The Sweet Side of Membrane Separation: Enhancing the Sweetener Manufacturing Processes
-various-kinds-of-sugar-close-up_lr.webp?t=1689875915)
Image courtesy of Solecta Inc.
Sweeteners are essential in the global food and beverage industry, serving as an important ingredient in countless products. Amid consumer preferences shifting toward healthier, natural, and low-calorie options, the industry is experiencing exponential growth. Producers face the challenge of efficiently and sustainably creating high-quality sweeteners to keep pace with this demand. In this ever-evolving landscape, sweetener production has progressed into both an art and a science, demanding stable and robust methods for separation and refining processes. As a solution to these challenges, separation technology has emerged as an advanced and increasingly essential step in manufacturing to help producers achieve increased purity and quality. One approach, in particular, has captured industry attention for its efficiency and sustainability: membrane separation.
Leveraging Membrane Separation Technology in Sweetener Production
Membrane separation processes offer a wide array of advantages in producing various sweeteners. These processes include:
- Clarification is usually the initial stage of the separation process, where suspended solids, colloidal impurities, and other contaminants are removed. The membranes act as selective barriers, allowing water and dissolved solutes to be passed while retaining larger particles, suspended solids and impurities. This results in reduced operational costs, shorter production times, and higher clarity and purity in final product quality.
- Concentration is mostly used to remove water to concentrate the syrup or the sugar juice. Separating the water from the dissolved solid or the dissolved sugar, results in a higher concentration of sweetener compounds before it goes through an evaporator or crystallizer. This method is beneficial as it reduces energy consumption due to lower evaporation requirements than conventional techniques.
- Purification removes unwanted impurities from the stream, increasing the value and nutritional profile of the sweetener, whether from a food-grade sugar or a higher-grade sugar. By utilizing membranes, producers can increase the value of their products and expand the use of by-products in other applications. By leveraging this technique, sweetener manufacturers can achieve higher purity levels with lower expenses.
- Fractionation entails separating sweetener components based on their molecular size, weight, and charge, customizing sweetener compositions to meet specific requirements and optimizing their functionality in various food and beverage applications. Membrane-based fractionation empowers sweetener producers to create tailored products that cater to evolving consumer preferences.
- Desalting is separating the salts from the sweetener solution to help improve the purity of the sugars. Producers can achieve salt-free sweeteners with improved taste and quality by employing membrane separation, meeting the growing demand for reduced salt content in food and beverages. As a result, sweetener manufacturers can achieve precise control over salt concentrations, leading to an enhanced final product.
- Decolorization removes color from sweeteners caused by impurities, whether pigments, colorants, or something else. Membranes can selectively remove color-causing compounds without affecting the remaining chemical composition of the mixture, resulting in a high-quality, visually appealing sweetener with minimal loss of valuable elements.
Often processes can go hand in hand, such as purification and fractionation. For example, one could utilize a purification step in the manufacture of dextrose followed by a fractionation step that separates the mixture into high-purity sugar syrups streams.
