Automation Series
Employing data collection software

The CAT Squared Cooked Product Continuous Temperature (PTemps) system completely integrates into a processor’s cooked area, providing live, actionable data. Source: CAT Squared.
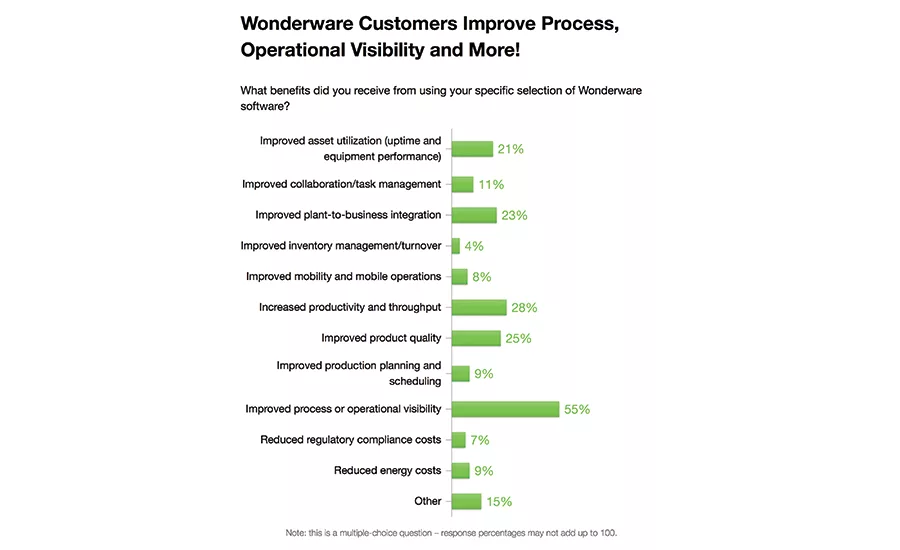
A Schneider-Electric Wonderware poll recently asked users to rate the benefits of using their particular selection of Wonderware. Most found improved process or operational visibility to be the most important, followed by increased productivity and throughput and improved product quality. Source: Survey of 278 users of Schneider-Electric Wonderware Manufacturing Operations software.

An operator checks on a chicken processing line using a CAT Squared NET food safety quality management application on a tablet. Source: CAT Squared.
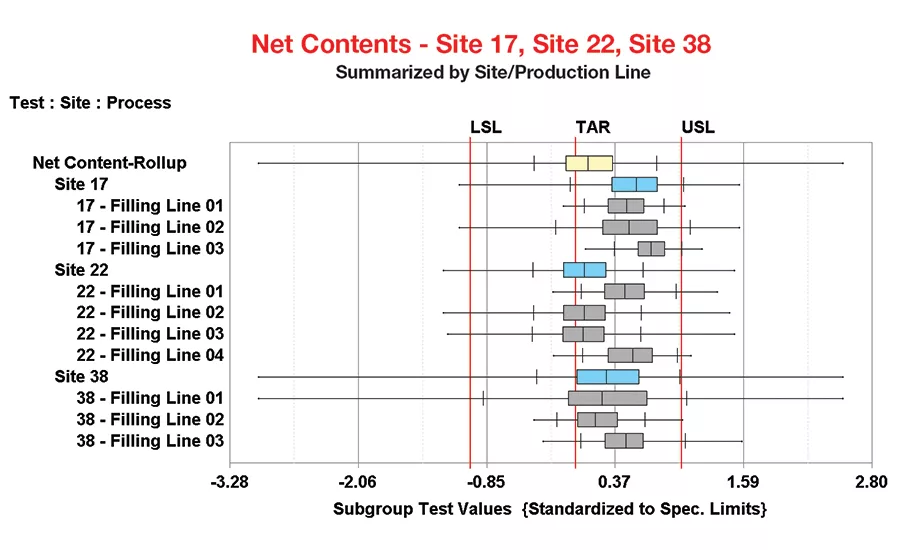
An InfinityQS box-and-whisker plot of net contents for three sites shows site 38 and filling line 01 have the most variation. Source: InfinityQS.
