FOOD ENGINEERING’s Top 10 New Plant Products of 2025
December 16, 2025
FOOD ENGINEERING’s Top 10 New Plant Products of 2025
December 16, 2025
Including both processing and packaging technologies, here are the manufacturing plant products that FOOD ENGINEERING’s readers were most interested in this year.

10 Emerson AVENTICS DS1 Dewpoint Sensor
Emerson has launched the AVENTICS DS1 dew point sensor, which monitors dew point, temperature, humidity levels and quality of compressed air and other non-corrosive gases in real time from one device.
The DS1 can help operators detect and mitigate excess moisture in its early stages and prevent moisture-related equipment damage. By optimizing air quality in this way, operators can better control processes, extend pneumatic component life, ensure regulatory compliance and reduce maintenance and unplanned downtime.
“By having greater certainty about compressed air quality and control over moisture levels in compressed air lines, manufacturers of all kinds can prevent a number of common condensate-related issues and their associated costs,” says Manuel Goerbert, product marketing manager of discrete sensors at Emerson. “The new AVENTICS DS1 dew point sensor allows operators to detect changes in air quality in real time with a single device, so they can quickly make necessary adjustments to optimize production and increase overall process reliability.”

9 Applied Manufacturing Technologies’ CRX-Based Collaborative Palletizing Solution
Applied Manufacturing Technologies (AMT) recently introduced a plug-and-play, collaborative palletizing solution built around the FANUC CRX-30iA robot. The system is designed to solve common labor, safety and productivity challenges with fast deployment, intuitive operation and minimal floor space requirements.
Built for flexibility and ease of use, the cobot palletizing solution allows manufacturers to increase throughput, reduce ergonomic risks and maintain uptime, even with lean staffing. Unlike off-the-shelf systems, AMT’s solution features a custom-developed user interface (UI) that simplifies setup and empowers end users to create and modify palletizing patterns independently.
“Ease of use was our top priority,” says Ben Kurth, director of engineering at AMT. “Users can quickly input case dimensions, select a pallet pattern and begin operation; no coding or specialized training needed. That flexibility is a game-changer for dynamic production environments.”
With a 30-kg payload, 1,889-mm reach and IP67 rating, the FANUC CRX-30iA is an industrial-grade robot designed for operation in demanding environments. As a power- and force-limited cobot, it can safely work in close proximity to people without the need for fencing, freeing up floor space and eliminating the complexity of traditional industrial robot cells.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
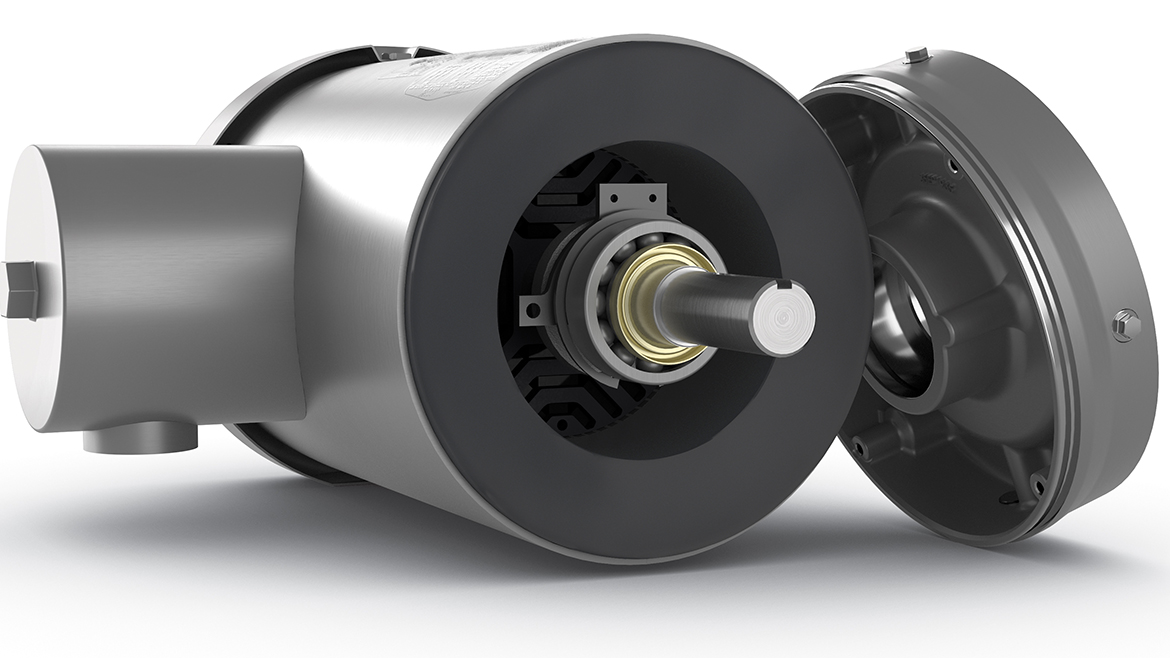
8 ABB Baldor-Reliance Food Safe SP5+ Motor
All SP5+ motors feature an energy-efficient design that leverages rotor technology to reduce energy consumption and optimize performance. Meeting or exceeding IE5 efficiency standards, the SP5+ motor offers sustainability when paired with a required variable-speed drive.
Built for food and beverage applications, the motor’s IP69-rated stainless-steel construction is engineered to endure high-pressure washdowns, steam cleaning and exposure to dust. Fully compliant with NSF and Meat Institute hygiene standards, it’s ideal for facilities requiring rigorous sanitation practices.
Reliability is central to the SP5+ motor’s design. Advanced bearing protection minimizes wear from electrical discharges, while two-barrier mechanical shaft seals, plugged drain holes and hardened epoxy-resin encapsulation protect against water ingress and corrosion. These features extend the motor’s lifespan and reduce maintenance needs.

