Conveying Systems
Smart conveyors enable gentle handling and high throughput in ready meal production
Intelligent conveying systems maximize uptime, minimize product damage, and maintain industry standards for cleanliness

Conveying ready-to-eat meals through production processes requires intelligent systems that are hygienic and able to provide a gentle touch from the start to the end of the line. Photo courtesy of Shuttleworth
Frozen ready meals are highly popular in the packaged-food market due to their convenience and portability. Time-pressed consumers are searching for convenient products that are simple and easy to prepare, as well as healthier choices with products containing natural and organic ingredients. Frozen ready meals are continuing to fill this need.
This increasing demand for frozen ready meals has pushed manufacturers to implement more streamlined and cost-efficient technology for processing and packaging, to increase uptime and throughput.
Ready meal production, evolving technologies
The technology for the preparation of ready meals has been in the making for quite some time, 95 years to be exact, starting with Clarence Birdseye, who in 1925 invented the double-belt freezer, a machine for freezing packaged fish that would revolutionize the storage and preparation of food. In 1945, Maxson Food Systems used Birdseye’s technology to sell the first complete frozen dinners to airlines.
Eight years later, in 1953, a Swanson company salesman named Gerry Thomas, came up with the idea to combine turkey with other staples like cornbread stuffing, buttered peas, sweet potatoes and gravy, then cook it, package it and freeze it in an aluminum tray. It was intended to be warmed up straight in the oven, and be eaten while watching television, which was just then exploding in popularity in homes across America. Hence, the TV dinner was born, and so was the ready-meal frozen food category. In 1954, the first full year of production, Swanson sold ten million TV dinners.
Since then, the technology for making ready meals has only gotten better. Continuous-process systems for cooking and cooling enable the handling of higher throughput volumes. PLCs more precisely manage process time, temperature and production flows, aided by split-second, precision motions from servo-motors and actuators. HMI-controlled recipe management ensures more consistent processing and packaging results; and vision systems ensure rejects are caught before making it through to the consumer.
These technologies have been integrated into all processes involved in the filling, cooking, lidding, freezing and packaging of ready meals. Critical to connecting these processes are conveyor systems that must transport the ready-meal trays, starting, stopping, redirecting, accumulating and indexing them into the downstream machinery with high precision.
Conveying ready meals poses challenges
Moving food-filled trays throughout a filling and packaging line involves multiple sequential operations requiring precision and careful handling. The line typically starts with empty trays entering the conveyor; then the trays are moved to one or more food filling stations, and on to induction into ovens for cooking. The now cooked and hot ready meal trays are conveyed into a freezer, and when the desired temperature is reached the trays are moved out for primary and secondary packaging, including labeling, coding, shrink wrapping and cartoning.
For conveying systems, moving food filled trays between these processes presents significant challenges, which must be overcome to maintain product integrity and cleanliness without impeding throughput. Unfortunately, many food manufacturers are plagued with material handling systems that are simply not adequately specialized for these requirements. Some key conveying problems can have significant impact on product quality and profitability, such as the following:
Inadequate product control on conveyors causing defects – Trays may need to be conveyed with clear lids or without lids. Material handling systems not designed specifically for handling ready meal trays can cause product marring, defects, spillage and splashing by not providing adequate product control while on the conveyor system. Conveyor designs that allow the product to come into contact with side rails, or fail to adjust adequately to velocity changes around curves will inevitably introduce unnecessary random product movement on the conveyor, increasing the possibility of damage.
Reduced cleanliness from accumulation conveying – When trays are in an accumulation mode on a belt or chain conveying system, the product may be stopped awaiting infeed for filling or induction into a freezer, but the belts or chain are continuing to run underneath the trays. This continually transfers potential contamination particles such as dirt, dust and lubricants used on these systems.
Top- and side-mounted conveyor devices can negatively affect product contamination – Many conveyors that are designed for use with food enable the adaption of product control devices such as product stops, pushers and clamps, which can be used to modify the flow of trays. Most conveyors bring these devices in from the side or even over the top, such as would be found on belt conveyors, plastic link conveyors or table-top chain conveyors. Side-mounted devices are limited in their flexibility to control product flow because of their side-only mounting locations, and top-mounted devices are considered even less desirable by manufacturers because of safety and product contamination concerns.
