Dust explosions: Manage risk, save lives and protect your brand
Proper education, training and building/equipment design can head off a horrific deflagration

If a small amount of corn starch produces this result as demonstrated in a Volkmann training class, imagine what a plant full of sugar dust in the air can do when set off with an ignition source.
Photo courtesy of Volkmann
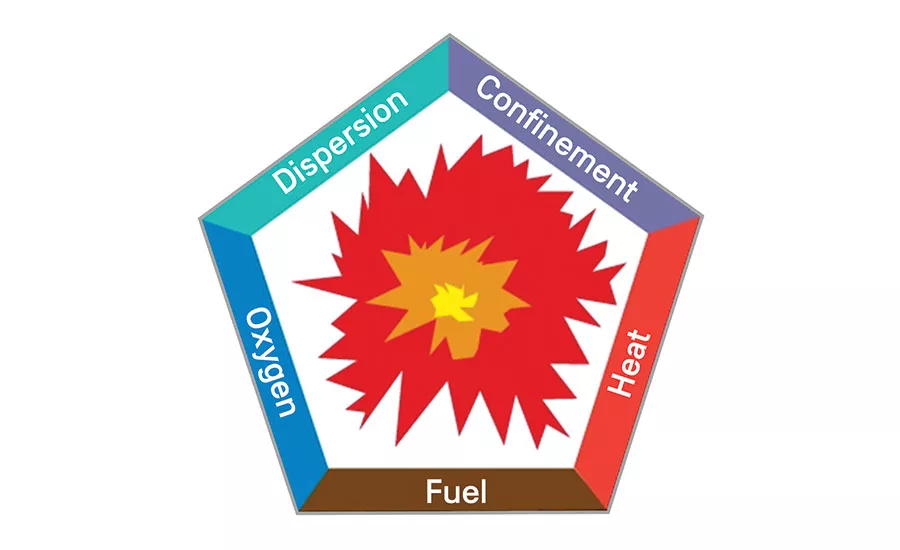
Imagine the fire triangle with oxygen, fuel and heat—then add a confined environment and dispersed, flammable particles in the air, and you have the makings of a dust explosion.
Source: OSHA

Emerson’s ASCO Series 353 pulse valves play a vital role in protecting plants from combustible dust explosions. It is critical to have filter bags clean in a dust collector system. Pulse valves are designed to clean filters with a quick high burst of air called peak pressure. A new design features a 14% increase in peak pressure, improving filter cleaning.
Photo courtesy of Emerson

Dustcontrol UK has launched intelligent controls (Smart Panel to the right of the vacuums) for its central industrial vacuum systems, making them more energy efficient by controlling the speed of the motors to adapt to applications. The systems will also be able to provide maintenance data.
Photo courtesy of Dustcontrol UK

The Volkmann VS200 with MX series vacuum pump is seen here conveying roast coffee beans from a roaster without damage to the beans.
Photo courtesy of Volkmann

Emerson’s ASCO Series 110 pilot boxes that contain direct operated, integrated pilot valves. The boxes are specially designed for the remote control of pulse valves (ASCO Series 353) used in dust collector applications.
Photo courtesy of Emerson

The Larson Electronics EPEXC-GFI-20O-50 Explosion Proof GFI Cord Whip is Class I, Division 1 and Class II, Division 1 approved and allows operators to connect lights and equipment into a GFCI protected outlet. The unit is equipped with 50` of 12/3 SOOW cable and terminated in a 20 amp explosion-proof twist lock plug.
Photo courtesy of Larson Electronics
About 12 years ago, the food and beverage industry suffered maybe its worst catastrophe at the Imperial Sugar plant near Savannah, Ga. A dust explosion, triggered by an ignition source in one section of the plant, quickly ignited several secondary dust explosions that tore through the plant, injuring 38 and killing 14 workers. As sections of the plant succumbed like dominos to the serial explosions, workers were left in the dark with no electricity and no way out.
The footage provided by the U.S. Chemical Safety Board shows the results of its investigation and explains why the disaster occurred. Sugar spilled from conveyors, and airborne dust was everywhere. The dust collection system connected to hammer mills making powdered sugar was undersized and in disrepair, and it wasn’t connected to the conveyor system, which spilled sugar all along its path.
“Despite the longstanding awareness of the explosive nature of sugar dust, not enough was done to manage the hazard,” said CSB. It was a veritable recipe for disaster.