7 Loma Systems IQ4M Metal Detector
The IQ4M Metal Detector combines Loma’s patented variable frequency technology with multi-spectrum detection in an integration that delivers contaminant detection. This combination ensures performance across packaged meat and poultry, bakery, convenience food and metallized film products used in the snack and confectionery industries. Designed to enhance operational efficiency, it incorporates Dynamic Data Screen+ (DDS+) technology for improved signal analysis, while quick recovery technology reduces downtime by facilitating faster product switching and minimizing false rejects. To strengthen security and traceability, RFID security tags ensure controlled access and Industry 4.0-ready OPC-UA connectivity guarantees data exchange with other systems. The IQ4M’s heads are UL-certified for both the U.S. and Canada, and the system features an IP69 rating, rendering it washdown-resistant for food production environments.
“At Loma Systems, we pride ourselves in delivering innovative, customer-driven inspection solutions that meet the highest standards of food safety and operational efficiency,” says Louis Chatel, North America business unit manager for Loma. “The IQ4M represents years of rigorous R&D, technology refinement and customer collaboration to address two of the industry’s biggest challenges: false rejects and the ability to detect smaller metal contaminants. We’re excited to bring this breakthrough technology to the North American market first as we continue to support food manufacturers in achieving superior product quality.”

6 Tetra Pak Ingredient Doser 4000 A3
Tetra Pak is helping manufacturers stay ahead of consumer appetite for new ice cream flavors with its Ingredient Doser 4000 A3. This solution offers precise dosing of ice cream inclusions, reducing start-up waste by 67%, as well as optimized production efficiency.
Whether it’s oversized cookie pieces, sticky cherries or powdered spices, Tetra Pak’s Ingredient Doser 4000 A3 is designed to deliver even distribution so that every scoop delivers the intended flavor experience. This ingredient control from hopper to product can handle both small, dry ingredients and large, sticky inclusions, up to 32 mm in diameter. It also reaches the dosing set point three times faster than previous models – down from 45 to 15 seconds – eliminating 30 seconds of waste.
The doser is 3-A certified, meeting the gold standard of hygienic food equipment design. The motor offers 11% lower energy consumption than the IE3 regulatory standard, and the direct drive of auger and agitator allows manufacturers to alter the capacity of the doser without changeovers, maximizing uptime. It is also versatile enough for other foods, like peanut butter, cream cheese and mayonnaise, giving manufacturers the freedom to explore possibilities beyond ice cream.