Separation and Purification Processes
As outlined in the aforementioned processes, separation plays a key role in isolating and purifying sweetening agents, removing impurities, and achieving the desired composition and characteristics. Some common separation methods used in the industry include the following process steps:
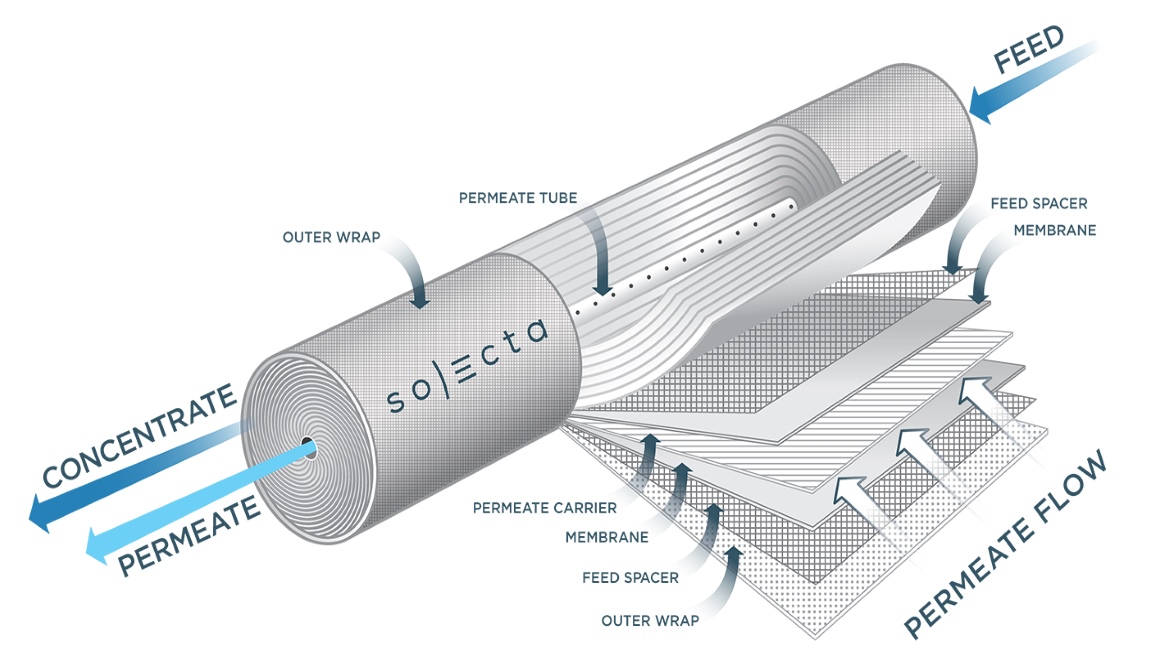 Example of Solecta's spiral wound membrane filtration element. Image courtesy of Soletec
Example of Solecta's spiral wound membrane filtration element. Image courtesy of Soletec
- Centrifugation separates particles based on density using centrifugal force. The heavier particles, impurities or unwanted solids, are forced to the bottom, while the lighter sweetener fraction can be collected from the top by spinning the solution rapidly. However, it may not be effective in separating smaller particulates and requires high energy input.
- Rotary Drum Vacuum Filtration (Media Filtration) utilizes a rotating drum partially submerged in the sweetener solution. As the drum rotates, a vacuum is applied, which draws the liquid through the drum's filter media, leaving behind solids and impurities. Diatomaceous earth and activated carbon are commonly used as filter media.
- Membrane filtration, as described above, separates components based on size and/or charge, making it a versatile method for various applications. However, it typically requires a pretreatment step, and the membranes can present challenges such as fouling and degradation over time without proper cleaning protocols.
- Ion exchange is a method for separating components of a mixture based on their relative distribution between a mobile phase and a stationary phase, achieving high purity levels. However, it can be expensive and time-consuming, requiring multiple cycles for optimal purification.
- Crystallization is a selective method for separating and purifying specific components based on solubility. However, it can be a slow process and requires complex temperature and concentration control, which may alter the flavor and aroma of the product and increase operational costs.
Introduction to Membrane Separation Technology—Common Membrane Form Factors and Types
Membranes come in various form factors including tubular, ceramic, and polymeric. Due to its flexibility, compatibility and cost-effectiveness, polymeric provides the greatest benefit. Membrane separation technology encompasses several distinct types designed to address different separation needs. There are four primary classifications of membranes:
- Microfiltration (MF) separates particles in the range of 0.1-10 µm (also expressed in molecular weight units, 300,000 to 3,000,000 Daltons), including suspended solids, bacteria, and large molecular weight compounds. It is commonly used to remove impurities and achieve the desired clarity and purity of the final product.
