Energy Management: Your New Competitive Edge
Reclamation of thermal heat is a conspicuous example of the many energy
initiatives underway as the food industry rethinks the ROI on energy
management.

As petroleum prices began sliding back in August from spring’s record highs, some manufacturing professionals undoubtedly folded up the energy plans they had drafted and tucked them into the back of a drawer, just as they had done in 2001, and 1980, and every other time a run-up in energy costs was followed by a cyclical bust.
But 2008 isn’t 2001. A drop below $100 a barrel of oil doesn’t signal a return to cheap energy. The inflation-adjusted price for oil was under $25 from the mid ‘80s through September 2003. Moderate givebacks for one commodity don’t offset the squeeze food manufacturers are feeling for raw materials and all types of energy. Unable to pass through all those increases, manufacturers are taking a harder look at the costs they can control. Chief among them is energy.
Current realities have brought a clearer focus on sustainability. No longer a feel-good program to save polar bears, sustainability increasingly is seen as a struggle for the survival of business organizations themselves. The first cap-and-trade auction for carbon emissions was scheduled in 10 northeastern states in September, and similar greenhouse-gas initiatives are being developed in the West and Midwest. Major corporations have concluded that action to address climate change will be required, and most of them are responding with sustainability programs with teeth.
Campbell Soup Co. joined the parade of Fortune 500s in formalizing an environmental, social and governance (ESG) policy in August. General goals give way to measurable actions when the report shifts to energy use (10 percent reduction by 2010), water use (1.5 million fewer gallons a day) and CO2 emissions.
“Sustainability is becoming bigger and bigger, and longer ROIs have to be accepted in order to hit our greenhouse gas target,” says Dave Watson, vice president-engineering of Campbell’s Pepperidge Farm unit. “For any publicly traded company, the big driver is from shareowners.”
Pressure also is being exerted on privately held manufacturers, and it’s coming from the executive suite as well as key customers. Fairfield, CT-based RC Bigelow Inc., makers of Bigelow tea and other brands, has made environmental stewardship a stated goal, and the driver is Cynthia Bigelow, president and granddaughter of the family-held company’s founder. “You better not be caught at a corporate meeting without concrete goals for reduced energy use, cutting landfill waste and using recyclable and recycled materials,” cautions Tony Greer, manager of the company’s Boise, ID, plant. “You need to have some skin in the game.”
Best practices in energy management are becoming a collaborative effort. Participation in a monthly webcast organized by Frito-Lay for copackers and other suppliers is steadily growing as small to mid-sized firms come to grips with the issue. For the snack-food company, the information sharing is a tool to help control its own costs by driving down its suppliers’ costs.
Capital availability is pushing energy up the to-do list. While investment giants such as Goldman Sachs stop short of requiring ESG policies, they are giving preference to borrowers who have them. In times of tight capital, that will leave corporations without a sustainability plan on the outside, looking in. For those striving to get ahead of the curve, a friendly financing environment exists. Even projects with modest returns are possible, thanks to utility companies eager to sell available energy to homeowners instead of less-profitable industrial accounts and venture capitalists attracted to greenhouse-gas initiatives. “We can access capital from international investors for carbon-reduction projects, and food companies will be able to monetize the savings,” says Jay Zoellner, president and CEO of EPS Corp., a Costa Mesa, CA, energy-management specialist. His firm recently expanded the portfolio of co-generation systems it operates for Dean Foods Co.
Assembly Bill 32 will compel California companies to document by 2012 the steps they are taking to reduce carbon footprints, with a target of 20 percent reductions by 2020. “There’s a leadership void in Washington,” points out Glen Lewis, a former Del Monte energy manager. Co-gen and other projects are attractive to investors in part because of the easily quantifiable carbon-reduction numbers they provide. But a stumbling block for comprehensive planning is a lack of actionable data, a need he has tried to address with a subscription information system (see related on page 74).
Oven exhaust is an example. Clayton Industries has engineered and built heat exchangers that capture virtually all the lost heat in exhaust above 200° C (392° F), returning it as steam or hot water, depending on a plant’s needs. Three years ago, Frito-Lay began investigating the system’s feasibility at its Perry, GA, plant. The recovery unit-“about the size and weight of a car,” according to Frito-Lay engineer Dave Chambers-was installed above a 15-ft.-long toaster oven. Process disruptions forced Clayton to make adjustments, but the bugs were removed and the unit delivered the 400-psi steam required for another application. In the last year, additional recovery systems have been installed in Charlotte, NC, and Jonesboro, AK, with minimal reengineering.