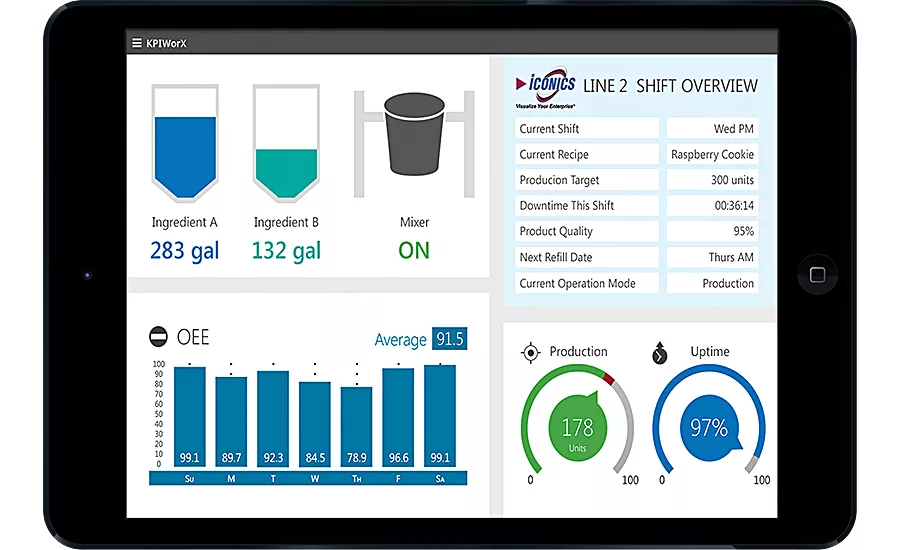
With ICONICS KPIWorX software, workers can visualize KPI data on mobile devices. Source: Iconics.
Remember the early days of data acquisition/collection systems? They often ran on DOS, VMS or UNIX operating systems. They weren’t terribly speedy. And, there wasn’t much room for long-term data storage since memory systems were pricey.
Today, microprocessors are extremely fast, memory is cheap, and data collection systems are all GUI or web based and save more data than you’ll probably ever need. And that’s the problem. So much data! How in the world do you make sense of it?
Without any analysis, general data collection, especially process data collection, is not intuitive, says Richard Clark, InduSoft Wonderware Schneider Electric application engineer. “In some cases, customers attempt to capture process data into personal databases or spreadsheets and find later on the data files are overwhelmingly huge, and retrieving any history in a timely manner is not possible.”
“Most [processors] have an idea where their trouble spots are, but not the degree [of them],” notes Tom Walther, chief innovation officer at ESE, Inc., a Control System Integrators Association (CSIA) member. “Bringing visibility to the decision-makers and knowledge-based workers heightens the awareness and makes actions more likely.”
Having a data collection system capable of capturing all relevant process data and analyzing it can be beneficial, adds Clark. Viewing the “big data” of a plant or process can reveal many bottlenecks, inefficiencies and areas for cost savings that would not otherwise be possible.
“The goal of having data is to move away from arguments where someone’s gut tells him something to a data-driven decision process where the facts are clear and transparent,” says Michael Risse, Seeq vice president.
Data collection is about manufacturing intelligence—systems that collect and store data, and present it to users in a contextualized, relevant, timely manner to drive productivity improvements efficiently, says Richard Phillips, manufacturing intelligence product manager, Polytron, Inc., a CSIA member. Manufacturing intelligence systems provide traceability, performance management, production planning and scheduling, workflow management, messaging, notification, quality and SPC, adds Phillips.
Data collection software/systems provide insight into how processes are behaving, says Melissa Topp, ICONICS director of global marketing. In addition, these systems identify production trends, automate process line control and identify, correlate and provide visibility of key metrics (e.g., OEE, availability, quality performance and MTBF) by providing dashboards in the plant or online wherever needed, states Topp.
“Most [processors] have an idea where their trouble spots are, but not the degree [of them]...Bringing visibility to the decision-makers and knowledge-based workers heightens the awareness and makes actions more likely.”
For instance, “a major spirits producer, Campari, made an initial investment in control technology to visualize its process at a new facility,” recalls Todd Montpas, Rockwell Automation project manager, information software. “Each recipe flows through designated tanks in the processing facility, from receiving sweeteners in blending tanks to cooling, filtering and cutting to proof in bottling tanks. With a modern HMI solution, Campari can monitor how the spirits move along the process, down to the gallon.” By tracking specific liquids throughout the operation, Campari can make sure the specified ingredients and amounts are in each batch. Enterprise manufacturing intelligence (EMI) systems take the production information beyond visualization to the analysis and reporting of trends with tools that focus on KPIs like temperature and product consistency, continues Montpas.
Accessing data in an older system is not always an easy task, even for the experts. David Lewis, business analyst for Sierra Nevada Brewery Co., says before implementing Inductive Automation software, the brewery’s IT team had numerous requests for visualizing data. The requests took a long time to develop because there wasn’t an easy way to get the data. Since implementing the new software, the team can obtain the information easily, from anywhere in the plant. “Now, the data is all there,” Lewis says. “It’s the keys to the kingdom.”
