Bearing Solutions for Food and Beverage Conveyance
Tips for selecting bearings for new conveyors, maintaining bearings in existing equipment.

Image courtesy of Timken
Conveyance is essential for ensuring the food and beverages we produce every day get to their destination in a timely and safe fashion. Whether moving flour across a warehouse, unloading a truck of potatoes, or moving blueberries through a freezer, conveyors in the food and beverage market need to operate under a range of conditions and handle a variety of products.
No matter their design or final application, nearly all food and beverage conveyors rely on a key component to keep them moving: bearings. There are likely hundreds or even thousands that keep conveyors turning and product flowing in a typical processing line.

This article covers the various types of bearings used in food and beverage conveyance and provides specific details that should be considered for this type of equipment. These details will help in the selection of more appropriate bearings for new conveyor builds and better maintenance of existing ones.
Conveyor Bearings Throughout Food and Beverage Processing
Food and beverage products can touch many different conveying stages as they move from raw to finished states. Nearly every bearing type can be found in the realm of food and beverage conveyance, from simple plain bearings (bushings) to large industrial roller bearings. Their application and specific features vary between each producer and throughout a single processing line.
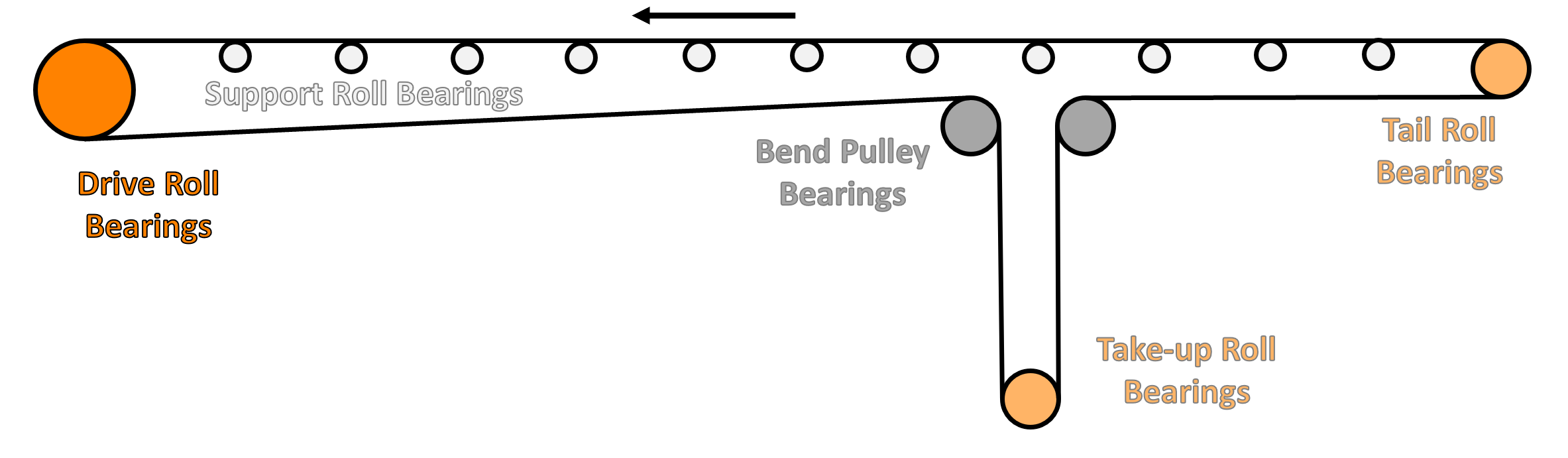
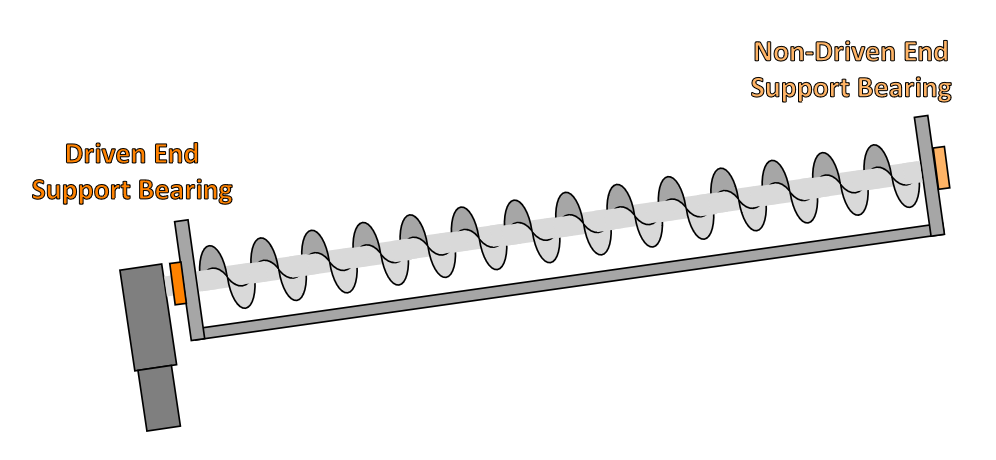
Specific bearing positions on a conveyor vary depending on the type of configuration. However, there are some commonalities that extend to each type. Here, we consider two of the most common conveyor types in food and beverage: belt conveyors (with multiple variations) and screw conveyors. The following diagrams help explain the typical bearing positions found in these configurations.