“It’s a good tool, but it has limited applications,” notes Chambers. “I’m looking for any way I can skin the cat,” and the Clayton system is one of four oven heat-recovery technologies he has evaluated. As the focus on efficiency has intensified, the corporate office has loosened the guidelines on ROI, accepting returns of as little as 12 percent. In the last 10 years, Frito-Lay has lowered operating costs 30 percent, with a goal of cutting it in half.
Electric motors pose another heat-recovery opportunity, particularly in plants where dissipated heat makes the refrigeration system work harder. Even a high efficiency motor turns 5%-10% of energy input into waste heat. With the growing use of stainless-steel motors in food plants, John Oleson was asked to engineer a water-cooled motor that could re-use the heat while reducing breakdowns from premature wear.
Oleson worked for a pharmaceutical company 20 years ago when that industry began considering stainless-steel gearboxes and motors in production areas. Since they didn’t exist, he launched Stainless Motors Inc., Rio Rancho, NM. The firm built motors up to 30 HP until a food manufacturer asked Oleson if he could engineer a 400 HP unit. Bearings and windings were failing at disturbingly short intervals. Why not take advantage of the noncorrosive quality of stainless and cool the motor with water, then use the water to feed the plant’s boiler? Each minute, about 6 quarts of clean, filtered tap water enters the 400 HP motor Oleson built and exits through a 1 in. line at 150° F enroute to the boiler.
“It’s like being handed 14 kW that you’ve already paid for,” he says. Assuming electricity costs 5 cents a kW, the recovered heat’s value equals $12,000 a year, resulting in a three-year payback. The water also lowers the operating temperature of the bearings by 50°. “There are still a lot of unknowns about the impact on the windings, bearings and other components,” he says, but mean time to failure had been six weeks. Oleson’s motor was still running after nine months. “Ten years from now, I think water-cooled stainless motors will be the norm at plants that cook and freeze,” he concludes.
Heat storage and re-use is becoming standard operating procedure in wort boiling for beer production. Vapors recovered during boiling in Werk Steinecker’s system are condensed and stored, then used to pre-heat wort for the next batch. Energy savings of 65%-80% are possible, according to the Freising, Germany-based company.
The genius of Steinecker’s system is the wort’s flow control during the process. Instead of the uneven thermal load that would occur if liquid is heated in a large kettle, the kettles boast greatly enlarged surfaces to distribute heat evenly and lower steam temperatures. Since the first North American installation in 2000 at Bohemian Breweries in Riverbank, CA, Steinecker wort systems have been installed in at least half a dozen US and Mexican breweries, including New Belgium Brewing in Fort Collins, CO.
Given centuries of commercial brewing, a great leap forward in energy efficiency and process control is remarkable. But the complexities of thermodynamics are still the subject of primary research to find new methods for heating and cooling. At the chillier end of the spectrum is the thermal time constant of mass calculations developed by Hench Control Inc., Hercules, CA. Two decades ago, the firm’s founder and fellow heat-transfer experts received a grant from Pacific Gas and Electric to study the thermodynamics of blast freezing. While the company expanded into all types of freezing and refrigeration systems for firms such as Nestle and Leprino Foods, the blast freezing work highlights misconceptions surrounding product cooling.
Hench engineers noted the distinction between blast time and soak time. After heat is removed from the surface of the food, the cooling system should throttle back until the interior achieves some equilibrium, a time period that is dependent on mass and composition. Instead of continuing to bombard the food with cold air, the Hench team was able to freeze it in the same time but with 28 percent less energy input. “The parabolic curve of temperature wants to go straight,” says Alex Daneman, Hench’s CEO, “but the removal of heat is the result of product conduction, not the heat transfer coefficient on its surface.” As the breadth of product experience has expanded and the logarithms powering its calculations have improved, even greater energy savings have been achieved, he adds.
“Energy management is a huge competitive tool in today’s environment,” Daneman notes. “At the same time, corporations want to reduce their carbon footprint, and we’re able to quantify a reduction of carbon dioxide.”
Technologies that were exotic a few years ago are finding mainstream audiences. A 250 kW fuel cell that generates electricity and hot water was installed two years ago in Pepperidge Farm’s Bloomfield, CT, bakery. In August, a 1.2 MW fuel cell joined it, helping to supply 70 percent of the plant’s energy needs. Natural gas is combined with ambient air in an electrochemical reaction, resulting in negligible amounts of exhaust. Fuel cells remain expensive technology. Fortunately for Pepperidge Farm, state and federal grants subsidized half the cost of its cells, resulting in a three-year payback.
