Tech Update
Why be liable for workplace injuries if robots can do the job safely, efficiently?
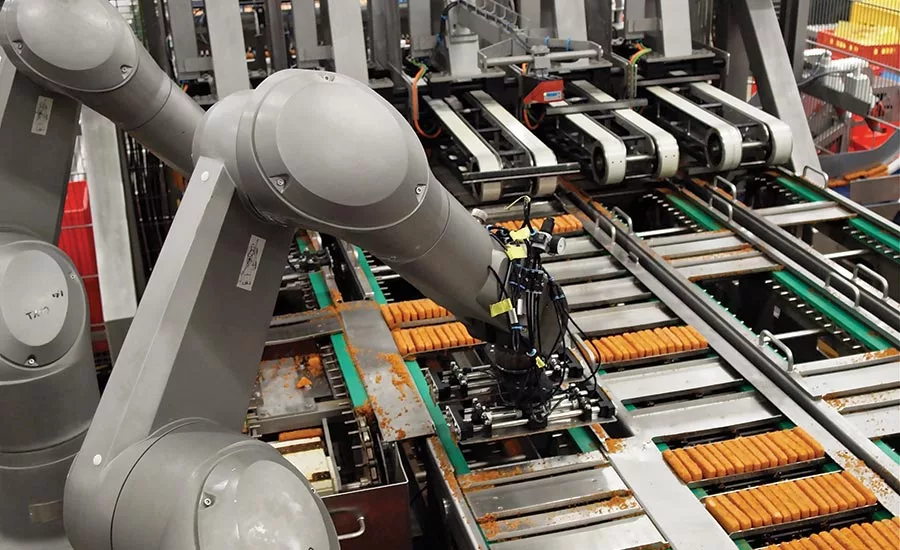
Four Stäubli TX90L HE robots (two shown) work in concert on each of two packaging lines to group 15 fish sticks together prior to packaging at The Seafood Traders (Germany).
Photo courtesy of Stäubli

Robot integrator, Caxton-Mark, designed this special gripper for a Kawasaki CP180L robot to handle fragile cartons of produce (in the background) and stack them to heights over 7 feet on pallets.
Photo Courtesy of Kawasaki

At Atria Scandinavia, Universal Robots Models UR5 and UR10 collaborative robots work safely around people and can perform varied tasks such as erecting cartons, labeling containers or performing secondary packaging.
Photo courtesy of Universal Robots