Lane dividing and combining at freezer entry and exit points – Trays entering and exiting the freezers—where transfers occur between ambient-temperature conveyors supplying the freezers, and deep-freeze conveyors providing storage within the freezers—are typically bottleneck points that cause upstream and downstream throughput interruption. Most material-handling systems do not enable adequate lane dividing and combining to facilitate acceptable accumulation.
Misorientation of trays exiting the freezers – Trays moving through the freezer lose their positioning, particularly with spiral conveyors. Most material handling systems do not adequately remedy this condition when trays are exiting the freezers.
Imprecise infeed indexing at packaging systems – Inaccurate infeed with packaging systems contributes to high defect rates, lessened throughput and increased production costs. This is common particularly with shrink wrapping where mis-wraps can easily occur, jamming the line.
Smarter technology for conveying of ready meal trays
In the conveyor industry, three technology developments over the years have directly contributed to enhancing gentle product movement and high-performance conveying of ready meal trays and other food products. These technologies are generally available from different conveyor manufacturers and machine builders under different names and formats. However, these conveyor technologies provide precision capabilities to accumulate, flip, stack, rotate, push, divert, combine and index trays throughout these processes.
Shuttleworth’s Slip-Torque roller technology (in the conveyor industry, aka slip roller or roller slip technology) uses individually-powered, stationary rotating roller shafts covered with loose, segmented rollers, which become the conveyor surface. When the tray stops on the surface of the conveyor, the segmented rollers beneath also stop, generating low back-pressure accumulation and minimizing product damage. It is the weight of the trays being conveyed, combined with the coefficient of friction between the shafts and the inside diameter of the rollers, that provides the driving force. As the weight of the conveyed tray increases, there is a corresponding increase in the driving force supplied.
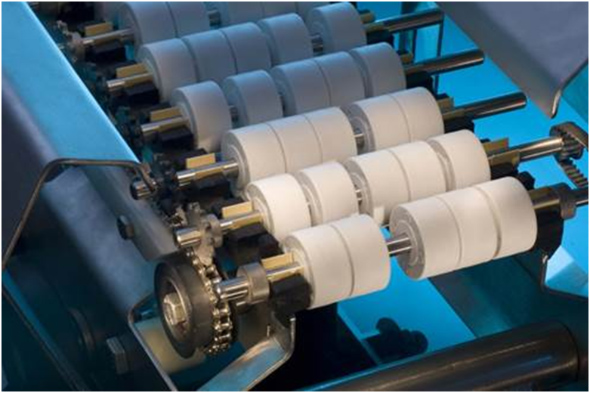
Slip-Torque roller technology allows products to be moved along the production line without damage and can buffer product flow in such a way that food trays are not jammed up in one spot. Photo courtesy of Shuttleworth
This roller technology provides low line-pressure throughout the conveyor, and its continuous-motion dynamic accumulation allows for precise placement of trays on the conveyor while it continues to take trays from an upstream line for a period of time, where other conveyors would have stopped well before using conventional conveyor technology. A low back-pressure accumulation buffer absorbs irregularities in the production flow and provides a smooth, even flow on the line.
Servo-controlled guides provide efficient lane changing of incoming trays, eliminating product backlog at the point of entry.
The system allows the same conveyor to be split into multiple, independently-operating lanes if desired. For example, the middle lane can accumulate, while at the same time the right lane and the left lane can both convey, or even run in opposite directions. Each lane acts independently, if needed, but is powered by only one common motor, which also reduces energy usage.
Typically, conveyors with such roller technology have the ability to modulate the speed of different sections of the conveyor via a centrally-controlled PLC and HMI. As trays are moving down the line, the rollers at the back end of the conveyor can be moving faster than the ones at the front end. The trays can be moving at variable speeds on different sections of the conveyor as dictated by throughput requirements. This controls the tray spacing on the conveyor, keeping the trays separated and equally spaced from each other to minimize product contact and facilitate infeed into the freezer and downstream packaging equipment, such as shrink wrappers and labeling and coding machinery.