The $58 million marketing campaign by Texas oilman Boone Pickens to promote wind power is stimulating interest in alternative fuels. Pickens suggests wind could free up natural gas currently used for electrical generation for use in vehicles. Another fleet fuel that could find an expanded market is liquid propane, and Schwan Food Co., operator of one of the largest propane-powered fleets, hopes to convert that interest into a business opportunity for propane-injection technology it acquired several years ago (see story on page 72).
Part of the appeal of fuel cells is the waste heat they capture and deliver to boilers and steam systems. That’s also the big selling point with combined heat & power (CHP), or co-gen. Because EPS Corp. owns and operates three new co-gen systems at Dean Foods’ dairies, ROI considerations were moot, admits Dale Bunton, vice president-energy management at Dean. But co-gen’s sustainability dimension also had appeal. “We’re very aware of how much carbon dioxide we’re putting into the atmosphere,” says Bunton. “The economic savings and reduction of capital investment to zero was important, but we also became good stewards in the communities, and that’s also important.”

 Creating “a zero-waste mentality” has replaced a project mentality at the nearby PowerBar plant, according to factory manager Mike Schmidt. Water is a precious resource in the high desert, and reducing water consumption has been at least as big a focus as the plant’s modest electricity use. Local workers are inclined toward environmental stewardship, and the Nestle unit wants to foster green practices both at home and work. “Our continuous-improvement green team just presented us with 15 ideas,” says Schmidt. “They won’t save a lot of money, but we will respond to all of them to show our commitment to the effective use of natural resources.”
Creating “a zero-waste mentality” has replaced a project mentality at the nearby PowerBar plant, according to factory manager Mike Schmidt. Water is a precious resource in the high desert, and reducing water consumption has been at least as big a focus as the plant’s modest electricity use. Local workers are inclined toward environmental stewardship, and the Nestle unit wants to foster green practices both at home and work. “Our continuous-improvement green team just presented us with 15 ideas,” says Schmidt. “They won’t save a lot of money, but we will respond to all of them to show our commitment to the effective use of natural resources.”
Three years of groundwork for the plant’s “participative culture” preceded the start of PowerBar’s conservation initiative two years ago. Results are measured against tons of finished goods. By that metric, electrical use is down 5% and water consumption 47%.
Approaching manufacturing from a cost-per-unit perspective is more effective in improving energy efficiency than speed- and throughput-driven models, believes Tom Reid, an electrical engineer with Integrated Power Services, Greenville, SC. NEMA premium motors will be mandatory by December 2010, and leading manufacturers are specifying upgrades from EPAct motors with EE nameplates to EP nameplates on replacement motors and in new equipment. But those upgrades, while delivering some energy savings, miss the larger opportunity in a system solution. If more efficient torque converters or gear reducers are used, a motor one or two frame sizes smaller might be possible, significantly improving payback, says Reid, engineering and quality manager.
John Malinowski, product manager-AC & DC motors at Baldor Electric Co., concurs. “There is more efficiency to be gained by looking at more efficient components than simply more efficient motors,” he says. He cites a helical gearbox that runs off a 6.3 HP EP motor that delivers the same torque as a double worm-drive gearbox that uses a 10 HP EE motor. The annual savings run into four figures. Assuming a 15-year service life, the energy savings approach five figures.
Recognizing the economies, large manufacturers have driven double-digit sales growth for premium motors in recent years, Malinowski adds. Those investments will translate into a huge competitive advantage over small and mid-sized firms. Smaller firms have “probably missed the sweet spot on cheap money” to pay for energy upgrades, but that should not be an excuse for doing nothing, he says. “Sustainability isn’t about your impact on the ecology but whether you are going to be in business 5-10 years from now.”
Reid’s firm, which is the former service-center network of Reliance motors, is doing a brisk business these days with companies that recognize the coming crunch. Some major manufacturers are jumping into the breach, performing walkabouts in copackers’ and suppliers’ plants to assess thermal and energy use and recommend improvements. “It’s a very intense assessment using lean and six sigma principles,” Frito-Lay’s Chambers says of his firm’s outreach program. “Understanding just how your process uses energy gets down to the core of an engineer.”
Dean Foods’ Bunton seconds that, noting manufacturers had a singular focus on process efficiencies when energy costs were cheap. “We’re still learning about our thermal profile,” he says, and that can delay implementations. “We tend to study big projects to death,” he muses. “Given the speed of change, you always wonder, in six months, will new technology be available that is much better?”
Doing nothing is not an option, however. Energy action is essential. Customer demands and environmental mandates will intensify in the coming years. Developing and executing an energy plan is vital for enterprise survival.