Have we learned anything?
“Unfortunately, dust fires and explosions continue to occur. These incidents continue to result in injuries, fatalities, property damage and supply chain interruptions—and permanently alter peoples’ lives,” says Kevin N. Jeffries, CFPS, CEAS, senior process safety specialist, DEKRA Process Safety. “I believe companies have taken significant steps to reduce their overall combustible dust fire and explosion risks with a heavy/significant focus on life-safety issues.”
The OSHA NEP (Combustible Dust National Emphasis Program) and other efforts by consensus standard organizations and consulting firms to improve awareness of dust hazards have helped to integrate combustible dust safety into traditional compliance and risk mitigation matrices, adds Jeffries. This makes it easier for organizations to develop, prioritize and budget for mitigation solutions and strategies.
“Awareness is key,” says Carrie Woehler, PMP, project manager, NextGen Ag at Black &Veatch. “Dusty spaces have been classified as a ‘hazardous space’ since the early 2000s, but following a highly publicized event in 2008 [Imperial Sugar], dust ignition became a hot topic in any industry with granular solids that can become entrained in air.”
“We have seen a growth in awareness in terms of the risk associated with dust and powder handling,” says Nick Hayes, president, Volkmann Inc. “Risk analysis is now a more common practice, and improvement in the standards released by NFPA has correspondingly improved some of the work practices in that time.”
The key factors driving manufacturers to improve dust mitigation are: updated regulations and guidelines, increased enforcement audits, insurance requirements, company image, employee safety, investment protection and enhanced risk management programs, says Matthew A. Beier, CRB food and beverage senior process engineer.
“The introduction of NFPA 652 and the new requirement for all facilities to have completed a Dust Hazard Analysis (DHA) prior to September 2020 have brought increased clarity to NFPA regulations and requirements to dust control within new and existing facilities,” says Drew Goodall, director, process, Gray Solutions, a Gray company.
Though not a dust regulation, FSMA has pushed processors to get serious about cleaner and safer plants, Beier says.
“The institution of FSMA has created great change within manufacturing plants. The increased focus on cleanliness, record keeping, and functional training and surveillance programs creates additional impact on dust mitigation. The operations group is better trained, keeps more accurate records of housekeeping programs and is overall more effective.”
Plan accordingly
If you’re making and/or packaging a powdered product, you realize the potential problems. Consultants with expertise in dust control know the ropes.
“I have worked with several food companies to address a wide range of combustible dust risks associated with processing and packaging combustible particulate solids,” says DEKRA’s Jeffries. In most instances, the particulate solids of concern were sugar, cocoa, powdered milk, and/or other powdered flavorings. Mixers, dust collectors, silos, hoppers and conveyors continue to be the primary source of concern in terms of equipment hazards.
CRB’s Beier adds to the list of hazards that he’s seen firsthand: cornstarches, animal feed, soybean processing, pet food manufacture, DDGs (distillers dried grains) and corn gluten.
Add these to the list as well, says F.G. Gomolka, Stellar project developer: roast and ground coffee processing, soluble coffee manufacturing, bakery operations and nutritional powder blending.
If you operate a distillery, run an ethanol plant or operate a large brewery, you know the potential danger of grain dust, but smaller breweries may not.
“Brewery grain rooms can have a tendency to expose some explosive hazards,” says Chris Vigil, PMP, project manager, NextGen Ag at Black & Veatch. Proper design of the room and the associated equipment are key to preventing explosions.
“These days, there are a variety of grains and adjuncts introduced, and smaller brewery operators may not be fully aware of the dangers of explosive dust. As these smaller operations scale up in size, it is important they are educated and supported in their designs,” says Vigil.
Understanding potentially explosive environments
“We specify, procure and install dry ingredient unloading, storage, handling and distribution systems from large truck/rail applications down to 25-kg bag systems,” says Gray’s Goodall. Each application is unique, and material properties are required to understand if explosion suppression (sodium bicarbonate systems), explosion venting (burst disks/flame suppression), or other system designs must be integrated into the process. For example, this information is required early in the design phase to determine if storage silos need to be placed on an exterior wall for explosion venting purposes.