Conveyor bearing positions typically utilize mounted units – that is, bearings that include a housing and unitized assembly for easy installation. Of the various housing styles, the most common found on food and beverage conveyors include pillow blocks, two-bolt flanges, three-bolt flanges, four-bolt flanges, and take-up units. These styles are also commonly used with other conveyor types not already mentioned, such as bucket elevators, gravity conveyors, and chain conveyors.

Bearings on Heavy-Duty Food and Beverage Conveyors
The general flow through a food processing line starts with the bulk base ingredients. These may be large volumes of corn, flour, produce or anything else essential to the final product. Heavy belt conveyors, large screw auger conveyors and even bucket elevators are often used to facilitate the movement of large quantities of these ingredients. To handle these higher loads, mounted roller bearings are often used. In some cases, large mounted ball bearings are also utilized.
One thing these bearings have in common is that they are designed to handle higher loads. With higher load ratings and strong housings, these bearings are often found on the conveyor positions experiencing the greatest stress, such as the head, tail and take-up pulleys. Intermediate positions such as the support rolls generally use ball bearings, but roller bearings could be used in this position as well, depending on the design.


Because they experience load from the gearbox input drive, belt tension and product weight, the head pully bearings typically handle the greatest radial loading. Tail and take-up positions can also experience high radial loading from applied tension and product weight. Under these conditions, misalignment can be of concern for heavy conveyors, whether induced by high loads or the construction of the frame. Therefore, the use of misalignment-tolerant bearings such as spherical roller bearings or self-aligning Type E (ESA) mounted tapered roller bearings is common.
For screw conveyors, axial load capability is typically the primary concern, as the auger flights can induce large thrust loads through the conveyor shaft as product moves along. For this reason, mounted tapered roller bearing units are typically recommended. If misalignment is a concern, then Type ESA mounted units can be utilized.
Considering that heavy conveyors are not usually used in core processing operations (slicing, frying, freezing, packing etc.), washdown and hygienics are generally not a major concern at this stage of the process. In fact, contamination risks for the bearings often come from the conveyed material itself. For example, incoming potatoes may be covered in dirt and rocks, which can damage the bearings if not properly sealed. Furthermore, fine dust from flour or grain can easily infiltrate inadequate sealing. To mitigate these risks, bearings on heavy conveyors are typically of industrial grade with multiple layers of sealing protection. End covers are often utilized where possible to provide additional protection. To ensure proper lubrication, auto-lubing systems can be installed – especially for hard-to-reach locations.

Although less common, heavy conveyors can be found within some core processing lines where washdown and hygienics are a major concern. For these specific applications, stainless housings or food-compliant coatings can be used. Specific washdown seals, such as chemical resistant triple-lip designs, can also be equipped to increase sealing performance. Lastly, food-grade lubricants such as NSF H1 grease or solid lubricant can be specified to meet hygienic requirements.

Bearings on Light-Duty Food and Beverage Conveyors
Light-duty conveyors typically make up most movement in food and beverage operations. In the core processing section, loads become smaller as ingredients are broken down and separated. Furthermore, environmental conditions can change drastically. Washdown operations are much more frequent on these conveyors, and the need for improved hygienics increases. Ball bearing products are the most abundant for these conveyors – specifically, corrosion-resistant food-specific versions. These bearings are usually constructed of stainless steel and have a variety of housing, sealing, and lubricant options to meet different application needs.