For more information:
John Malinowski, Baldor Electric Co., 479-646-4711
Blair Alexander, Clayton Industries, 239-691-1537, blair_swfla1@comcast.net
Jay Zoellner, EPS Corp., 866-377-7834
Glen A. Lewis, Glen Lewis Group, 916-361-6540, glen.lewis@glenlewisgroup.com
Alex Daneman, Hench Control Inc., 510-741-8100, alex@henchcontrol.com
Tom Reid, Integrated Power Services, 864-451-5608, rtreid@integratedps.com
John Oleson, Stainless Motors Inc., 505-867-0224, john@stainlessmotors.com
Jeff Kronenberg, TechHelp, 208-364-4937, jkron@uidaho.edu
Yvonne Grune, Werk Steinecker, 49-8161 953-107, yvonne.grune@krones.com

The Schwan Food Co. has burned propane in its home-delivery vehicles for a quarter century, but converting medium-duty trucks to propane became more costly and less reliable in the 1990s when automakers switched to fuel-injection systems. Schwan’s alternative fuel program was rescued by the acquisition of Bi-Phase Technologies in 1999. Bi-Phase founder David Bennett invented a fuel propulsion system that keeps propane below its vaporization point of –40° F until it reaches the intake manifold. “All sorts of tricks are used to keep it liquid,” including pressure of 50 psi, according to Victor Van Dyke, general manager of Eagan, MN-based Bi-Phase.
Propane fuel is 108 octane in a liquid state, Van Dyke says, a waste given the engines in Schwan’s trucks are timed to run at 87 octane. But the fuel burns 15 percent more efficiently than propane-powered engines that use a carburetor, and fewer carbon deposits on rings and other components extend engine life compared to conventional fuel.
The US EPA categorizes propane as a “friendly fuel,” he adds, and though it releases some carbon dioxide, it is considered carbon neutral. For fleets of 10 or more trucks, it also is economical: 80 percent of the conversion cost qualifies for a tax credit, and a gallon of fuel costs about $2. By setting itself up as a distributor, Schwan realizes an additional 50 cents a gallon credit.
With extended idling time and a heavy freezer to lug around, Schwan’s trucks only deliver 4 mpg, whether they are one of the 5,200 propane powered trucks or the 600 gas-propelled vehicles. But an equivalent amount of natural gas contains only 60 percent of the energy content of either propane or gasoline. Add to that the higher costs and breakdowns occurring with diesel engines because of more stringent emissions standards, and Schwan believes many fleet operators will be taking a closer look at Bi-Phase technology.
“The bean counters have always been skeptical of energy projects because of the uncertainty of the data integrity,” says Lewis, a former Del Monte Foods energy procurement and supply chain expert who is involved in several energy initiatives, including California Governor Arnold Schwarzenegger’s Green Team project. As rebates and regulations proliferate, organizations will need to quantify the overall impact of various initiatives. Rather than developing an expensive IT infrastructure to do it, Lewis and his associates created GEMS, a subscription service and a significant refinement of a system used at Del Monte.
The power of GEMS is its ability to compute, down to the zip code level, how much carbon dioxide is generated by an operation, based on the type and amount of energy consumed. If half of demand is for electricity, and the local utility burns coal that is transported 1,000 miles by rail, all of those factors are calculated. “GEMS is a roadmap for making proper investments and policies in energy management that are measurable,” explains Lewis. “Manufacturers need that confidence and assurance to move forward in setting priorities and measuring results.”
Five resources are monitored and tracked: water, air, gas, electric and steam. By correlating energy use and CO2 emissions at the plant and corporate level, GEMS can help identify specific savings and efficiency opportunities to complement sustainability initiatives, he adds.
Known as net zero, the project hinges on “bleeding edge technology,” according to one company engineer, and the payback may not be realized for 25 years. But net zero has the enthusiastic backing of Pepsico management, and equipment installation plans are being drafted for an anticipated 2010 kickoff.
Advanced filtration technology to recycle and reuse the water used to wash the half-million pounds of spuds that arrive daily is part of the solution, and a biomass generator and anaerobic digester will help power utilities. Solar concentrators stretching over 50 acres are among the more exotic aspects: water held at pressures of more than 700 psi will be channeled from the concentrators to the plant’s steam generator.
A two megawatt co-gen system
recently came on line at Dean Foods’ Garelick Farms plant in Lynn, MA.
Outside investment paid for the project. Source: EPS Corp.
As petroleum prices began sliding back in August from spring’s record highs, some manufacturing professionals undoubtedly folded up the energy plans they had drafted and tucked them into the back of a drawer, just as they had done in 2001, and 1980, and every other time a run-up in energy costs was followed by a cyclical bust.
