Tech Update
Using data to make the most of automation, IIoT and AI on the manufacturing line

SKF Pulse provides an entry point to a predictive maintenance program and requires no specialized training or expertise. It provides a real-time indication of machine health, plus the ability to connect with experts.
Photo courtesy of SKF USA
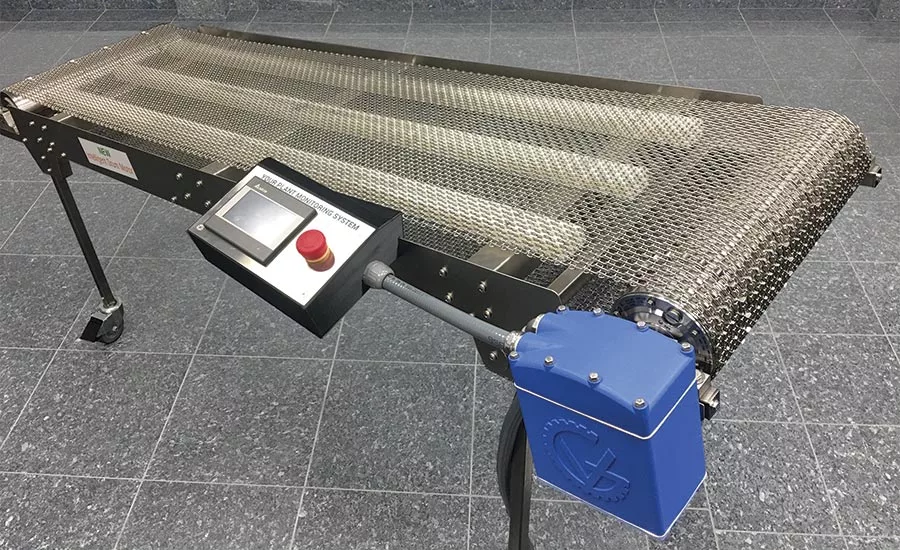
The IntelliDrive drum motor simplifies the selection of belt speed and, without loss of torque or belt-pull, substantially increases the efficiency and the life of the electric motor, further minimizing downtime while decreasing overall operating costs.
Photo courtesy of Van der Graaf

IPMax is a line of lightweight, compact IPM gearmotors designed to be efficient with a wide synchronous speed range, incorporating magnets embedded within the rotor, as opposed to on the surface.
Photo courtesy of Brother Gearmotors

A smart sensor allows the user to communicate with it to configure it to a specific machine. Additionally the sensors get operational parameters, such as the speed, number of starts, operating hours and output horsepower.
Photo courtesy of ABB Inc.

The IntelliDrive drum motor combines an integrated VFD with permanent magnet motor technology. The rotor is magnetically self-induced using permanent magnets installed on the rotor body.
Photo courtesy of Van der Graaf
The workhorses of any food processing line are the motors and drives that allow so many moving parts to run in concert.
Those motors and drives run the food and packaging production lines that processors rely on, and they are a major consideration of any automation strategy. Automation, the industrial internet of things and artificial intelligence all start with data. It’s all about data collection, data management and knowing what to do with that information. A strategy for connecting everything in a plant to make data-driven decisions has to include the motors and drives.
With today’s motors, sensors can monitor their condition. This data can be kept in house or sent to the cloud. This is useful not only for maintenance purposes, but also for monitoring electrical usage and measuring motor performance on fans, conveyors, blower assemblies and the like, which are used throughout a food plant. Also, when bearings begin to fail, acoustical noise increases and power demand goes up (because it takes more energy to turn the motor shaft), so a temperature sensor can monitor for overheating. Sensors are good for both maintenance and keeping energy demand as low as possible.
These sensors on motors now often wirelessly send data to collection points to indicate motor life expectancies. Therefore, today’s sensors are smaller and cheaper than in years past. Information accrued over long periods is good for monitoring maintenance needs and performance.
Most motors are speed controlled by their electronic drives, which allows pumps and fans to be adjusted to the performance needed for the application rather than running full tilt, which wastes energy. Many drives for smaller motors (less than 5 hp) are often small enough to be mounted directly on the motor and can communicate over a digital network to a controller or control system. However, many large motors on the plant floor will still have their associated drives mounted in a panel (motor control center or MCC) to keep them from the interior climate of the plant floor.
“Just as everyone uses their smart phones and tablets to connect to their bank account, doorbell and thermostat, IIoT allows people to connect to their machines/equipment with the same ease and security.”
– Kyle Davis, ABB Inc.
According to Kyle Davis, product specialist, smart sensors, ABB Inc., the IIoT has had such a widespread effect that the company has built its ABB Ability division, which offers more than 180 connected devices. Among them are motors with smart sensors that can be configured to a specific machine to provide detailed feedback.