Fortunately, there are vacuum and dust collection systems to lower interior environmental dust levels. Pulse valves, part of dust collection systems, can help protect facilities with applications such as peanut dust and soft-drink additives powder. According to Michael Russo, product marketing manager, dust collector systems, Emerson/ASCO, “Emerson offers ASCO pulse valves, which help remove explosive dust from the filter system as well as a range of explosion proof coils and pilot boxes to ensure safe operation in potentially explosive atmospheres.”
Beyond equipment, a thorough understanding of dusty environments is vital. Volkmann, supplier of ATEX-certified pneumatic vacuum conveyors and pumps for the safe conveyance of dry products like coffee beans, stresses the importance of education and training. “We believe education of the risk is an important factor in reducing that risk,” says Hayes. “Volkmann regularly holds seminars on the risk of explosions—or rather the avoidance of explosions—at our factory in Germany.”
For most powder applications, knowing how to specify electrical equipment for use in these areas is important. Electrical devices that are rated Class II, Division 1 or Class II, Division 2—such as lighting, power devices, connections and sensors—are typically used in the space of concern in and around these ingredient handling systems, says Jon Phillips, PE, Stellar director of electrical engineering.
The National Electrical Code (NEC) defines Class II, Division 1 hazards as areas where combustible dust is present under normal operating conditions, while Class II, Division 2 is defined as areas where combustible dust is not present under normal operating conditions.
Examples of a Class II, Division 1 space include the inside of a flour holding silo or where the flour is being transferred into an open mixer. A Class II, Division 2 space could be the area around the flour transfer piping where a pipe or valve rupture could lead to a hazardous condition, says Phillips.
Design concepts
The first step is always to look for ways to reduce or eliminate the dust generation at the source point, says Gray’s Goodall. If this is impossible due to the nature of the process or product requirements, a robust dust control system should be built into the design, consisting of process hardware and supporting software components to alert operators of a deviation event. Walls, structural elements, duct work and utilities, light fixtures, equipment platforms and equipment frame design should be designed and configured to prevent accumulation and ingress of dust and to facilitate cleaning and sanitation. This will help reduce the amount of dust present in the space that is able to be dispersed.
The design phase will also include the processor’s safety and operations teams to ensure that systems are designed in parallel with standard operating procedures for cleaning and maintenance accessibility for total productive maintenance (TPM) of the dust control system.
Understanding of the dust hazard extends beyond just the processing areas, adds Goodall. Interstitial space design must be reviewed to allow access for inspection and maintenance. Ensuring proper wall and ceiling penetrations will help reduce migration of dust outside of processing areas into confined spaces or nonclassified areas.
The presence of dust will have an impact on the design of the mechanical, electrical and process equipment. These systems will need to be rated to reduce the risk of ignition.
A hazard assessment must be performed early in the design process—including the material, particle size, concentration and Kst values—to determine the space classification required, says Black & Veatch’s Woehler. Some situations may require adherence to housekeeping procedures or limited engineering controls, such as exhaust hoods, to mitigate the hazard, where other situations (or an observed noncompliance with housekeeping procedures) may require a significant environmental design change. Class II rated fixtures, such as enclosures, lighting or receptacles, come at a premium, but are required in classified areas. In addition to a robust safety review in the design phase, the installation must be verified to ensure field changes do not undermine the design process.
When approaching a potentially dust-producing product, evaluate the room or area where equipment will be located to determine if there are spatial constraints that may impact the type of dust mitigation equipment used, says CRB’s Beier. Determine Kst values of the product that will be handled by the equipment to determine what guidelines apply. Generally, strive to use equipment that keeps the system under a slight vacuum if possible, to reduce the potential for dust emissions.
Architects and engineers familiar with facilities that are inherently dust producing have the experience to predict how dust can be produced and prevent it from reaching explosive levels, says Stellar’s Gomolka. For example:
- In bakery and coffee facilities, pneumatic transfer of ingredients and products produces dangerous levels of dust that needs to be collected. The correct sizing of the dust collection equipment, based on the volume and particulate size, must be considered. In addition, the type of filter material must be correctly specified to prevent premature plugging of the media for effective operation of the dust collector and processing equipment.
- The location of the dust collector is critical to the safety of the operating personnel and facility. In the event of a dust collection system malfunction that causes system failure, it is imperative that any release of dust is vented to the outside of the process space and not into the process area.
- The formulation of food products more often than not requires the addition of hand ingredients. This causes dust to be generated as the ingredient is added to the mixer or batching vessel. This dust needs to be captured by vacuum hoods or point source vacuum systems.