But 2008 isn’t 2001. A drop below $100 a barrel of oil doesn’t signal a return to cheap energy. The inflation-adjusted price for oil was under $25 from the mid ‘80s through September 2003. Moderate givebacks for one commodity don’t offset the squeeze food manufacturers are feeling for raw materials and all types of energy. Unable to pass through all those increases, manufacturers are taking a harder look at the costs they can control. Chief among them is energy.
Current realities have brought a clearer focus on sustainability. No longer a feel-good program to save polar bears, sustainability increasingly is seen as a struggle for the survival of business organizations themselves. The first cap-and-trade auction for carbon emissions was scheduled in 10 northeastern states in September, and similar greenhouse-gas initiatives are being developed in the West and Midwest. Major corporations have concluded that action to address climate change will be required, and most of them are responding with sustainability programs with teeth.
Campbell Soup Co. joined the parade of Fortune 500s in formalizing an environmental, social and governance (ESG) policy in August. General goals give way to measurable actions when the report shifts to energy use (10 percent reduction by 2010), water use (1.5 million fewer gallons a day) and CO2 emissions.
“Sustainability is becoming bigger and bigger, and longer ROIs have to be accepted in order to hit our greenhouse gas target,” says Dave Watson, vice president-engineering of Campbell’s Pepperidge Farm unit. “For any publicly traded company, the big driver is from shareowners.”
Pressure also is being exerted on privately held manufacturers, and it’s coming from the executive suite as well as key customers. Fairfield, CT-based RC Bigelow Inc., makers of Bigelow tea and other brands, has made environmental stewardship a stated goal, and the driver is Cynthia Bigelow, president and granddaughter of the family-held company’s founder. “You better not be caught at a corporate meeting without concrete goals for reduced energy use, cutting landfill waste and using recyclable and recycled materials,” cautions Tony Greer, manager of the company’s Boise, ID, plant. “You need to have some skin in the game.”
Best practices in energy management are becoming a collaborative effort. Participation in a monthly webcast organized by Frito-Lay for copackers and other suppliers is steadily growing as small to mid-sized firms come to grips with the issue. For the snack-food company, the information sharing is a tool to help control its own costs by driving down its suppliers’ costs.
Capital availability is pushing energy up the to-do list. While investment giants such as Goldman Sachs stop short of requiring ESG policies, they are giving preference to borrowers who have them. In times of tight capital, that will leave corporations without a sustainability plan on the outside, looking in. For those striving to get ahead of the curve, a friendly financing environment exists. Even projects with modest returns are possible, thanks to utility companies eager to sell available energy to homeowners instead of less-profitable industrial accounts and venture capitalists attracted to greenhouse-gas initiatives. “We can access capital from international investors for carbon-reduction projects, and food companies will be able to monetize the savings,” says Jay Zoellner, president and CEO of EPS Corp., a Costa Mesa, CA, energy-management specialist. His firm recently expanded the portfolio of co-generation systems it operates for Dean Foods Co.
Assembly Bill 32 will compel California companies to document by 2012 the steps they are taking to reduce carbon footprints, with a target of 20 percent reductions by 2020. “There’s a leadership void in Washington,” points out Glen Lewis, a former Del Monte energy manager. Co-gen and other projects are attractive to investors in part because of the easily quantifiable carbon-reduction numbers they provide. But a stumbling block for comprehensive planning is a lack of actionable data, a need he has tried to address with a subscription information system (see related on page 74).
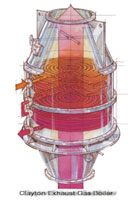
The Clayton exhaust-gas boiler works as a heat exchanger, recovering thermal heat from vented oven exhaust to generate steam or hot water for re-use. Source: Clayton Industries.
Reclaiming latent heat
Some manufacturers are seizing on the opportunity for competitive gain and are moving aggressively to mine the savings opportunities as soon as possible. That often means tapping into reclamation and re-use technologies that, while available for decades, have not previously been deployed in North America.Oven exhaust is an example. Clayton Industries has engineered and built heat exchangers that capture virtually all the lost heat in exhaust above 200° C (392° F), returning it as steam or hot water, depending on a plant’s needs. Three years ago, Frito-Lay began investigating the system’s feasibility at its Perry, GA, plant. The recovery unit-“about the size and weight of a car,” according to Frito-Lay engineer Dave Chambers-was installed above a 15-ft.-long toaster oven. Process disruptions forced Clayton to make adjustments, but the bugs were removed and the unit delivered the 400-psi steam required for another application. In the last year, additional recovery systems have been installed in Charlotte, NC, and Jonesboro, AK, with minimal reengineering.