The conveyor’s Slip-Torque surface can also be used to minimize product contact while steering trays into desired locations, such as employing rollers with herringbone patterns to orient the trays without the use of guardrails, or setting up a series of sequentially smaller roller heights to direct trays into the center of the conveyor for singulation and induction into shrink wrappers and case packers, without touching any other conveyor parts. Slip-fit rollers with tapered corners can be used to maintain tray orientation, gently and safely, as it is transported through 45-degree and 90-degree conveyor turns.
Because of the features of slip rollers (Slip-Torque), the conveyor system is a safe environment for people who work near and interact with the trays being carried on the conveyor system. The roller contact surface is designed to stop immediately if a hand is placed on it, thus maintaining a safer working environment.
Intelligent feed system
To achieve a much more consistent level of infeed registration with filling and packaging machinery, Shuttleworth developed a series of three automatic infeeds, called SmartFeed. Working in combination with Slip-Torque conveyors, SmartFeed links machine infeed to upstream product flow. It is designed to dynamically accumulate and synchronize the release of products for infeed without stopping the production flow.
This smart feed technology operates by timing the release of product into the flighted infeed with a pneumatic/electric gate, or a servo-controlled variable-speed surface. With a speed-up zone near the discharge end of the conveyor, one product at a time is placed onto the infeed of the packaging machine. The spacing is very precise, with a tolerance of 0.25 inch to 0.5 inch. SmartFeed is in synchronization with the machine using encoder feedback from it. A sensor identifies each product’s location, and then the conveyor will either accelerate or decelerate the product to place it into position on the flighted infeed of the machine.
The system operates in four speed-registration zones to manage the infeed of products:
- The first zone accepts the product from upstream manufacturing or upstream packaging systems, or a staging point, then conveys it downstream;
- The second zone closes the gaps, running the products back-to-back;
- The third zone increases the spacing between the products equal to the flight pitch on the packaging machine;
- The fourth zone positions each individual product into the gaps between the flights.
The downstream machinery and intelligent infeed system are always talking to each other, and reacting to whatever products are moving through the line. When there is a delay with an item, smart feeding technology tells the machine that no item is in position, and to slow down or stop. When the next item is in position, the machine is told to start, providing there is accurate indexing of the product. System controls installed upstream regulate the speed of the line throughout, directed by input from SmartFeed. In this way, intelligent feeding controls creates an integrated system monitoring the flow of trays up to and into each filling and packaging system on the tray line.
Several versions of the intelligent feeding system can be integrated for handling filling and packaging of trays:
- Gated and high-speed gated – use a product stop to synchronize the release of trays to the flighted infeed of the wrapper or case packer. The combination of the low-pressure queue area, speed change and the product stop makes for jam-free operation. Gated infeeds operate at rates of 20 to 80 trays per minute. The high-speed infeed can reach rates of 120 trays per minute.
- Multi-packer – is designed to release a pattern of multiple trays in time with a flighted or belted infeed. A product stop, combined with an adjustable overhead brake, controls the number of products released.
- Servo – combines buffering and indexing into a single-source solution for infeed of trays without the use of devices. This system monitors production flow and delivers this information to the wrapper and case packer for speed modulation. Servo-SmartFeed automatically synchronizes to the filling or packaging machine so that the trays are precisely and consistently placed on the infeed of the machine.
 |
| Ready-to-eat meals being conveyed after tray filling. Photo courtesy of Shuttleworth |
Product control devices
Many conveyors used in manufacturing enable the adaption of product control devices, such as product stops, pushers and clamps that can be used to modify the flow of conveyed products.
Most conveyors bring these devices in from the side or even over the top, such as would be found on belt conveyors, plastic link conveyors or table-top chain conveyors. Side-mounted devices are limited in their flexibility to control product flow because of their side-only mounting locations, and top-mounted devices are considered even less desirable by manufacturers because of safety and product contamination concerns.
Conveyors equipped with slip rollers or Slip-Torque technology function differently with product control devices. These conveyors use the space between rollers to allow these devices to be mounted below the surface, reaching up between the rollers to effect more precise and flexible product motion control, without interfering with the line flow.
