Tech Flash Vol 6, No. 4 -- Food Engineering's E-Newsletter
Energy costs drive manufacturing decisions
Survey participants were asked to reveal performance in the following key performance indicators:
- Real change in energy use: measured as the year-over-year change in energy consumption; controlled for year-over-year changes in production output and normalized by energy intensity of the production process.
- Operating margin vs. corporate plan: measured as operating margin realized to the corporate goals established.
Best-in-class companies realized a 15% reduction in energy use and a 14% improvement in operating margin versus corporate plan. Industry average companies realized a 7% reduction in energy and a 2% improvement in operating margin, while laggards realized a 6% increase in energy use and a 9% loss in operating margin versus corporate plan.
The report reveals two different but related strategic actions currently being deployed by a majority of the respondents. The top strategy is to optimize production processes to be more energy efficient (See graph). Best-in-class manufacturers are using actual energy consumption measurements at the unit level to make real-time decisions for optimizing production, maintenance and energy delivery processes. They know that monitoring energy at the utility bill level will not allow them to make intelligent decisions in operating their processes at peak efficiency.
The second major strategy, which is more likely to be deployed by industry average and laggard organizations, is creating or improving visibility into energy use across the enterprise. Visibility is often a good first step for companies beginning an energy efficiency initiative, but it won’t get an organization to the level of optimizing energy in production and operations.
Companies must use technology enablers to improve energy management activities. Some of these include collecting energy data automatically and storing it in a central location, optimizing production and maintenance operations with energy performance accounted for as a constraint, using alerts and event management, and employing energy dashboard and analytics.
For more information, visit Aberdeen Group or download the report.

High-pressure pasteurization arrives for medium-sized businesses
The 100-liter system accommodates various shaped packages including bottles and cups. It can pasteurize 28,000 lbs of product over a 20-hour workday, operating in batches approximating 5 to 7 minutes, or about 9.2 cycles per hour.
An advantage of using this process in the seafood industry, according to Glenn Hewson, Avure vice president of global marketing, is that it can save several steps. For example, because lobster can be pasteurized without the cooking, canning and retort steps, processors can shuck and shell lobsters in high-cost countries, eliminating unnecessary shipping back and forth. The process also provides meat separation. After packaging, the lobster can again be run through the process to kill any remaining bacteria in the handling process. In addition to killing pathogens, the shelf life of the product can be increased to a couple of weeks-still in the raw state-with no change to flavor or texture.USDA not only game in town
The report, Beyond the USDA: How other governmental agencies can support a healthier, more sustainable food system, describes federal agencies and their role in administering programs, grants and regulatory oversight that affect food. The agency-by-agency synopsis covers food safety regulations, health education, food procurement, labor standards, trade negotiations, transportation infrastructure and more.
“There is a growing recognition that our food system isn’t working for farmers, public health and the environment,” says IATP President Jim Harkness. Reform efforts have appropriately zeroed in on the US Farm Bill and USDA, but Harkness says the role that other federal agencies play in our food system shouldn’t be overlooked. “Getting all these agencies on the same page is critical,” he adds.
Currently there is no integrated approach among government departments and agencies to address food-related issues, so the potential of one government agency undermining the work of another truly exists. The IATP report recommends greater coordination among federal agencies and, as a start, that the USDA, EPA and Department of Health and Human Services convene an interdepartmental task force on food policy.
Visit the IATP Web site for more information or download the report.Automation News
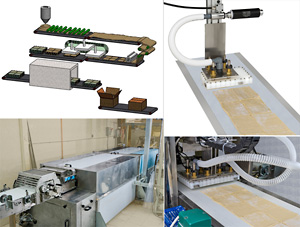
The soft dough challenge
The bakery staff knew it could produce a better product if it could revise its production line. Success hinged on being able to deploy a pick-and-place technology that didn’t require the product to be frozen prior to packaging. Accomplishing this change required custom design and engineering as well as modular end-of-arm tooling components. The bakery chose Vaccon to integrate vacuum pumps, spring levelers, fittings, and manifolds and develop a custom pick-and-place technology.
To meet the goal of moving the freezing process from the front of the production line to the end of the production line, the solution had to handle flaky puff pastry covered in flour-physically a very different product compared to frozen dough.
In the existing pick-and-place system, two stainless steel structures held the original venturi pump and cups. The heads were powered with a cylinder in the Z direction to pick up the pastry. A second cylinder provided lateral movement to increase the centerline distance of the two heads for placing the pastry into separate stacks. Pastry sheets are used in a variety of shapes and patterns-one size pattern has four sections cut from the sheet, and the other pattern has two larger sections.
The strategy was to design one special vacuum cup in conjunction with a standard vacuum pump, which would pick and place both sizes of dough with minimal changeover time using the current fixturing that was in place. Due to the bakery environment (including flour covering the product), clogging of the cup and vacuum pump were major considerations in the design.