“It’s a good tool, but it has limited applications,” notes Chambers. “I’m looking for any way I can skin the cat,” and the Clayton system is one of four oven heat-recovery technologies he has evaluated. As the focus on efficiency has intensified, the corporate office has loosened the guidelines on ROI, accepting returns of as little as 12 percent. In the last 10 years, Frito-Lay has lowered operating costs 30 percent, with a goal of cutting it in half.
Electric motors pose another heat-recovery opportunity, particularly in plants where dissipated heat makes the refrigeration system work harder. Even a high efficiency motor turns 5%-10% of energy input into waste heat. With the growing use of stainless-steel motors in food plants, John Oleson was asked to engineer a water-cooled motor that could re-use the heat while reducing breakdowns from premature wear.
Oleson worked for a pharmaceutical company 20 years ago when that industry began considering stainless-steel gearboxes and motors in production areas. Since they didn’t exist, he launched Stainless Motors Inc., Rio Rancho, NM. The firm built motors up to 30 HP until a food manufacturer asked Oleson if he could engineer a 400 HP unit. Bearings and windings were failing at disturbingly short intervals. Why not take advantage of the noncorrosive quality of stainless and cool the motor with water, then use the water to feed the plant’s boiler? Each minute, about 6 quarts of clean, filtered tap water enters the 400 HP motor Oleson built and exits through a 1 in. line at 150° F enroute to the boiler.
“It’s like being handed 14 kW that you’ve already paid for,” he says. Assuming electricity costs 5 cents a kW, the recovered heat’s value equals $12,000 a year, resulting in a three-year payback. The water also lowers the operating temperature of the bearings by 50°. “There are still a lot of unknowns about the impact on the windings, bearings and other components,” he says, but mean time to failure had been six weeks. Oleson’s motor was still running after nine months. “Ten years from now, I think water-cooled stainless motors will be the norm at plants that cook and freeze,” he concludes.
Heat storage and re-use is becoming standard operating procedure in wort boiling for beer production. Vapors recovered during boiling in Werk Steinecker’s system are condensed and stored, then used to pre-heat wort for the next batch. Energy savings of 65%-80% are possible, according to the Freising, Germany-based company.
The genius of Steinecker’s system is the wort’s flow control during the process. Instead of the uneven thermal load that would occur if liquid is heated in a large kettle, the kettles boast greatly enlarged surfaces to distribute heat evenly and lower steam temperatures. Since the first North American installation in 2000 at Bohemian Breweries in Riverbank, CA, Steinecker wort systems have been installed in at least half a dozen US and Mexican breweries, including New Belgium Brewing in Fort Collins, CO.
Given centuries of commercial brewing, a great leap forward in energy efficiency and process control is remarkable. But the complexities of thermodynamics are still the subject of primary research to find new methods for heating and cooling. At the chillier end of the spectrum is the thermal time constant of mass calculations developed by Hench Control Inc., Hercules, CA. Two decades ago, the firm’s founder and fellow heat-transfer experts received a grant from Pacific Gas and Electric to study the thermodynamics of blast freezing. While the company expanded into all types of freezing and refrigeration systems for firms such as Nestle and Leprino Foods, the blast freezing work highlights misconceptions surrounding product cooling.
Hench engineers noted the distinction between blast time and soak time. After heat is removed from the surface of the food, the cooling system should throttle back until the interior achieves some equilibrium, a time period that is dependent on mass and composition. Instead of continuing to bombard the food with cold air, the Hench team was able to freeze it in the same time but with 28 percent less energy input. “The parabolic curve of temperature wants to go straight,” says Alex Daneman, Hench’s CEO, “but the removal of heat is the result of product conduction, not the heat transfer coefficient on its surface.” As the breadth of product experience has expanded and the logarithms powering its calculations have improved, even greater energy savings have been achieved, he adds.
“Energy management is a huge competitive tool in today’s environment,” Daneman notes. “At the same time, corporations want to reduce their carbon footprint, and we’re able to quantify a reduction of carbon dioxide.”
Technologies that were exotic a few years ago are finding mainstream audiences. A 250 kW fuel cell that generates electricity and hot water was installed two years ago in Pepperidge Farm’s Bloomfield, CT, bakery. In August, a 1.2 MW fuel cell joined it, helping to supply 70 percent of the plant’s energy needs. Natural gas is combined with ambient air in an electrochemical reaction, resulting in negligible amounts of exhaust. Fuel cells remain expensive technology. Fortunately for Pepperidge Farm, state and federal grants subsidized half the cost of its cells, resulting in a three-year payback.