Think it through
“It’s dangerous for [any] business to start with a buzzword like OEE and then try to force in a software product to give visibility to an issue that may or may not exist,” says Kirt Anderson, senior MES project manager for Stone Technologies, a CSIA member. “You have to start with the business requirements. If the needs of the business are not being met by any or all of the functional areas, each of them has to be addressed. For example, if a company is struggling to fill orders on time, first you must determine what is causing the issue. Is it a capacity problem, a bottleneck in the process, worker inefficiency? No data collection software will provide the answer if you just install it and ‘hook up some tags.’” A properly developed system requires a coordinated effort between operations management, engineering, quality, supply chain and production, concludes Anderson.
“One important thing to keep in mind is that known trouble spots normally get attention from maintenance and improvement projects,” says Kevin McClusky, Inductive Automation co-director of sales engineering. And, if already known issues exist in a location, putting data collection in will simply confirm what the company already knows. However, data collection of bottling/packaging lines may reveal hidden performance improvement opportunities, according to McClusky.
“Data collection and analysis should be integrated in a site- or enterprise-wide project to reduce cycle times, increase quality and improve profitability,” offers Patty Feehan, senior developer for Maverick Technologies, a CSIA member. “Relying on known issues leads to island solutions, not an encompassing strategy for process or productivity improvements, which would require developing corporate-wide standards for data acquisition and storage, as well as interfacing to modeling tools for exploratory and predictive modeling.”
This broader-brush technique can help find hidden issues. “Producers are routinely unsure what the root causes of their trouble spots are,” says Steve Malyszko, president and CEO of Malisko Engineering Inc., a CSIA member. “When this is the case, it’s best to collect data from as many points in the process, packaging lines or building services as economically feasible.” Automatic data collection can greatly assist with revealing root causes as it captures plant floor data 24 hours a day, seven days a week, adds Malyszko.
There are good reasons to employ data collection in the food and beverage industry. “The most value in a regulatory regime is realized where the cost of noncompliance is the highest, so look for critical hazards that can be automatically monitored,” says Tim Linnell, business development manager, food and beverage, Eurotherm by Schneider Electric. “Typically, those areas are where thermal processing ensures the reduction or eradication of pathogens, but referring to the HARPC/HACCP plan will identify quite quickly where to apply data recording.” Second, according to Linnell, processors can improve quality and reduce waste by looking for situations where variability presents potential problems that may be solved via control applications. These could include over-/under-fill, weight issues or the consistency of baked products.
Kathy Barbeire, CAT Squared marketing manager, recalls one client that used a data collection system to meet regulatory requirements. The company, Heartland Catfish in Itta Bena, MS, chose to adopt new technology to get out in front of the USDA/FSIS 18-month transitional implementation period for catfish producers.
“We were concerned about the impact these changes would have on our company,” says Tim Millwood, Heartland vice president of operations. “Our company had previously had success using CAT Squared in automating our labeling process, so we approached them for help.”
CAT Squared implemented its Food Safety Quality Management solution at the plant. Now, Heartland’s HACCP checks are completely paperless, and records are updated in real time. Heartland receives automated reports every day via email and sends them to all stakeholders and the USDA, removing any need for additional manpower to meet the new regulations.
Meeting the needs of food and beverage
Data collection should be an attribute of almost any software application—process control, MES, enterprise asset management (EAM), ERP, LIMS—because while processes live in the present, keeping records and histories is essential to meeting regulatory demands, managing recalls if one is necessary and fine-tuning manufacturing systems.
“We rarely install a standalone data collection system,” notes Stone’s Anderson. “Our primary value-add is helping our clients with the design and installation of plant information management systems [PIMSs].” When properly engineered, these systems provide a single point of data aggregation with an industrial historian at its core. “The key is not the collection of data; it’s the aggregation of multiple data sources to provide the required context, at an asset level, for solving industrial problems.”
To meet the needs of regulatory agencies, software systems must meet specific requirements for recording data automatically. “Infor EAM can support specific industry segment needs like electronic signatures and/or 21 CFR Part 11,” says Kevin Price, product director, Infor EAM portfolio. “With a built-in capability to procedurally control workflow, an audit-grade platform allows companies to make changes to critical equipment and updates to maintenance procedures.”
“The Food Safety Modernization Act is a primary driver for maintaining comprehensive operational records and systems,” states Maryanne Steidinger, Schneider Electric Software director, industry solutions. “A failure in the process, whether it’s a product or labeling breach, must be immediately recognized, isolated and rectified. Complete recordkeeping to prove a remediation process also must be maintained for examination and proof of compliance.” Schneider’s Historian and MES systems provide the backbone for maintaining the record of a process and proof of rectification, as well as improving process uptime and productivity.