Mounted ball bearings are capable of light loading in both the radial and axial directions, so they are suitable in nearly all positions on light-duty belt and screw conveyors. Sprocket-driven modular belt conveyors are also very popular in food and beverage processing operations – offering increased hygienics and reduced maintenance. These conveyor types are intended for very light-duty conveyance and apply minimal radial load on the supporting bearings, making other types of bearings (such as plain bearings) potentially suitable for these applications.
In the harsh environments to which these conveyor bearings are exposed, lifespan is typically dictated by sealing and lubricant performance rather than material fatigue. Therefore, it’s important to select the proper sealing and lubricant features for conveyor bearings on a processing line. IP69K-rated seals are now widely available on mounted ball bearings, providing the highest degree of protection against high-pressure washdown. Technologies such as solid lubricants are available to increase hygienics and decrease maintenance on rolling bearings. FDA approved food contact polymer plain bearings are also becoming more common in light-duty conveyors due to their simplicity and regulation compliance.
These various bearing options should be considered carefully for the different conveyor bearing positions. For example, a food processing line may feature a light-duty belt conveyor in a carrot peeling line that’s washed down daily. At the head and tail pulleys, IP69K sealed ball bearings might be an appropriate choice to handle the tension loading and reduce the risk of water ingress. However, the idle rolls might require low torque and maintenance free features. Therefore, a standard seal with less lip contact (reducing torque) and solid lubricant fill ('lubed-for-life’ option) could be chosen.
Screw conveyors in the processing section commonly use ball bearings at both the driven and non-driven ends. As already noted, one can also find food and beverage versions of mounted roller bearings. In these conveyors, particular care must be taken when selecting the sealing behind the bearings. Typically, a two- or four-bolt flange is mounted to the end of the screw conveyor. As material is conveyed axially, it can build up behind the mounted bearing as it pushes into the space where the shaft exits the conveyor tub. In many cases, this buildup of material is forced inside the bearing, degrading lubricant and greatly decreasing life.
To combat this, using robust seals both on and behind the mounted flange bearing is recommended. In highly contaminated screw conveyors, backing plates with integrated seals can be mounted behind the bearing to better contain the conveyed material. Additionally, spacing the bearing away from the mounting surface by integrating stand-off feet or brackets can help facilitate cleaning and the reduction of material buildup.

Other Considerations and Best Maintenance Practices
Proper sealing, integrated stand-off feet, and lubricated-for-life features can all help keep bearings performing reliably on food and beverage conveyors. Being so numerous, conveyor bearings also pose a risk of contaminating food through lubrication leakage, corrosion, and broken components. Selecting the right features can help improve uptime, hygiene, and overall food safety.
Keeping this in mind, here are some additional tips to consider when choosing bearings for a food and beverage conveyor:
- Stand-off housing feet can help minimize the mating surface area and promote cleanability.
- Solid lubricants can prevent lubricant leakage, minimizing the risk of contamination into food.
- Mounted plain bearings help minimize the risk of loose components and don’t require lubrication. However, they should be used only in lightly loaded, slow-speed applications.
- Consider the bearing exposure in terms of loads, temperatures, and mounting surfaces. Select the housing material (typically polymer vs. stainless steel) carefully depending on these factors.
Although personnel can choose a well-equipped bearing for their conveyors, it’s equally as important to understand proper installation and maintenance practices. Here are some tips to help with prolonging bearing life:
- Follow any instructions provided by the manufacturer. Further details for installation and use may be available in the manufacturer’s literature or catalogs.
- Follow proper torque specifications for mounting the housing to the frame and the bearing to the shaft.
- Ensure the mounting surfaces and shafts are in good condition. Uneven or rough mounting surfaces can damage the housing. Undersized or damaged shafts can damage the inner rings and cause issues with locking devices.
- Understand what type of lubricant the selected bearing is equipped with. If it’s solid lubricant or the housing is plugged, do not attempt to relubricate it. If it can be greased, check the factory grease type, and ensure the grease being used to relubricate is compatible. Furthermore, do not over-grease bearings, as this can cause additional heat generation and damage the seals.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