California Dairies’ Visalia facility produces 500,000 pounds of butter daily. In 2016, it took this load off the backs of 10 employees per shift with this Columbia/Okura LLC palletizing system, which handles cases of butter weighing up to 50 lbs. each. The palletizing system is fenced in to protect employees.
Photo courtesy of Columbia/Okura LLC
While robots have learned some pretty cool moves in food processing applications (as FE covered last November), robots in picking, packing and palletizing applications have performed some new feats—thanks to clever system integrators who have given them sensitive touch, better grips and keen vision. And in some applications, robots now work safely with people in the palletizing area—not needing to be cordoned off by guarding fences.
We look at a few applications that demonstrate these tasks.
Primary packaging: Avoiding crumbly fish sticks
In Europe, the standard pack of 15 breadcrumb-coated fish fingers (aka fish sticks) is a classic in frozen foods. However, handling frozen fish sticks can be problematic because the bread coating is fragile and can easily flake off.
The Seafood Traders (TST) in Lüneburg, Germany, decided the only way to be competitive was to automate the primary packaging process where fish sticks are placed into boxes. TST wanted to achieve a rate of 200 packages per minute and called on the services of Econo-Pak in Flonheim, Germany, an advanced equipment manufacturer specializing in the primary packaging of food.
“At the planning stage, it soon became apparent that a linear system with a side-load cartoning machine would be the best method to optimize the cycle times for inserting the finished products in flat-pack boxes,” says Ulrich Oppermann, TST director of technology. “The sorting and grouping of fish fingers beforehand was to be handled by six-axis robots.” However, the specified capacity of five tons of fish per hour and per packaging line was an impossible challenge for almost all of the robot manufacturers TST contacted. Stäubli Robotics was the only supplier that could guarantee that its high-speed, six-axis TX90L robots working 24/7 (except for a two-hour daily cleaning) could meet the requirement, Oppermann says.
Four robots work in concert on each of the two packaging lines for high-grade filets and fish fingers. They form the core of the automated systems, grouping the fish sticks prior to packaging—five gourmet fish fillets or 15 fish sticks depending on the line. Each robot handles the contents of one package and does so 50 times per minute. The four robots are capable of shifting 3,000 fish sticks per minute, enough for packaging into 200 cardboard boxes. A rotary encoder in the system synchronizes the fast-moving product cassette belt with the robots.
“We are achieving excellent productivity with these systems, and that’s despite handling difficult products at high speed,” says Oppermann. “Our target was set at five tons of fish per hour and per line. We continue to meet our ambitious target as a matter of routine.”
Getting a grip on stacking high
Stacking cartons high (over 7 ft.) on pallets is a necessity for Cecelia Farms (Leamington, Ontario) to keep trucking costs low, but it takes a toll on humans in lifting and placing 25-lb. cartons of produce on a pallet—and doing it accurately so the pallet and contents remain stable on their way to the wrapper.
Sounds like a job for a palletizing robot, but that’s a little easier said than done. Cecelia Farms called Caxton-Mark, a local robotic integrator, to help with this automation project. Caxton-Mark (also from Leamington) designed a robotic palletizing cell built around a Kawasaki CP180L robot to palletize cardboard boxes of produce in a fully automated end-of-line system. The integrator considered increased pallet heights and ergonomic issues in the design of Cecelia Farms’ system. But, as we’ll see, the new implementation wasn’t without a design hitch, which Caxton-Mark soon overcame.
For a new palletizing system to work, Cecelia Farms and Caxton-Mark outlined four key needs:
- Stack pallets up to 20 boxes high (120 total boxes per pallet) while remaining balanced
- Eliminate ergonomic concerns for operators incurred by tall pallet heights
- Create a custom end-of-arm tool (EOAT) that handles boxes without damaging fragile product
- Maintain production speed of six pallets per hour
To keep shipping costs as low as possible, the producer needed to fill trucks from floor to ceiling—thus stacking pallets as high as would fit in the trucks. However, lifting 25-pound boxes to the upper layers of the pallets was not a good ergonomic situation for workers. To robotize the operation would require loading six pallets per hour without crushing the produce.
Getting a grip—designing the right EOAT
While a robot can easily move and stack packages carefully with six layers of cartons, the real challenge is not crushing the fragile contents of the cartons. Therefore, Caxton-Mark found itself with a challenge: design an EOAT that could pick up one or two boxes at a time and stack them extremely close together without damage while maintaining throughput.
With Caxton-Mark’s first gripper design, there was too large a gap between the boxes on the pallet, often resulting in toppling before the pallet made its way to the wrapper. A second design squeezed each box from the ends, crushing boxes under pressure.
On the third design, just right! Caxton-Mark’s gripper opens on one side only without crushing a carton. It’s able to place the boxes, maintaining a ¼-inch gap between the stacks. The pallets are tightly packed and stable on their way to the wrapper.
The large weight handling capacity and speeds of the Kawasaki CP180L robot help Cecelia Farms accomplish its other needs on the list of requirements. The CP180L robot meets the six pallets per hour goal at 80% robot speed. With some changes to the process and EOAT, Cecelia Farms will be able to reach 90% robot speed and increase throughput by an additional pallet per hour. The robot is capable of 2,050 cycles per hour with a 287-lb. payload—and doesn’t take lunch or coffee breaks.
The vertical reach of the Kawasaki CP180L robot (2.2 m or 7.2 ft.) was a perfect match for Cecelia Farms’ application, where stacking at almost 8 feet high was a necessity. Automating this task relieved employees of this ergonomically demanding work and allowed the farm to keep labor costs low.
Robots and people working together
Atria Scandinavia is one of Northern Europe’s leading producers of vegetarian and gourmet products, including shrimp, olives, artichoke hearts, sun-dried tomatoes, garlic and other specialties. Atria packages, labels and palletizes a diverse line of products, often changing from one product to another several times daily. In the past, with conventional packaging and labeling equipment, changeovers could take as long as six hours—now they typically take about 20 minutes, thanks to three collaborative robots that don’t need to be fenced off to protect humans.
These three collaborative robot arms from Universal Robots work side by side with employees to prepare an average of 228 items per hour per production line for around-the-clock, fresh deliveries to retailers. These robots are capable of assisting in labeling, secondary packaging and palletizing applications.
Why did Atria choose collaborative robots on the packaging line?
“We needed an easy-to-use solution that our employees could interact with and work alongside without us having to put safety guarding around the robots,” says Johnny Jansson, Atria’s technical manager. The UR cobots’ built-in safety system makes the robot arm automatically stop if it encounters obstacles in its route. The vast majority of the cobots from Universal Robots work with no safety guarding based on risk assessment.
For more information:
Stäubli,
www.staubli.com
Kawasaki Robotics,
www.kawasakirobotics.com
Universal Robots,
www.universal-robots.com
“Our goal is to get reliable product lines where we can produce efficiently and effectively while keeping our staffing costs down,” says Jansson. “As a food producer, it is extremely important for us to minimize downtime, so we can supply fresh goods at a competitive price.”
Because the collaborative robots are easy to program and operate, Atria cut changeover time significantly, for example, when changing from shrimp to olives. “Before it took six hours to convert to a different product, but with the UR robots, changeovers happen in 20 minutes,” says Jansson.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