“Our software is FDA Part 11 validated,” says Courtney Heim, account manager for MPDV USA, an MES software provider and CSIA member. “HYDRA [MES] software was originally FDA validated in 2005, and the solution has continued to maintain this validation while increasing its traceability functionality.” The software’s tracking and tracing module lets processors document which raw material batches and intermediate products make up a finished product and the processes it ran through. The result, says Heim, is an electronically generated report of a batch tree, which can help determine the root cause of an issue by localizing it.
“Automation and data tracking are particularly important for the food and beverage industry because FDA has specific regulations such as food labeling and expiration dates,” says Kevin Beasley, Vormittag Associates Inc. (VAI) chief information officer. “Automation enables food and beverage companies to track products, label them accurately and deliver them well ahead of expiration dates.” Other industry-specific needs include lot and date tracking, broken-case unit conversions, catch-weight pricing, truck routing, flexible contract pricing and rebates or buybacks—all of which require extensive data that needs to be stored and analyzed, according to Beasley.
“It is critical that what is inside a package matches what is specified on the label,” says Eric Weisbrod, InfinityQS International director, technical services. With InfinityQS software, users can scan the package’s barcode and let the software automatically verify the product being run matches the packaging. Catching packaging errors early saves material and labor costs.
Data vs. insight
“Data is a necessary precursor to insight,” says Seeq’s Risse. “So, in process industries where companies complain about swimming in data and lacking insight, it is jarring, for me at least, to see the word data so often without a qualification regarding the end goal. The questions are: What/How is that last mile delivered, in apps or a dashboard? Does mobile support matter? Can off-the-shelf solutions enable the necessary insights, or is custom development required?”
Acquiring the desired insight can be hindered by equipment that doesn’t collect the right data. Although many systems automatically reject nonconforming products, they only keep count of how many products have been discarded, observes Weisbrod. They do not perform analyses to determine which product has historically been more costly or which line has had the most issues, and the data is isolated on each device. By integrating these devices with data collection software, users can obtain information about the efficiency of each production line, as well as an entire plant, the kind of insight that allows pinpointing the greatest opportunities for cost reduction and quality improvement. It also allows manufacturers to make incremental adjustments (e.g., running more complex products on newer, more reliable equipment) to maximize throughput, reduce scrap and realize cost savings that were previously unidentified.
Getting started, finding paybacks
How does someone begin to collect more data—and insight? “If I were a processor, I’d first address what my obvious weak points are,” says Schneider’s Steidinger. “For example, if I had no data collection or no ability to record events directly from the process, I would start there and add a data historian to the process control mix.”
But some processors don’t even have automated equipment; they run fully manual processes. “Many still use old strip chart recorders for their official data collection, which provides little value in terms of accuracy and the improvement of processes,” says Ed Stern, Canary Labs vice president of operations.
For these facilities, Steidinger suggests a system that manually accepts data (such as an MES) to overlay the process, do the manual data capture and start the foundation for a GMP-based system. “We often recommend a smaller processor select a trusted systems integrator. These firms are knowledgeable in the market, have experience doing projects and have been exposed to many different types of systems and processes. Customers get ‘best practices’ from the SI, which can save them a tremendous amount of time and money when implementing a system. Additionally, training is critical when implementing a new system to replace manual recordkeeping.” SIs can assist with training, system familiarization and setup/maintenance to ensure uptime, correct/accurate system performance and ultimately a fast ROI, adds Steidinger.
“In general, a data collection system requires some field hardware to be installed, and changes must be made to PLC programs and SCADA or other systems where user inputs are expected,” says Steve Comeau, senior business intelligence developer at Hallam-ICS, a CSIA member. “The field hardware can include counters, sensors, proximity switches and interfaces to equipment such as scales. Computer hardware typically includes database servers and servers for the data collector interface programs.”
Field equipment must be properly maintained and calibrated since it’s the source of data for the data collection system, and the controls are only as good as what the sensors measure. “Food processors often fail to maintain sensor systems in a good state,” says Eurotherm’s Linnell. “Calibration and tolerance are important, yet we have seen installations where there is no calibration regime in place. A well-calibrated thermal process is better controlled and will run at peak efficiency.”
“There are many areas where a processor can realize a substantial ROI by implementing a data collection system,” says Maverick’s Feehan. “Material usage, downtime and manual entry are some of the areas where a processor can usually see immediate cost savings.”