The $58 million marketing campaign by Texas oilman Boone Pickens to promote wind power is stimulating interest in alternative fuels. Pickens suggests wind could free up natural gas currently used for electrical generation for use in vehicles. Another fleet fuel that could find an expanded market is liquid propane, and Schwan Food Co., operator of one of the largest propane-powered fleets, hopes to convert that interest into a business opportunity for propane-injection technology it acquired several years ago (see story on page 72).
Part of the appeal of fuel cells is the waste heat they capture and deliver to boilers and steam systems. That’s also the big selling point with combined heat & power (CHP), or co-gen. Because EPS Corp. owns and operates three new co-gen systems at Dean Foods’ dairies, ROI considerations were moot, admits Dale Bunton, vice president-energy management at Dean. But co-gen’s sustainability dimension also had appeal. “We’re very aware of how much carbon dioxide we’re putting into the atmosphere,” says Bunton. “The economic savings and reduction of capital investment to zero was important, but we also became good stewards in the communities, and that’s also important.”
Once viewed as a specialty application, stainless steel motors have emerged as standard equipment in food plants with high-pressure washdown areas. Large motors also present a waste-heat recovery opportunity. Source: Baldor Electric Co.
Control, replace, shift
High profile projects like fuel cells and co-gen are having an impact, and Dean is exploring technologies that can reclaim low-grade heat (less than 212A window into a Merlin wort-boiling kettle reveals a convex dome that provides an expanded heating surface for more even thermal transfer. Source: Werk Steinecker, a division of Krones AG.
Three years of groundwork for the plant’s “participative culture” preceded the start of PowerBar’s conservation initiative two years ago. Results are measured against tons of finished goods. By that metric, electrical use is down 5% and water consumption 47%.
Approaching manufacturing from a cost-per-unit perspective is more effective in improving energy efficiency than speed- and throughput-driven models, believes Tom Reid, an electrical engineer with Integrated Power Services, Greenville, SC. NEMA premium motors will be mandatory by December 2010, and leading manufacturers are specifying upgrades from EPAct motors with EE nameplates to EP nameplates on replacement motors and in new equipment. But those upgrades, while delivering some energy savings, miss the larger opportunity in a system solution. If more efficient torque converters or gear reducers are used, a motor one or two frame sizes smaller might be possible, significantly improving payback, says Reid, engineering and quality manager.
John Malinowski, product manager-AC & DC motors at Baldor Electric Co., concurs. “There is more efficiency to be gained by looking at more efficient components than simply more efficient motors,” he says. He cites a helical gearbox that runs off a 6.3 HP EP motor that delivers the same torque as a double worm-drive gearbox that uses a 10 HP EE motor. The annual savings run into four figures. Assuming a 15-year service life, the energy savings approach five figures.
Recognizing the economies, large manufacturers have driven double-digit sales growth for premium motors in recent years, Malinowski adds. Those investments will translate into a huge competitive advantage over small and mid-sized firms. Smaller firms have “probably missed the sweet spot on cheap money” to pay for energy upgrades, but that should not be an excuse for doing nothing, he says. “Sustainability isn’t about your impact on the ecology but whether you are going to be in business 5-10 years from now.”
Reid’s firm, which is the former service-center network of Reliance motors, is doing a brisk business these days with companies that recognize the coming crunch. Some major manufacturers are jumping into the breach, performing walkabouts in copackers’ and suppliers’ plants to assess thermal and energy use and recommend improvements. “It’s a very intense assessment using lean and six sigma principles,” Frito-Lay’s Chambers says of his firm’s outreach program. “Understanding just how your process uses energy gets down to the core of an engineer.”
Dean Foods’ Bunton seconds that, noting manufacturers had a singular focus on process efficiencies when energy costs were cheap. “We’re still learning about our thermal profile,” he says, and that can delay implementations. “We tend to study big projects to death,” he muses. “Given the speed of change, you always wonder, in six months, will new technology be available that is much better?”
Doing nothing is not an option, however. Energy action is essential. Customer demands and environmental mandates will intensify in the coming years. Developing and executing an energy plan is vital for enterprise survival.
For more information:
John Malinowski, Baldor Electric Co., 479-646-4711
Blair Alexander, Clayton Industries, 239-691-1537, blair_swfla1@comcast.net
Jay Zoellner, EPS Corp., 866-377-7834
Glen A. Lewis, Glen Lewis Group, 916-361-6540, glen.lewis@glenlewisgroup.com
Alex Daneman, Hench Control Inc., 510-741-8100, alex@henchcontrol.com
Tom Reid, Integrated Power Services, 864-451-5608, rtreid@integratedps.com
John Oleson, Stainless Motors Inc., 505-867-0224, john@stainlessmotors.com
Jeff Kronenberg, TechHelp, 208-364-4937, jkron@uidaho.edu
Yvonne Grune, Werk Steinecker, 49-8161 953-107, yvonne.grune@krones.com
An injection system that maintains propane in a liquid state boosts performance and efficiency for Schwan Food’s delivery fleet. The Minnesota company hopes to license the technology to other fleet operators. Source: The Schwan Food Co.