- Though food processors typically make every attempt to capture dust, some particles can still escape and cover processing equipment, especially on the top of storage silos, bins and tanks. Good housekeeping measures are the only way to combat this accumulation. The design and installation of central vacuum systems is critical. This gives operators and sanitation personnel easy and safe procedures to clean the top of equipment without transporting bulky and heavy cleaning equipment.
Designing equipment to be safe
To minimize dust on specific pieces of equipment like a grinder, hammer mill, mixer, sifter, vent hopper, silo, or any other vessel within the powder handling line, the equipment needs to be designed to manage velocity and direction of nuisance dust so it doesn’t escape into the plant’s air, says Brian Bernard, president, Spec Engineering, a Gray Company.
“The key is to control the direction of air flow so that it can be contained or removed by an active dust collection system. This can be done by designing baffles and pickup hoods into the equipment to efficiently pick up the dust.”
Fugitive dusts generally escape equipment through flexible transitions. Several hose and fitting manufacturers design their equipment to reduce fugitive dust emissions. It is also a good idea to install dust collection for these systems.
There are several solutions that minimize the potential for equipment malfunctions, says Bernard:
- Using over-current monitors and protection for motors that stop motors in the event of a jam/clog.
- Defining operating conditions, including material flow/feed rates, in advance and installing sensors that detect process changes that could create jams.
- Developing and implementing a robust preventive and predictive maintenance process. The process should address frequent failures and potential failures that could create process upsets.
To avoid an explosion, one of the three elements of the fire triangle (oxygen, ignition source, combustible material) has to be eliminated, says Hayes. Volkmann uses compressed air to generate vacuum in its Venturi-based vacuum pumps. The only ignition source in a standard system is static electricity. Since all Volkmann systems are grounded, and only static dissipating components are used, the ignition source is eliminated for all powders having an MIE (minimum ignition energy) > 1 mJ. Where volatile chemicals are present, conveying in an inert atmosphere eliminates the oxygen content.
ASCO’s expertise on explosion-proof enclosures and pulse valves has resulted in a wide global range complying with the directive for use in dust-laden and gaseous environments. The enclosures meet the needs of all industries, says Russo. More specifically, ASCO’s new Series 353 pulse valves were designed for optimal peak pressure to ensure a more effective filter bag cleaning in dust collector systems, resulting in a safer and more efficient operating system. ASCO offers a comprehensive family of dust collector products, including ATEX-certified pulse valves and UL/CSA explosion-proof solenoids, which are essential when designing a dust collector system in potentially explosive environments.
A filter can be placed on an outlet to collect dust that would otherwise flow freely into the air, says Spec Engineering’s Bernard. The idea is to collect fine particles and air and separate them through a filter. As the fine particles get collected in the filter, clean air can pass back out. The filters can be continuously cleaned with reverse pulse air.
Finally, don’t forget maintenance. The lack of proper maintenance practices can cause dust leaks in systems, says CRB’s Beier. Failure to reinstall all clamps, bolts or latches on dust production equipment after maintaining or unclogging can lead to dust leaks. Failure to seal gaskets that are worn out, in disrepair, were damaged, replaced with improper gasket materials, or missing all together is another frequent offender.
Evaluate the existing equipment while in operation to identify leaks or emission points, adds Beier. Systems that have been improperly sized or modified from their original design should be carefully reviewed. Once gaps are identified, confirm design modifications needed to bring the system to compliance and to handle any additional equipment or processes needed by the project.
For more information:
Black & Veatch, bv.com; bv.com/nextgenag
CRB, www.crb.com
DEKRA Process Safety, www.dekra.us/en/process-safety
Emerson/ASCO, www.emerson.com/dustcollector
Gray Solutions, www.graysolutions.com
Spec Engineering, www.spec.engineering
Stellar, www.stellar.net
Volkmann Inc., www.volkmannusa.com
Online resources:
OSHA Fact Sheet, “Hazard Alert: Combustible Dust Explosions,” https://www.osha.gov/OshDoc/data_General_Facts/OSHAcombustibledust.pdf
“Tech Update: Preventing dust explosions,” FE, September 2012
“Explainers: What is Kst, Pmax…?” Stonehouse Process Safety, https://bit.ly/2W4Fmmo
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