- Ultrafiltration (UF) separates molecules in the range of 0.001-0.1 µm (1,000 to 250,000 Daltons), including proteins, polysaccharides and smaller molecular weight compounds. UF is often used in the sweetener process for concentration and purification, enhancing the final product's overall quality.
- Nanofiltration (NF) separates molecules between 0.0001-0.001 µm (200 to 1,000 Daltons). NF is used to selectively separate specific ions and small molecules while allowing others to pass through. This technology is beneficial to achieve partial desalination, color removal and the separation of specific compounds.
- Reverse Osmosis (RO) separates water molecules from other components, such as salts and minerals. The pores in RO membranes are only several angstroms wide, which allows water molecules to pass through while retaining larger molecules. RO is used to remove impurities, concentrate sweetener solutions and achieve high levels of purification.
Using appropriate technology, sweetener producers can achieve precise and efficient separation, producing high-quality, pure and desirable products.
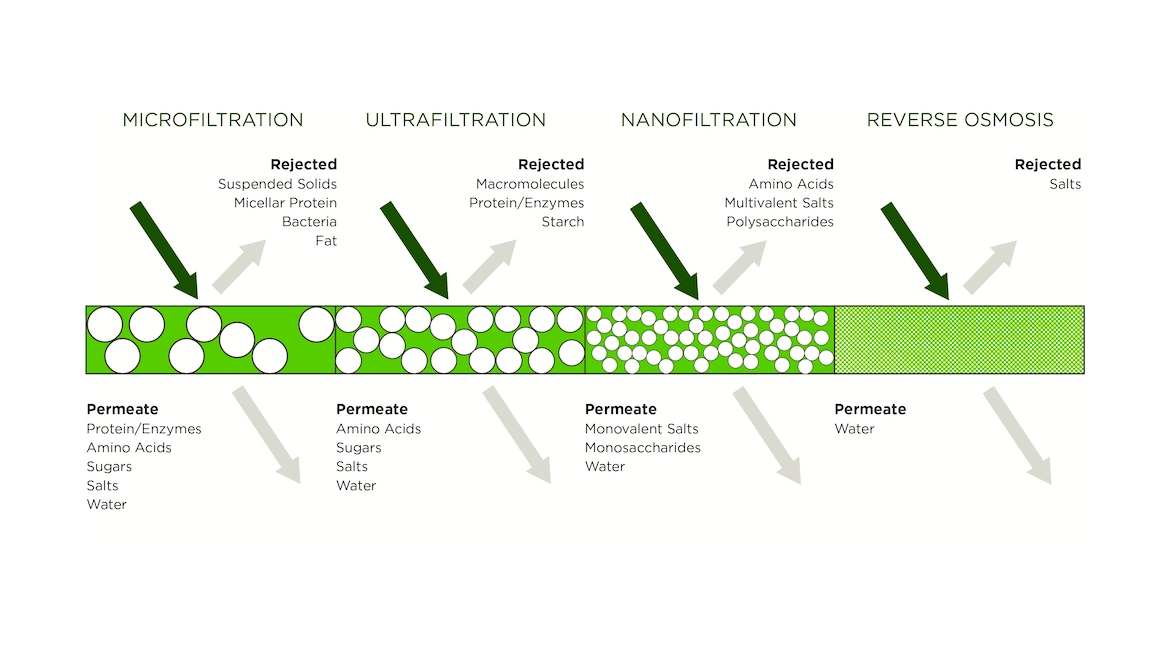 Types of membrane separation. Image courtesy of Soletec
Types of membrane separation. Image courtesy of Soletec
Examples of Membrane Separation Technology Applications used in Various Sweeteners:
- Dextrose, or glucose, is a widely used sweetener derived from various sources such as corn, wheat or potatoes. The clarification process utilizes membranes to remove suspended solids, impurities and unwanted particles from the dextrose solution. It ensures a clearer and purer dextrose solution, producing a high-quality sweetener. Membrane separation use in dextrose production provides consistent quality and desirable properties for various food and beverage applications.
