Field Reports
Nestle's heat recovery success driven by Kobelco compressors
Water heated by recovered heat from oil-free air compressors
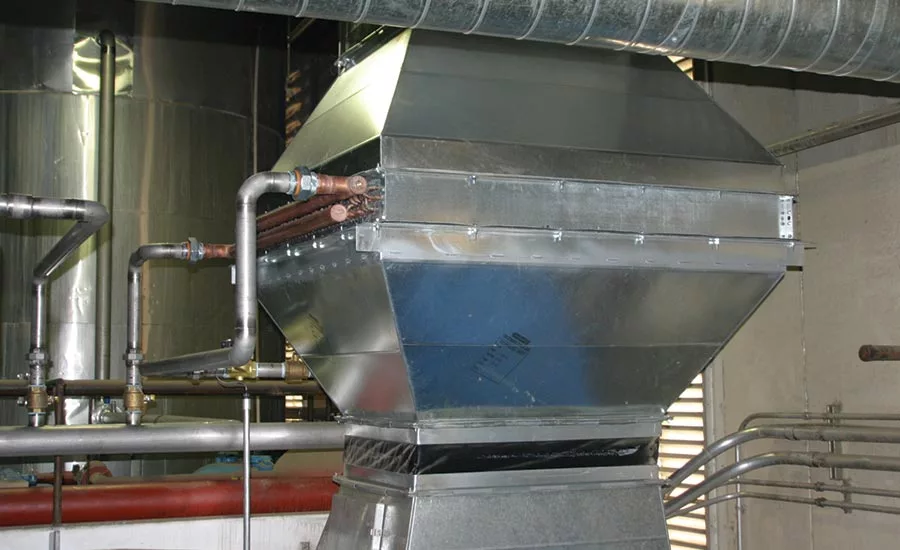
Heat coming off air-cooled compressors is ducted through finned coils that transfer more than 350,000 BTUs per compressor per hour to preheat the hot water makeup supply. Source: Rogers Machinery.
The Nestlé factory in Tulare, California uses compressed air in a wide range of applications. While recovering heat from water-cooled compressors is fairly common, the compressors in the Nestlé factory are air-cooled. That required a creative solution to capture the heat and use it to heat process water.
The project began in the mid-1990s, when Nestlé began a phased replacement of its existing oil-free reciprocating compressors, which were experiencing unacceptably high maintenance costs and downtime.
An initial cooling plan for the air compressors involved simply ducting the cooling air out of the roof. That would dramatically reduce the heat load inside the utilities area, but Nestlé’s global commitment to energy efficiency presented Nestle Project Engineer Tom Finn with a challenge and an opportunity: instead of just rejecting all that heat, could it be put to work?
“Nestlé is highly tuned into resource conservation,” Finn says. “In Tulare, we’re already at the stage of the game where we’ve pulled the low hanging fruit, so we have to be more creative in finding ways to capture energy savings.”
A common method to recover heat rejected from air-cooled compressors is to direct the warmed air via ductwork to a large space to provide interior heating during cold seasons. Because the heating season in California’s Central Valley is short, most of the time the heat still would be vented outdoors. Rather than settle for this, Finn conceived of a system to recover BTUs rejected from the air-cooled compressors to heat water.
“I had to think about what we use year round in a food production facility,” Finn explains. “The answer was hot water. We have many hot water stations around the plant for washing, sanitary systems, waste systems and a lot more.”
The system involves feeding water and heat through a finned coil. Heat rejected from each operating compressor, amounting to more than 350,000 BTUs per compressor per hour, would be scavenged in an 11,500 cfm air flow and fed to the coil via ductwork. Water from the plant’s hot water make-up supply would flow through the coil and pick up heat rejected by the compressor. Water exiting the coil would be warmer than when it went in, so less natural gas would be required to raise the temperature of water for the plant’s hot water applications. Each compressor would have its own heat exchanger and the heat recovery process would operate, in series, whenever a compressor was running.
The Tulare plant has four 125-horsepower Kobelco KNW Series oil-free, air-cooled screw compressors. Two compressors are typically running constantly. When demand rises and pressure drops, a third compressor comes on automatically. The fourth compressor allows Nestlé to rotate compressors in service.
Air leaving each compressor passes through a moisture separator, then a regenerative-type dual tower dryer, and then to a dry air receiver tank that serves as a pressure buffer to help minimize compressor cycling. Clean, dry air exits the receiver into the piping network for use as part of the process throughout the plant.
Finn calculates the total cost for the heat recovery system at $150,000, including touchscreen controls for the pumps and diverter valves. The reduction in natural gas consumption because the intake water is preheated amounts to 309 therms per 24 hours. The project’s payback period was initially estimated at almost four years, but ROI actually occurred in a little over three years.
For more information:
Lane Hawkinson, Rogers Machinery, 800-394-6151,
lane.hawkinson@rogers-machinery.com, www.knw-series.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