The pumps selected for this application place the vacuum port and exhaust path inline, making a straight-through venturi vacuum pump. Developed for extremely challenging environments or applications featuring a lot of “loose” airborne matter such as flour, sugar or powders, the pumps tend not to clog, lose suction or require a vacuum filter.
A small version of the special vacuum cup was machined and tested with a standard vacuum pump on a single piece of production dough (not frozen) with great success. Vaccon then manufactured custom vacuum cups and retested with both sizes of dough, with the same success. Mazor’s Bakery removed the fixturing and sent it to Vaccon, where it was modified and re-assembled with spring levelers, the new vacuum cups and required hardware (vacuum pumps were attached to the main housing and plumbed to cups).
Mazor’s new packaging system enables freezing pastry after it has been packaged. Elevating the freezer reduced the overall footprint of the packaging line and allows one production worker to operate in a cell environment, operating both mixer and monitoring the packaging operation.
The result of the custom design was a faster, more flexible pick-and-place machine and a better product for the bakery. Not only did Mazor’s get the machine upgrade and production line reconfiguration it was hoping for, it realized savings by upgrading only the head on their pick-and-place machine, not the machine itself.
For more information, Vaccon Company, 508.359-7200, engineering@vaccon.com
Automated oriental noodle manufacturing line does it all
The line produces dry, precooked noodles shaped in bundles having a single weight of
To meet customer needs, Pavan chose a Siemens motion control system based on the SINAMICS S120 modular drive. The drive can be used in standalone mode (ac/ac) for decentralized or single-axis applications, or in a book-size version (ac/dc) for centralized configurations where it is important to manage energy recovery from the motors.
Pavan was looking for a system that had a high degree of integration of automation hardware and software not only to optimize both programming and assembling time, but also to have a single platform to manage and maintain. The platform, Siemens’ TIA (Totally Integrated Automation), is based on drive, PLC and HMI platform integration with diagnostics capabilities at different levels: from the PLC software to communication network status, down to drive diagnosis and configuration.
With high production capacity, the error margins on the Pavan noodles pasta line were reduced to almost zero. The full line consists of various processing stations-each processing step must be synchronized with the others with absolute precision. Pavan chose Siemens 1FK7 servo motors connected via Drive-CLiQ to the SINAMICS S120.
The digital communication bus enables motor name plate self-reading and avoids assembly or replacement errors. Motors’ model and serial numbers can be automatically identified, preventing operator errors on site during production phase. With PLC control, product changeover times have been optimized, and production and line efficiency has increased. And with the more efficient design, plant floor space has been optimized.
Print-on-demand isn't just for books
Some proactive food manufacturers are taking advantage of label POD. “To include a new line of chocolate covered confections in the Christmas catalog, we had to expedite label completion,” says Brian Jefferson, chairman of Sanders Candy, a
The quick turnaround and short production runs possible with label POD also helps Sanders Candy take advantage of niche market opportunities it would otherwise miss.
“We use POD to re-label product when we want to do a blowout sale or limited time offer for local or national retailers,” says
When Sanders started a new line of chocolate covered confections, bringing in the supplier from the design phase helped reduce labeling costs by up to 33%, says
POD labels also help with regulatory requirements. Full material traceability, or back-tracking the supply chain and handling of all of a product’s raw materials, can also help to prevent or limit potential recall if there’s ever a question of sub-par product, materials or processes.
For more information, visit American Label & Tag, 1-800-641-8247.Food Safety News

Cargill pilots third-party remote video auditing
By watching near real-time video, Arrowsight’s third-party auditors monitor how employees perform their work and provide constructive statistical feedback to plant management. According to Dr. Mike Siemens, Cargill leader – animal welfare and husbandry, the company has been able to use RVA in its animal welfare program to help increase an already superior compliance rate at its plants to an even higher level.
“We have observed healthy competition among plants on performance scores, as well as a general theme of collaboration among plants on how to attack specific operational challenges. The ability to share data and video is extremely valuable,” Siemens says.
For the food safety project, RVA will be used to review sanitation stages in the process such as how workers sanitize knives and other equipment. Cargill will apply RVA to monitor dressing procedures, to ensure proper techniques are followed to reduce the potential for E. coli and Salmonella contamination.
Packaged salads harbor indicator bacteria
While the
For its analysis, Consumer Reports had an outside lab test 208 containers of 16 brands of salad greens, sold in plastic clamshells or bags, bought last summer from stores in
- 39% of samples exceeded 10,000 cfu/g (or another similar measure) for total coliforms, and 23% for Enterococcus;
- 2% of samples exceeded French standards for fecal coliform bacteria, while 5% of samples exceeded Brazilian standards;
- Many packages containing spinach, including packages that were one to five days from their use-by date, had higher bacterial levels. Packages six to eight days from their use-by dates generally fared better;
- Whether the greens came in a clamshell or bag, included baby greens, or were organic made no difference in bacteria levels;
- Brands for which there were more than four samples, including national brands, plus regional and store brands, had at least one package with relatively high levels of total coliforms or Enterococcus.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


