Bulk Processing
Piab Introduces Bag Gripper
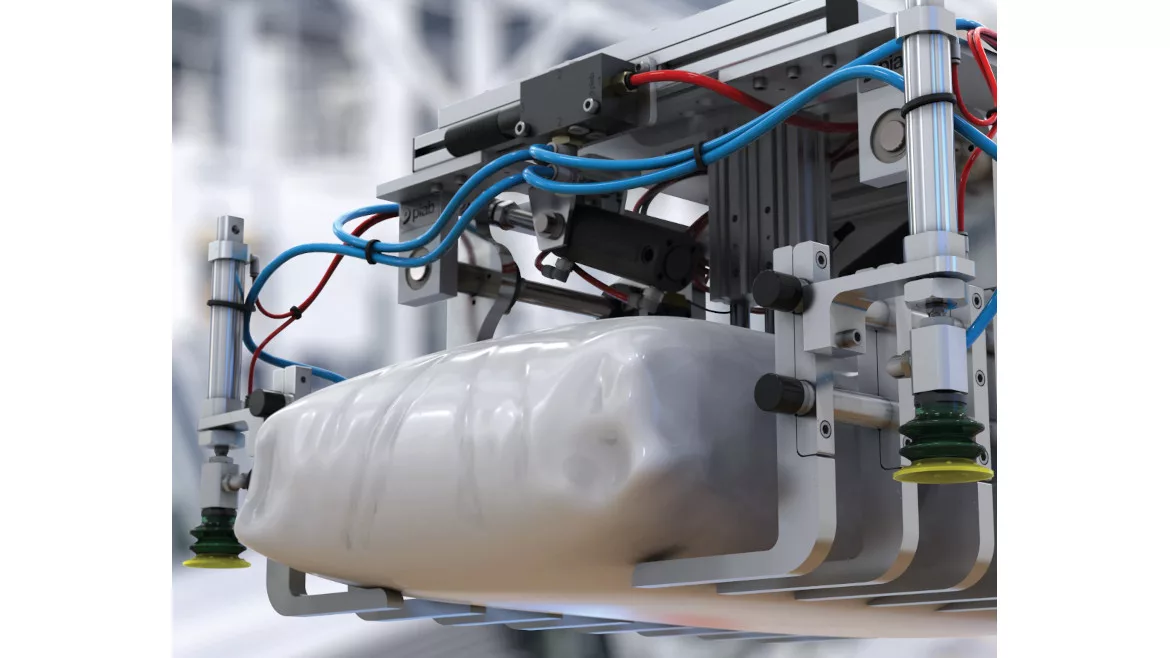
Image courtesy of Piab
Piab has introduced a lightweight bag gripper, the LBG-50, which lifts sacks and bags with weights of up to 50 kg (110 lbs.). As it is a pre-engineered tool, development time can be saved.
An unavoidable challenge when defining a new bag gripping system in a palletizing line is to get the exact measurements to align with the conveyor rollers for a smooth lifting and releasing process. This demands time-consuming analysis and design and, later, even more time for adaptation and adjustments.
Furthermore, additional solutions may have to be considered, e.g., for slip sheet handling, which prolongs the implementation process and may interfere with the original set-up and purpose of the gripper.
“LBG-50 is the result of our long experience from developing custom palletizing End-of-Arm-Tooling (EOAT)”, says Madeleine Sheikh, product manager at Piab Vacuum Automation Division. "What we have here is a complete pre-engineered bag gripper that is easy to install, adjust and maintain. It offers flexibility to fit any roller conveyor on the market, and slip sheets are handled just as easy by our vacuum-based upgrade option with Duraflex suction cups and COAX technology."
Handling sacks normally poses a challenge as they are heavy and flexible, yet with a surface that is sensitive to pinching, puncture or rough treatment. LBG-50 is designed to avoid that by providing a gentle but firm lift while a built-in top clamp plate secures the bag from above during motion. This allows higher cycle speed.
The arm and the framework of LBG-50 are made of aluminum, for sturdiness while still being lightweight. Other features are flexible width and finger positioning and generous mounting options. Flexibility also goes for the valve package, which can be configured with either Discrete I/O, Ethernet/IP or Profinet.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



-piFLOWt_family.webp?height=200&t=1691593145&width=200 "Piab's piFLOWt Series")
-LL-0280F_BBD_Pneumatic_5296_20230606_1300_GRAY_RGB_HI.webp?height=200&t=1696442745&width=200 "Flexicon's bulk bag discharger")