Davis explains that once the data is processed, the user gets health parameter alerts and can log the actions taken to address the issue. That way, all other users with access to that motor can know what is going on. Additionally they get operational parameters, such as the speed, number of starts, operating hours and output horsepower. They can also get maintenance advice, including when they will need to grease the bearings. (See image on Page 56.)
“Just as everyone uses their smart phones and tablets to connect to their bank account, doorbell and thermostat, IIoT allows people to connect to their machines/equipment with the same ease and security,” Davis explains.
Jim Henry, director of business development, food and beverage, at SKF USA, says the bearing technology company is starting to see more equipment that can acquire that data and send the information to a single source where it can be managed.
“The goal for IoT is all about harvesting data out of the plant and doing something with it,” he says.
“With SKF, our goal is to put that data together and make it actionable—manage it, trend it, globalize it and build insights that we can take back to customers and tell them how or when their equipment is trending toward failure and give them solutions on how to fix it, and possibly prevent it in the future,” he says.
Collecting and analyzing data leads to collaboration, where everyone—including the OEM and the end-user—can utilize the same data and come up with a solution to a problem.
“Not only does this help with better product development, but also with solutions for specific applications in the plant,” Henry says. “Everyone is trying to close that loop—insights for end-users and for OEMs to improve their equipment’s reliability.”
Matthew Roberson, vice president of Brother Gearmotors, says that the data reporting and analyzing capabilities of connected devices offer processors improved management of their processes.
“IIoT enablement allows for better control, which is crucial as manufacturing operations continue to hone in on precision in a time-is-money business,” says Roberson. “The troves of heretofore unobtainable data (i.e., intelligence) are another huge benefit of cloud connectivity. Manufacturers can now monitor in real time the performance of various pieces of equipment along the production line and make adjustments where necessary to maintain and even improve peak performance.”
Latest Developments in Motors on the Line
Rick Zander, business development manager at Van der Graaf, says the latest development in food processing conveyors is the new intelligent design of drum motors that are used to drive the belts.
“The drum motor is a one-component conveyor drive and provides solutions to design engineers and plant managers where reliability, safety and sanitation are of the utmost importance,” he says.
The drum motor eliminates all external components, such as the motor, gearbox, chain, sprockets and bearings, that are used on conventional conveyor drives. The drum motor houses these drive components inside the drum, which is hermetically sealed and bathed in oil for performance, longevity and elimination of regular scheduled maintenance.
With no external motor and gearbox, the drum motor saves space, addresses operator safety and promotes a sanitary plant environment when compared with the conventional conveyor drives that are mounted outside of the conveyor frame.
“Another benefit of using a drum motor is the time saved on the washdown cycle,” Zander explains. A conveyor using an external motor and gearbox takes 12 to 18 minutes to sanitize and washdown; a conveyor powered by a drum motor takes only three to five minutes. This equates to food safety and a reduction in overall sanitation costs.
“Van der Graaf (VDG) SSV Sanitary Series drum motors with an all-316 stainless steel continuous profile eliminate crevices and areas for food byproduct to accumulate or get trapped, which reduces washdown time and eliminates areas for E. coli, listeria and other bacteria to harbor,” Zander says.
In addition, the challenge among food processors has been the ability and ease to adjust belt speed as processing requirements change. Speed adjustment is achieved via variable frequency drives (VFD).
“VDG has designed a VFD integrated into the motor junction box. This eliminates the long cables required in typical installations, where the VFD is often located in a control room, some distance away from the conveyor drive electric motor. Motor controls and feedback data are accessible from a local or remote source providing quick access, user-based options,” Zander says.
The intelligent drum motor (which Van der Graaf calls IntelliDrive), was developed in response to the industry demanding control, oversight and low operating costs. According to Zander, the drum motor combines an integrated VFD with permanent magnet motor technology. The rotor is magnetically self-induced, using permanent magnets installed on the rotor body. Zander reports that laboratory test results from the intelligent drum motor boasted 72 percent electrical consumption savings over another shaft-mounted external conveyor drive. This technology also is designed to provide precision and visibility on indexing and metering-type conveyor applications.
“The IntelliDrive drum motor simplifies the selection of belt speed and, without loss of torque or belt-pull, substantially increases the efficiency and the life of the electric motor, further minimizing downtime while decreasing overall operating costs,” Zander says.
Brother Gearmotors has introduced a line of interior permanent magnet (IPM) gearmotors with an ie4 energy efficiency rating. IPMax is a line of lightweight, compact IPM gearmotors designed to be efficient with a wide synchronous speed range, incorporating magnets embedded within the rotor, as opposed to on the surface.
“No copper losses are experienced in the rotor, and considerably less copper losses occur in stator winding. The gearmotors can operate fanless up to 1 hp and do not require encoders for sensor control,” Roberson says. When stopped, a servo lock feature holds the motor in position. IPM is an alternative to servo motors, offering synchronous speed, servo lock, sensorless operation.
