane system removes sulfur compounds from the biogas, which is then sent to a combined heat and power generator to create electricity for plant operations and offset energy costs.
For the processor, the new system has already surpassed expectations. Discharges to the city treatment plant have been stabilized, and the consistent high-quality liquid waste has eliminated overloading and contributed to a significant improvement in the municipal facility’s operations.
Final permeate discharge from the Memthane system averages less than 100 ppm BOD, a removal rate of more than 98 percent. Membrane operation during the first 24 months of operation was stable, with flux rates ranging from nine to 18 liter/m2/hour. The Sulfothane system reduced the biogas’s H2S levels from 6,000 to 8,500 ppm to less than 10 ppm, well below the specifications of the generator manufacturer.
In addition to the wastewater improvement, the energy recovery made possible by the treatment system has contributed to improving the plant’s economics. The biogas byproduct produced in the anaerobic reactor at full flow actually generates more electricity than the system consumes. The energy-positive result has meant a fast return on the capital investment for the plant—and has shown the manufacturer to be a good neighbor in its community.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



