Analytical Testing
Accurate food compositional analysis helps processors stay on top of consumer trends
What used to be hurry-up-and-wait tests in the lab can now be performed non-destructively on/in line, yielding immediate test results of food quality and consistency
With consumers more focused on health and nutrition, and empowered by the internet to follow the latest trends, food companies that cater to their needs will be rewarded, and those who lag behind punished by a growing segment of the market.
While food companies adapt to changing consumer preferences, they must also comply with FDA requirements for assuring that foods sold in the U.S. are safe, wholesome, and properly labeled. For example, the Nutrition Labeling and Education Act (NLEA) “requires most foods to bear nutrition labeling and requires food labels that bear nutrient content claims and certain health messages to comply with specific requirements.”
Ingredients may not be what they seem, so test them and be sure
Despite the necessity of complying with nutrition labeling, much can happen to food products during growing, harvesting, storage and processing that affects nutritional content. In particular, exposure to high heat, light, or oxygen can decrease nutritional content.
Consequently, food products and their inputs should be periodically tested at various stages of processing to ensure that food quality is optimized, and that companies can provide the specific, accurate nutritional content that consumers and regulators require for labeling. To achieve this while reducing costs, food manufacturers need to know compositionally what and how much goes into the food they are producing and processing.
However, conducting frequent off-line compositional analysis tests throughout the process or in the field has traditionally been slow, difficult, and could lead to stopped production while waiting for results. In many cases, determining results required consolidating multiple tests from different pieces of instrumentation, such as for moisture measurement, protein testing, fat/oil percentage, and other composition analyses. Also, much expertise and time were required to conduct such tests.
Newer analyzers speed up testing
Fortunately, a full range of advanced, easy-to-use composition analyzers from handheld to desktop and in-line are now available that can help to ensure that each food product—whether solid, liquid or slurry—is in full compliance with nutritional labeling to meet regulator and consumer requirements.
While composition analyzers are not new to the industry, advanced units today allow even less-skilled personnel to take instant lab-quality tests.
With one fast, nondestructive test, a composition analyzer can instantly analyze a sample’s whole composition. Such “point-and-measure” options enable multiple readings of raw materials and ingredients needed for food production to be quickly taken at any stage of the process, as well as at loading docks, on trucks, at suppliers, or in bins, vats or vessels. This not only reduces time wasted gathering the data, but also the risk of receiving subpar ingredients. By simplifying the measurement process, food companies can meet consumers’ and regulators’ demands for accurate nutritional labeling, while increasing product quality and reducing costs.
The benefits of compositional analysis
In food processing, determining a wide variety of compositional characteristics—such as moisture, protein, fat/oil, sugar, fiber, starch, water activity and/or alcohol content in end products as well as in-process substances—can be essential to ensuring food quality and shelf-stability for demanding consumers and regulatory compliant, nutritional food labeling.
Using a composition analyzer in the production process can also reduce a food company’s costs while optimizing quality for the targeted price point. Through careful monitoring of all ingredients going into the final product, the processor can ensure it is not using too much of an ingredient—which wastes money—or too little of an ingredient, which can diminish an end product’s overall quality or shelf life.
A composition analyzer can tell producers exactly how much water, fat, and oil are in a salad dressing. If there is too much water, the final product will be too runny and not as satisfying to the consumer. But, if there is too much fat and oil, then the cost of production rises, which reduces profitability.
Simplifying compositional analysis
Although traditional laboratory and online based moisture measurement techniques are useful in the right settings, they have lacked the simplicity and flexibility required for frequent spot checks. Too often these procedures stop production, destroy the sample, or require extensive training or sample preparation.
One common test for moisture content is Loss-on-Drying, which measures the total material weight change after drying. However, such tests typically require a sample to be prepared and brought back to the lab. The test takes at least 15 minutes to several hours to perform, which is too slow when more immediate measurements are required. It also requires the sample to be altered or destroyed.
Another test used is Soxhlet Extraction for fat measurement. Essentially, this method requires that the small sample be completely soaked in solvent for five to ten minutes. The Soxhlet analyzer then semi-continuously extracts the solvent from the sample and is then siphoned back into a boiling flask. The complex sample preparation process involves drying/removing moisture from the sample to allow entry of an organic solvent, followed by size reduction to expose a larger surface. Then acidic hydrolysis is needed to help break protein fat emulsion and increase fat availability for the solvent. Finally, the solvent is collected by distillation.