- High-fructose corn syrup (HFCS) is a widely used sweetener derived from corn starch and used in producing carbonated beverages, baked goods and processed foods. Membranes are employed to fractionate and separate glucose and fructose molecules in HFCS, ensuring the production of high-quality products with consistent sweetness and performance. The efficient separation, purification and concentration results in a high-quality sweetener product widely used in the food and beverage industry.
- Stevia sweetener is a natural, low-calorie sweetener derived from the leaves of the stevia plant. The production of stevia sweetener involves several steps to extract and refine the sweet components known as steviol glycosides. Membranes contribute to producing high-quality stevia sweeteners that meet consumer demands for natural and healthier alternatives.
- Low-calorie sweeteners, artificial sweeteners or sugar substitutes, are widely used to provide sweetness without the added calories associated with traditional sugars. Membranes ensure consistent sweetness, which enables producers to meet the growing demand for low-calorie alternatives without compromising taste and quality.
From clarification to purification, concentration to decolorization, membranes offer precise control over the composition, purity and functionality of sweeteners. Incorporating membrane separation technology into production processes increases operational efficiency while reducing costs improves product quality, and enables producers to deliver higher-quality products.
Advantages of Membrane Separation Technology
In producing sweeteners, membrane separation technology is critical in enhancing product purity and quality. This technology efficiently eliminates impurities from raw materials, ensuring the final product meets strict quality standards. By selectively removing undesirable components, they make it possible for producers to deliver pure and refined sweeteners while maintaining consistent standards, even with varying raw material compositions.
The size selectivity and separation capabilities of membranes help producers maintain product consistency and quality, regardless of variations in the feedstock composition. They can also operate at a wide range of temperatures, which prevents product degradation. This versatility allows sweetener producers to customize their processes and achieve desired product characteristics, such as sweetness profile, purity and consistency. Membranes can also minimize environmental impact by reducing water, energy and chemical usage and waste generation compared to other methods. Finally, the optimized use of membranes offers the lowest cost of operations, making it the most cost-effective separation technology.
Future Prospects and Industry Outlook
The sweetener industry is changing to meet the growing demand for natural and healthier alternatives, and membrane separation technology is expected to play a big role in this shift. Producers can use this technology to improve product quality, meet consumer preferences, and create more efficient and sustainable production practices.
As technology advances, we can expect new and improved membranes that offer better selectivity, stability and fouling resistance. Smart technologies and automation will also optimize process control and monitoring, making it possible to adjust processes in real-time for optimal performance. These advancements will transform the sweetener industry, allowing endless possibilities for innovation, growth and a more sustainable future.
Success Story—Improving Purity and Increasing Productivity with a Dextrose Processor
Solecta, Inc., an advanced membrane separation technology and solution provider, recently assisted a dextrose processor in improving the quality and increasing the productivity of their production process. The client was interested in improving operational performance and faced quality issues and long lead times from one of their nanofiltration (NF) suppliers.
Solecta collaborated with the client to develop a new solution that significantly improved the quality of the dextrose (achieving a purity level of over 99.5%) and increased productivity, resulting in approximately 2% higher flow rates during the first three months of operation. This solution resulted in >$1.5 million in added productivity across all their NF systems.
Conclusion
In summary, using membrane separation technology in the sweetener industry can enhance production processes, boost efficiency and reduce environmental impact. This technology allows for precise separations, uses minimal energy, and generates minimal waste, making it an appealing solution for sustainable growth in the sweetener market.
As science and technology advance, sweetener companies should adopt membrane technology to drive process optimizations, remain competitive in a constantly expanding market and contribute to global sustainability efforts. Additionally, membrane separation processes can be adapted for large-scale operations and niche manufacturers. It's an opportune time for manufacturers and stakeholders to adopt this technology, as it can potentially protect significant environmental resources and create new opportunities for industry growth and development.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



