Heat exchangers
Cheese maker expands capacity with heat exchanger technology
A novel use of evaporation has increased drying capacity for a major European cheese processor
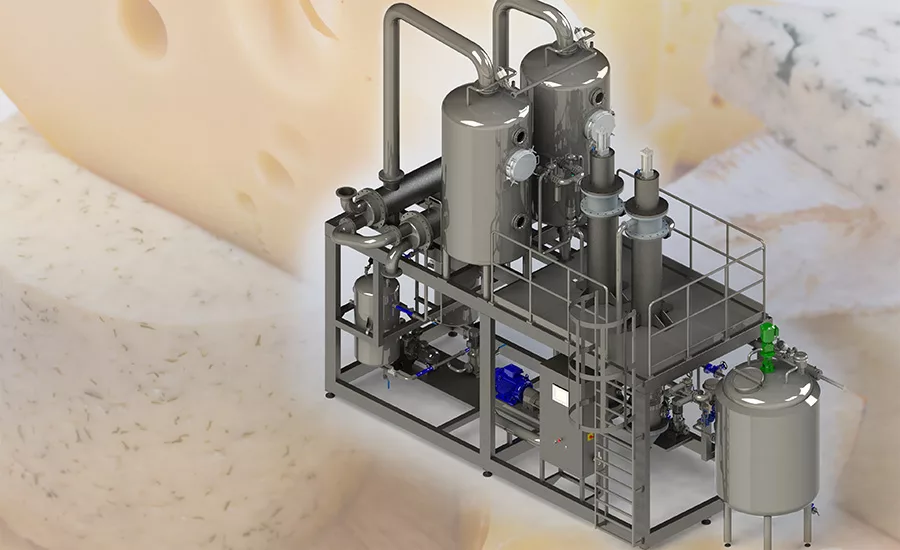
Rather than dispose of out-of-spec cheese, a European cheesemaker uses a HRS Unicus scraped-surface heat exchanger to “pre-dry” reject cheese products before sending them to the dryer, making the process more efficient and saving energy. Photo: HRS Heat Exchangers
On our poultry farm, instead of throwing away cracked eggs, we either gave them to our German shepherds, or my mom used them for baking. No wonder our dogs had the best looking coats you could imagine; the egg protein provided a healthy sheen. So, if you’re making cheese for human consumption, and some of it fails to meet your spec for quality, why not repurpose this lower quality product as high-quality protein product for use in pet food and animal feed?
Such is the case for a European cheese maker who found a novel use for a heat exchanger to reclaim cheese from production sites across Europe, which otherwise could have gone to waste.
When the cheese processor wanted to increase production capacity, its first thought was to install an additional dryer, which was an expensive and energy-intensive solution. However, as the capacity of the dryer is determined by the amount of water it can remove per hour, another way to increase overall throughput would be to reduce the water content of the cheese products before drying, so that a larger volume could be dried at one time.
The cheesemaker approached HRS Heat Exchangers because of its established expertise in evaporation and concentration technology. The first step was to determine if the existing dryer would cope with a more concentrated cheese solution. HRS supplied a trial evaporation system, which the processor used to analyze all aspects of the revised production system, the properties of the materials and the potential results. The trial unit proved that the concept was feasible, and so HRS designed an appropriate evaporation system to sit between the existing pasteurizer and dryer.
The trials and material analyses also showed how the physical and thermal properties of the cheese changed as it is heated, and the water is removed. At the beginning of the process, the product is fairly liquid with good thermal transfer characteristics, but as water is removed it becomes more solid and concentrated, with less heat transfer. To provide adequate processing, a continuous treatment process would have to be designed around the “worst case” thermal characteristics at the end of the process.
It was, therefore, decided to adopt a batch treatment approach as overall this required a smaller heat transfer surface, less equipment, and less energy, requiring a smaller evaporator, smaller ancillaries, and less energy to operate. The batch system, which employs two tanks—one of which is filled while the other is being treated—is also simpler to design and operate. Employing a two-tank system with full automation also results in a continuous operational process.
Heated cheese is a high-fouling, extremely viscous material. Therefore, an evaporator based on the HRS Unicus Series of reciprocating scraped surface heat exchangers was supplied to prevent the buildup of cheese and burnt-on cheese residue on the tube walls of the heat exchanger. To reduce energy requirements and improve operational efficiency, the evaporator operates at a vacuum of around 200 mbar (0.197 standard atmosphere), meaning that the water in the cheese solution boils off at 60°C (140°F).
HRS supplied two complete skid-mounted systems, each of which comprised the Unicus evaporator, two tanks, pumps, controls, and connections. Each skid-mounted system can process 3.6 tonnes (3.968 U.S. tons) of cheese product per hour, increasing the total solid concentration from 34 to 45 per cent, and increasing dryer capacity by a similar amount.
For more information: HRS, 1-770-726-3540; info@us.hrs-he.com; http://www.hrs-heatexchangers.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