Traditionally, additional primary tests were required to determine the food product’s composition for required nutritional labeling. Each of these tests usually requires separate tools, procedures, and sample preparation. This requires not only skilled personnel but also extra time and labor for each separate measurement as well as the additional use of product samples which are destroyed in the tests.
As a result, secondary test methods have typically been used to deliver faster results. This type of test uses an indirect method and a single conversion to achieve accurate results. If there is a disadvantage, it is that the instrument must first be calibrated to ensure accurate results. In some cases, calibration could only be performed by trained staff familiar with the equipment.
In response, industry innovators have developed a simplified approach that allows less-trained personnel to take portable, desktop, or in-line, instant composition analysis readings of food industry ingredients, in-process formulations, or end products as needed.
The approach involves devices that use near-infrared (NIR) light, a highly accurate, non-contact, secondary measurement method that can deliver immediate, laboratory quality composition analysis readings.
NIR composition analyzers allow very accurate, instant, simultaneous measurement of multiple organic components in solids, liquids and slurries without contact or sample preparation. So, there is no product contamination when using handheld and inline/online models.
In addition, because the process is non-destructive, samples remain unaltered so they can be used for additional tests or put back into the product stream. Because no direct contact or sample alteration is required, particle size variation and unusual textures are not an issue. This can be important when used with a range of ingredients, formulations, or end products in different settings.
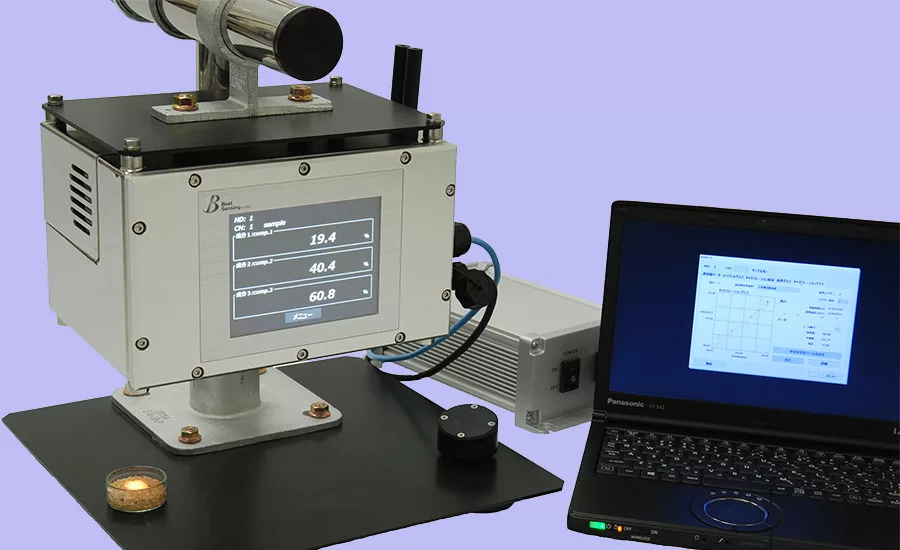
Once a composition analyzer has been calibrated against lab or production standards for the components to be measured (moisture, fat, sugar, protein, etc.) the calibrations can be good for the life of the instrument. This is true because the instrument can be continuously verified against stored optical standards that provide full traceability to the original measurement method. The calibrations typically are stored in different “channels” in the instrument. The user simply selects the proper channel(s) and the measurements are instantly shown on the integrated display.
With a composition analyzer, a NIR light source is reflected off, or transmitted through the liquid or solid sample. Several organic components can be measured in single test when the light resonates with certain molecules and the analyzer measures the sample’s light absorbance values, its ‘optical fingerprint.’ This is combined with the calibrations stored in different analyzer ‘channels’ to instantly display multiple measurements simultaneously.
This means that when the sample’s compositional accuracy is being tested anywhere within the production process as a quality check, a composition analyzer is able to provide fast information for verification or validation of “release specs.”
Because accurate measurement is achieved without pre-processing the samples or waiting for lab results, this dramatically reduces the test cycle, enabling food companies to focus on improving product quality and not on sampling and prep work.
The goal is for any staff member to be able to successfully use a composition analyzer whenever and wherever it is needed, with minimal required training. This allows the food industry to be certain that products are of the highest quality at specified price points, while meeting all nutritional labeling requirements.
For more info, contact Kett: 800-438-5388; email: support@kett.com; or visit www.kett.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