“Data collection for quality specification purposes is key—from the mixing/recipe process to processing, cooking, bottling, filling and case packing,” offers Vic Kingery, GE Digital commercial leader, manufacturing. “Quality compliance is required across the entire value stream.”
“Usually, where the ingredients are being measured and mixed is where the largest ROI occurs,” says MPDV’s Heim. When an employee is ready to add ingredients, the MES can scan the input material to verify it is correct and capture the ingredient’s serial number. “The MES also can connect to a scale to make sure the exact quantity according to the recipe was measured out and applied to the batch.”
Many processors start out with a simple system. Later, if they find they also need process oversight and management, they will look at more sophisticated systems such as an MES and/or business process management (workflow) to make their processes compliant and repeatable over a line, a site or the entire corporate group. If they need more throughput on their packaging line, they often turn to OEE, which for many processors, is the starting point for a more advanced system architecture/solution, states Steidinger.
To the cloud and beyond
With more workers and managers on the go, accessing data collection systems via web-based systems is becoming an important prerequisite, but the data must be secure. “Web-based HTML5 end-user screens are the norm now,” says GE’s Kingery. “Cloud-based data collection systems are in the early stages but are becoming more and more popular as companies realize the lower total cost of ownership and maintenance, as well as the repeatability and scalability of solutions.”
However, many aspects of security need to be addressed. “User ID, login credentials, network connectivity and access, systems maintenance, edge device security and more must be deployed together for a holistic security strategy,” according to Kingery.
“Clients want real-time data collection, so the system must be ‘local’ to the operation,” says Steve Malyszko. “Clients want to have access to the data anywhere, hence, the desire for web-based viewing of data. Off-the-shelf software solutions provide real-time ‘local’ access and web-based viewing. A qualified, experienced integrator can configure the software to be very secure.”
“For machine builders with smaller collection needs, local or built-in processors can collect data, aggregate it and display it for use by integrators, process engineers, maintenance personnel, etc.,” says InduSoft’s Clark. “InduSoft Web Studio software is designed with this flexibility in mind. It can be connected to many types of equipment and be platform agnostic when needed. Tiny platforms must, by necessity, store their process data on a cloud server, which then [mandates] the need for secure IIoT interconnectivity.”
For more information:
Richard Clark, InduSoft Wonderware Schneider Electric, 513-349-0334,
richard.h.clark@schneider-electric.com, www. indusoft.com
Tom Walther, ESE, Inc., 715-387-4778,
walthert@ese1.com, www.ese1.com
Michael Risse, Seeq, 206-801-9339,
michael.risse@seeq.com, www.seeq.com
Richard Phillips, Polytron Inc., 678-328-2999,
rphillips@polytron.com, www.polytron.com
Melissa Topp, ICONICS, 508-543-8600,
melissa@iconics.com, www.iconics.com/food
Todd Montpas, Rockwell Automation, 440-646-3434,
tamontpas@ra.rockwell.com, www.rockwellautomation.com
Kirt Anderson, Stone Technologies, 636-530-7240,
kanderson@stonetek.com, www.stonetek.com
Kevin McClusky, Inductive Automation, 800-266-7798,
sales@inductiveautomation.com, www.inductiveautomation.com
Patty Feehan, Maverick Technologies, 888-917-9109,
patty.feehan@mavtechglobal.com, www.mavericktechnologies.com
Steve Malyszko, Malisko Engineering, 314-621-2921,
smalyszko@malisko.com, www.malisko.com
Tim Linnell, Eurotherm by Schneider Electric, 703-724-7300,
tim.linnell@schneider-electric.com, www.eurotherm.com
Kathy Barbeire, CAT Squared, 501-328-9178,
kathy.barbeire@catsquared.com, www.catsquared.net
Kevin Price, Infor, 866-244-5479,
kevin.price@infor.com, www.infor.com/solutions/eam
Courtney Heim, MPDV USA, 708-966-4290,
c.heim@mpdv.com, www.mpdv.com/us
Kevin Beasley, Vormittag Associates, 800-824-7776,
vai@racepointglobal.com, www.vai.net
Maryanne Steidinger, Schneider Electric Software, 949-639-8713,
maryanne.steidinger@schneider-electric.com, software.schneider-electric.com
Eric Weisbrod, InfinityQS International, Inc., 703-961-0200,
eweisbrod@infinityqs.com, www.infinityqs.com
Ed Stern, Canary Labs, 814-793-3770,
estern@canarylabs.com; www.canarylabs.com
Steve Comeau, Hallam-ICS, 802-658-4891,
scomeau@hallam-ics.com, www.hallam-ICS.com
Vic Kingery, GE Digital, 800-433-2682,
victor.kingery@ge.com, www.ge.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