5 JBT Marel A&B Process Systems CIPure Cleaning System
This modular, digitally controlled solution maximizes capacity, minimizes downtime and improves sustainable operations for food, dairy, beverage and pharmaceutical manufacturers. CIPure’s advanced monitoring technology was designed to help companies be intentional in their approach to cleaning and potentially add decades of life to their equipment.
“A poorly designed cleaning system results in longer cleaning times, excessive water and chemical use, and increased production downtime,” says Dan Wolff, manager of sales engineering. “Unfortunately, many manufacturers are plagued by ineffective and expensive-to-run equipment. The CIPure Cleaning System was designed to maximize capacity and minimize downtime with state-of-the-art automation and intuitive operability that can be configured to any plant’s specific needs.”
Built with sustainably sourced materials, CIPure features easy-to-operate, intuitive controls that maximize performance while minimizing water, chemical and steam consumption. Its automation is configured to alleviate the operational pains of highly manual CIP systems. It optimizes rinse and wash times, accurately doses and mixes chemicals, and applies an effective recovery process to help reduce environmental impact.
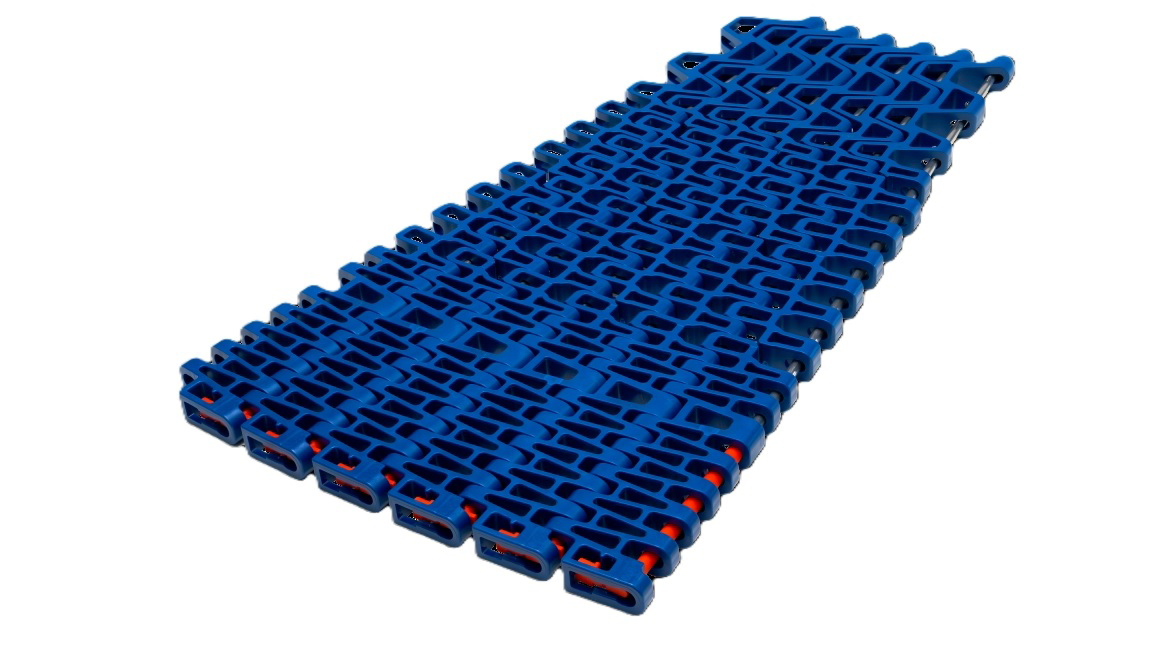
4 Regal Rexnord 6400 Series KleanTop Plastic Active Drive Spiral Cage Belt
The 6400 Active Drive Belt is designed using a standard 1.5-inch pitch modular belt, which provides an actively driven system that allows facilities to run wider, faster and longer with confidence.
Advantages include:
- Notched bar caps drive the belt, reducing pulsation and surge, as seen in low-tension-driven systems.
- The lateral stiffness of the belt design and the use of stainless steel rods mean fewer support rails are needed in your spiral cage system, creating lower drag and tension.
- The belt is available in Rexnord’s new blue self-extinguishing (BSE) material, which provides a low-moisture-absorption product that has the strength and rigidity of acetal material.
- The PowerKey technology ensures better tension distribution and simplifies splice repairs, assembly and disassembly, leading to less downtime and an extended service life. The actively driven system self-manages tension, eliminating the need for constant overdrive adjustments.
- With over 45% open area, the belt enables thorough cleaning and sanitation.