Product control devices can be more specifically located on conveyors equipped with slip rollers compared to conventional material handling systems, and bring a much higher level of positioning accuracy with more positive product handling. Here are some examples of the product control devices that are applicable to the conveying of ready meals trays:
- Blade stops and brakes that enable on-demand stops and starts of tray flow;
- Lift-and-transfer, lift-and-rotate, side transfer and turntable devices used to provide a smooth and accurate tray transfer at a 90-degree angle to the original transport direction, or to change the orientation of trays on the conveyor;
- Tray positioners accurately position or rotate trays for a particular process, such as for scanning bar codes in labeling;
- Pushers that push single trays or a group of trays perpendicular from one conveyor traffic lane to another traveling in the same or the opposite direction, into or out of ovens and freezers, and operator workstations or off of the conveyor system completely;
- Single-row combiners efficiently combine trays in multiple lanes into one single row;
- High-speed telescoping and custom tray diverters and laners can gently direct the flow of trays to a particular lane for efficient buffering or line balancing;
- Accumulation, using a mechanism that divides the trays out into multiple lanes and accumulates them on a low line pressure conveyor. This can be used for managing the tray flow into freezers, for example, to better stagger the inflow. It can also be used when a machine downstream goes off line, to continue to accept trays upstream for a time. When the downstream machine comes back up, the accumulated trays can be released downstream;
- Diverters that move trays from one line to another to keep production flowing, such as when one line may become stopped downstream on a multi-line production system;
- Chicaning to take random, misaligned or grouped trays, and spread them into a single file line. This is particularly important with trays exiting the freezers in misalignment;
- Laners that put the trays onto multiple lanes, or to spread trays out before going into the freezers;
- Vision used to inspect trays for alignment or position, and to fix orientation before going into tray wrappers, sleevers or cartoners. It can identify if a tray is out of position, so it can be taken out of the line with a high-speed reject mechanism
Cleanliness and sanitation
Conveyor systems handling trays for ready meals are designed to meet heavy wash-down criteria, where cleanliness and sanitation are a critical factor.
Heavy wash-down conveyors are used where it is anticipated that foods will come in direct contact with the conveyor in the normal process of product movement. The equipment should be designed to endure heavy exposure to water applied with a high-pressure, high-volume hose, along with cleaning agents, on a daily basis. The entire system, including the motor assembly and control electronics, are usually designed for thorough cleaning.
Traditional flat-belt conveyor systems are now giving way to solid-faced rollers for food filling and packaging applications. With no return loop (as found on flat-belt conveyors) there is little or no chance of carrying contamination throughout the system. Solid-faced roller surfaces and loose roller spacing reduce the possibility for particle collection. These features simplify and expedite the cleaning process—the roller spacing allows for easy access with hot water and air pressure.
The design of the conveyors should be completely free of crevices, ledges and dead spots, so that liquid—either in slurry, condensation or during washdown—is completely drainable with no areas where liquid can settle.
Surfaces should be designed to be convex, rounded or inclined to 45 degrees to actively promote the flow rate of product spillage and cleaning solutions. All tubing closed-welded, and bolts, studs, mounting plates, brackets, junction boxes, name plates, end caps, sleeves and other such items continuously welded to the surface.
Gentle handling of frozen ready meals through processing and packaging
Manufacturers of frozen ready meals now have the option of smarter conveyor systems, specifically designed for gentle tray handling and the flexible needs of their manufacturing and packaging lines.

Conveying frozen ready-to-eat meals through to secondary packaging. Photo courtesy of Shuttleworth
These systems incorporate the necessary automation and product handling devices that enable more productivity, increased versatility, decreased product damage and realization of a more profitable bottom line.
About Shuttleworth
Shuttleworth is a designer and manufacturer of integrated conveying solutions that solve a company’s material handling challenges. Shuttleworth has been a member of the Packaging Machinery Manufacturers Institute (PMMI) since 1967, and is a member of the Processing and Packaging Machinery Association (PPMA) in the UK. The company has been certified ISO 9001 since 2008.
Shuttleworth has three global locations: Shuttleworth, LLC, located in Huntington, Indiana, USA; Shuttleworth Europe, located near Ghent, Belgium; and Shuttleworth Southeast Asia located in Kuala Lumpur, Malaysia. Shuttleworth is powered by ProMach.
For more information, contact Jason Rolleston, jason.rolleston@promachbuilt.com; or visit Shuttleworth’s website at www.shuttleworth.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