They are also are 23 percent smaller than comparable ie3 motors and run 24 percent cooler for longer lifespan, Roberson says. They employ sequential braking—which sets motor operations when the mechanical brake is turned on or off—as well as a torque limit solution that protects the mechanical system.
“Various functions of their programmable I/O terminals may be changed according to external circuits or applications,” Roberson says. “RS485 is included as standard. Interior permanent magnet motors are ideally suited for conveyors, fans and pumps, and are frequently used for factory automation, material handling, packaging and food processing.”
When it comes to progress in motor efficiency, Roberson says that hypoid gearing and e-coat treated paint are two examples. Brother Gearmotors incorporates a dipping process where the entire casing is emerged into paint and fully covered for maximum durability.
“The IPMax gearmotors offer an ingress protection rating of 65 (IP65), meaning they are protected from total dust ingress, as well as from low-pressure water jets from any direction,” says Roberson. “Additionally, compared with a brushless DC gearmotor, the IPMax gearmotors feature simple wiring and are easier to connect. They also offer similar high efficiency without requiring any extra signal cable.”
Acting on Data with AI
With so much data being collected throughout food and beverage facilities—including from the motors and drives—and with so many machines connected to one another, knowing what to do with that information is important. The impact of big data in food processing is changing the way manufacturers compete in the marketplace. “To deliver consistent, top-notch quality that represents brand reputation and retail relationships, it is more crucial than ever to maintain long-term performance throughout the food production process,” says Prateek Joshi, founder and CEO of Plutoshift, an asset performance management (APM) solution for the processing industry.
Many companies have made significant investments in IIoT hardware and sensors. And while they provide a wealth of data, Joshi points out that few are able to process those data streams into actionable insights to improve asset performance.
Designed to empower process engineers and reliability managers to track the impact of asset performance on future revenue metrics automatically and continuously, Plutoshift is made to provide the tools needed to develop a solution that supports workflows and has the flexibility to meet changing business needs.
“Most facilities use spreadsheets to analyze the data that is being collected,” Joshi says. “This can be tedious and prone to errors. Plutoshift runs on an interactive platform, and our proprietary algorithms are suited to provide decision support.” This allows for predictive maintenance as the systems can recognize hidden problems and accurately relate operational risks to future revenue metrics.
According to ABB’s Davis, “PdM plays an important role in the evolution of maintenance strategies, moving from reactive to predictive. For low-voltage motors, it was a common practice to run them until they failed and then react to the failure by replacing them because putting expensive monitoring equipment on inexpensive motors did not make economic sense.” With IIoT, the sensor cost has been driven down, and the price of unplanned downtime is high. “It doesn’t make sense not to monitor these assets,” Davis says.
Plutoshift works by analyzing data from various sources, such as SCADA, ERP and CMMS, using proprietary AI algorithms.
“We extract information from this data and surface it at the right time. It allows us to monitor and predict key cost drivers automatically and continuously. This gives an unprecedented level of visibility to analysts and managers,” Joshi explains.
The Plutoshift platform utilizes machine learning and AI algorithms to turn thousands of incoming data points into information for better, faster decision-making.
This solution can support the food manufacturing line by:
- Improving the process efficiency and yield of your production line while ensuring optimal product quality in each run
- Increasing throughput and asset uptime with continuous intelligence
- Maintaining high customer expectations at the lowest operational cost
- Improving wash water recovery and reducing resource loss
Plutoshift also can be used for beverage manufacturing. From the treatment of incoming water to the final product, beverage manufacturers need to maintain quality and purity throughout the processing cycle.
“Plutoshift helps beverage companies manage their existing data streams by rapidly analyzing thousands of incoming data points from existing systems and delivering actionable insights to key decision-makers to improve processes, predict maintenance and avoid downtime,” Joshi says.
For beverage manufacturers, Plutoshift can:
- Optimize the filtration process to maintain high flow rates
- Increase operational efficiencies to improve profitability
- Ensure peak performance of process systems to maintain consistent product quality
- Minimize product losses and increase product throughput
The Future Is Now
Companies might have sensed that staying connected was not only going to happen on the personal front. Automation and artificial intelligence for the manufacturing industry are here, and companies will need to keep up with the technology to stay as competitive as possible. Using smart sensors, building motors and drives that can collect data, connecting all components in the process, and having a way to mine and act on that data are all ways that will allow food and beverage manufacturers to stay ahead of the curve and run more effectively, efficiently and safely.
Related Articles
For more information:
ABB Inc., www.abb.com
Brother Gearmotors, www.brothergearmotors.com
Plutoshift, www.plutoshift.com
SKF USA, www.skfusa.com
Van der Graaf, www.vandergraaf.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