Tax credits boost propane's efficiency octane
While T. Boone Pickens wants to generate wind power and free natural gas for vehicle use, another alternative fuel that’s carbon neutral and economically attractive for delivery trucks is liquid propane, no matter which way the winds blow.The Schwan Food Co. has burned propane in its home-delivery vehicles for a quarter century, but converting medium-duty trucks to propane became more costly and less reliable in the 1990s when automakers switched to fuel-injection systems. Schwan’s alternative fuel program was rescued by the acquisition of Bi-Phase Technologies in 1999. Bi-Phase founder David Bennett invented a fuel propulsion system that keeps propane below its vaporization point of –40° F until it reaches the intake manifold. “All sorts of tricks are used to keep it liquid,” including pressure of 50 psi, according to Victor Van Dyke, general manager of Eagan, MN-based Bi-Phase.
Propane fuel is 108 octane in a liquid state, Van Dyke says, a waste given the engines in Schwan’s trucks are timed to run at 87 octane. But the fuel burns 15 percent more efficiently than propane-powered engines that use a carburetor, and fewer carbon deposits on rings and other components extend engine life compared to conventional fuel.
The US EPA categorizes propane as a “friendly fuel,” he adds, and though it releases some carbon dioxide, it is considered carbon neutral. For fleets of 10 or more trucks, it also is economical: 80 percent of the conversion cost qualifies for a tax credit, and a gallon of fuel costs about $2. By setting itself up as a distributor, Schwan realizes an additional 50 cents a gallon credit.
With extended idling time and a heavy freezer to lug around, Schwan’s trucks only deliver 4 mpg, whether they are one of the 5,200 propane powered trucks or the 600 gas-propelled vehicles. But an equivalent amount of natural gas contains only 60 percent of the energy content of either propane or gasoline. Add to that the higher costs and breakdowns occurring with diesel engines because of more stringent emissions standards, and Schwan believes many fleet operators will be taking a closer look at Bi-Phase technology.
Analysis overcomes paralysis
The inability to quantify financial return has stymied many energy projects, and adding carbon footprints and CO2 emissions to the calculation further complicates the matter. To help manufacturers of food and other products quantify energy and greenhouse-gas impact, Glen A. Lewis and his collaborators developed the Green Energy Management System (GEMS), a software program that delivers standardized measures of financial and environmental impact.“The bean counters have always been skeptical of energy projects because of the uncertainty of the data integrity,” says Lewis, a former Del Monte Foods energy procurement and supply chain expert who is involved in several energy initiatives, including California Governor Arnold Schwarzenegger’s Green Team project. As rebates and regulations proliferate, organizations will need to quantify the overall impact of various initiatives. Rather than developing an expensive IT infrastructure to do it, Lewis and his associates created GEMS, a subscription service and a significant refinement of a system used at Del Monte.
The power of GEMS is its ability to compute, down to the zip code level, how much carbon dioxide is generated by an operation, based on the type and amount of energy consumed. If half of demand is for electricity, and the local utility burns coal that is transported 1,000 miles by rail, all of those factors are calculated. “GEMS is a roadmap for making proper investments and policies in energy management that are measurable,” explains Lewis. “Manufacturers need that confidence and assurance to move forward in setting priorities and measuring results.”
Five resources are monitored and tracked: water, air, gas, electric and steam. By correlating energy use and CO2 emissions at the plant and corporate level, GEMS can help identify specific savings and efficiency opportunities to complement sustainability initiatives, he adds.
Chip plant boldly goes where none have gone
The energy-use and resource-conservation envelope is about to be pushed to the limit at Frito-Lay’s facility in Casa Grande, AZ: only 10 percent of electricity from the grid, 20 percent of natural gas from distribution, and a 90 percent cut in water drawn from the municipal system.Known as net zero, the project hinges on “bleeding edge technology,” according to one company engineer, and the payback may not be realized for 25 years. But net zero has the enthusiastic backing of Pepsico management, and equipment installation plans are being drafted for an anticipated 2010 kickoff.
Advanced filtration technology to recycle and reuse the water used to wash the half-million pounds of spuds that arrive daily is part of the solution, and a biomass generator and anaerobic digester will help power utilities. Solar concentrators stretching over 50 acres are among the more exotic aspects: water held at pressures of more than 700 psi will be channeled from the concentrators to the plant’s steam generator.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