3 GEA eZero Dairy Evaporator
GEA's eZero Dairy Evaporator can reduce energy consumption up to 60% and eliminates CO₂ emissions entirely, compared to conventional mechanical vapor recompression (MVR) evaporators.
Thermal vapor recompression (TVR) is typically applied to multi-effect evaporators powered by live steam, while mechanical vapor recompression (MVR) is more energy efficient and uses electricity to recompress and recycle product vapor in single-effect evaporators. Both technologies rely on steam for heating products before evaporation. The eZero evaporator is compatible with MVR systems and can also be applied to TVR evaporators after conversion to MVR technology. It is also adaptable to new and existing systems.
To convert an existing TVR evaporator to use the eZero, the thermocompressor is replaced by a standard compressor, while reusing the evaporator's calandria and the high-speed mechanical compressor for the evaporation process. This conversion is the first step in reducing steam consumption and CO₂ emissions.

2 Key Technology and PPM Technologies Fully Integrated Nut Sorting Line
Bringing together Key's and PPM's technologies, this turnkey system processes nuts from post-shelling to packaging including grading, sorting, oil roasting, seasoning and more. Customizable to suit each application, the line helps processors achieve consistent product quality and minimize manual labor.
“The depth of nut processing knowledge between Key and PPM is unmatched,” says Jack Lee, Duravant group president - Food Sorting and Handling Group. “Our teams bring decades of expertise to every project, designing systems tailored to the unique characteristics of each processor’s products and their production requirements. The result is a seamlessly integrated line with all equipment working in perfect harmony, backed by single-source responsibility from purchase through startup and aftermarket support.”
The line is ideal for almonds, walnuts, pistachios, peanuts, pecans, hazelnuts, cashews and all other tree nuts. It can accommodate varying capacities for both large industrial producers and small operations moving from batch to continuous processing. Its modular design allows processors to start with essential technologies and expand as their business grows.

1 WD-40 Specialist Food-Grade Solutions
Addressing the need for streamlined preventative maintenance solutions that deliver performance and improve operational efficiency, WD-40 Brand is launching its Specialist Food-Grade and Food-Processing product line, which is formulated for use in food and beverage operations – from production and processing to packaging, storage and distribution.
The new line extends the life of equipment and reduces downtime that impacts business operations by providing a range of products that make it easy to prep, clean, lubricate and protect with confidence. The line includes:
- WD-40 Specialist Food-Grade Lubricant and Penetrant – A multi-use product that is safe on food-contact surfaces and is NSF H1-registered
- WD-40 Specialist Food-Processing Facility Electric Contact Cleaner – An NSF-registered cleaner designed for electrical components in food processing environments
- WD-40 Specialist Food-Processing Facility Degreaser and Cleaner EZ-Pods – An NSF-registered, industrial-strength degreasing solution in portable capsules for customizable cleaning and efficient storage








.webp?height=200&t=1704199019&width=200 "FOOD ENGINEERING’s Top 10 New Plant Products of 2023")