Digitalization
Use segmented digitization to be competitive in a lasting, affordable way

Operator observations recorded on paper are being replaced by modern electronic systems—note the use of sensors/transmitters present on piping in this boiler monitoring system. In addition, sensing devices on motors monitor bearing life and other motor parameters, providing actionable maintenance information.
Photo courtesy of SKF
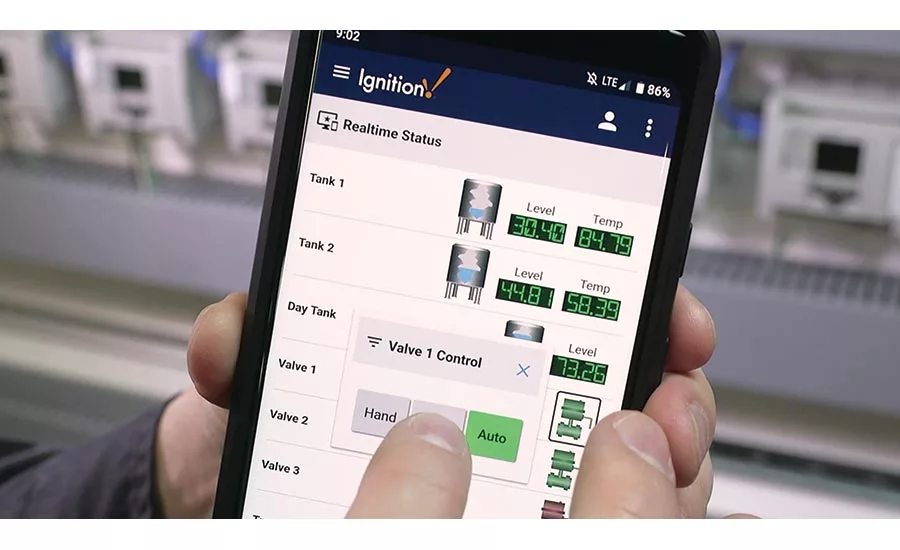
Inductive Automation’s new Ignition 8 Perspective module provides full monitoring and control via a cell phone.
Photo courtesy of Inductive Automation

PC-based controllers from Beckhoff can function as cloud gateways or edge computing devices, but engineers should ensure the controller is certified by Microsoft Azure, Amazon Web Services (AWS) or another selected cloud service provider.
Photo courtesy of Beckhoff

This motor control center is connected to the rest of the plant by fiber optic and copper Ethernet cabling through a network equipment cabinet.
Photo courtesy of Ross Van Pelt, RVP Photography

SKF condition monitoring, analysis reporting and communication technologies can enable immediate detection of problems and sharing of machine condition data via the cloud with SKF analysis experts, who can interpret the data and provide diagnostics expertise and actionable recommendations.
Photo courtesy of SKF

This IDEC WindEDIT Lite app provides superior remote access compared with a browser and better local access compared with a laptop PC, making it ideal for the data viewing and analysis critical to IIoT implementations.
Photo courtesy of IDEC
If you’re not embarking on the digital transformation journey, you’ll be flying blind without the instrumentation and computing capabilities to keep you focused on your target: producing quality, food-safe product and staying ahead of your competition.
Article Index:
In fact, without actionable information from plantwide sensors and processes, surviving in the future will be difficult.
Digital transformation of your plant and entire process can help save the day. But where to begin? Fortunately, you don’t have to digitize all at once; you can do it piecemeal in a way that makes sense and is affordable.
But remember, many of today’s new facilities have a jump on you; they’re already totally automated and enjoying the benefits of having actionable information about their process, supply chain and maintenance operations.
The big picture
While you may not be able to jump on board right now with a total commitment, it pays to think big. You’ll need to do audits or assessments to determine your goals.
“Our recommendation is to look beyond the plant floor and consider the entire innovation lifecycle, which is what determines what is being produced and how,” says Bryan Seyfarth, director, consumer goods, Sopheon.
Successful food manufacturing begins with cross-functional decision-making, which can result in high-quality, efficiently made products that are received well by customers, adds Seyfarth. An innovation “maturity assessment,” which evaluates the entire lifecycle from innovation strategy to ideation to execution, can identify failure points, bottlenecks and opportunities where digital transformation could contribute to greater success.
Whatever you call the initial audit, realize that this appraisal must reach beyond your four walls.
“To begin the journey, food and beverage processors must carefully assess the status of their operations, the partnerships and support networks they have in place with machinery suppliers, and the qualifications of their workforce,” says Jorge Izquierdo, PMMI vice president of market development. When setting out, the top three areas to assess are machine automation, data acquisition and workforce, he says.
At Polytron, a Control System Integrators Association (CSIA) Certified Member, clients often have to start by matching their objectives internally, says Brent Stromwall, PE, vice president of business development. “Their success, and ours, is dependent on their ability to become aligned under common business goals and success criteria measurement. We have tools and questionnaires used during interview and team collaboration meetings to help our clients in this crucial first step on their journey.”
An early step is to workshop the site with a cross-functional team representing logistics, finance, quality, engineering and maintenance, says Rao Kolla, senior controls engineer at Stellar. The goal is to understand the status quo and uncover any problem areas. These groups work together regularly but don’t necessarily communicate about challenges. The goal is to develop a clear picture of what each group needs and can offer.
“Our goal is to act as an objective, third-party partner and ask the right questions to develop short-term and long-term solutions. For example, we were recently working at a facility where the logistics manager had an unrealistic time expectation for a particular stage of processing,” says Kolla.
The facility planned work around this incorrect time frame, which always put the process two hours behind schedule, leading to inaccurate data. When key metrics aren’t properly defined, the outcome will be skewed, says Kolla. “You want to ensure that everyone is on the same page and working out of the same playbook.”
Sometimes changing and improving a process may be a better solution than trying to make technology fit current parameters and ways of doing things, says Derek Rickard, Cimcorp Automation distribution systems sales manager. “For instance, rather than setting up an order picking system to work with an existing two-hour window from order receiving to dispatch, we can re-evaluate operations and leverage the speed of automation to enable just-in-time order fulfillment.”
In many cases, hiring a third-party engineering group or system integrator (SI), such as Stellar, Polytron or Autoware Digital (a CSIA member), can help a business get past the “we’ve always done it that way” syndrome.
“The digitalization journey can start from many different points,” says Autoware President Luigi De Bernardini. “There’s no single recipe for all companies.” It depends on the organization, its maturity level and many other things.
Autoware experts spend time in the plant interviewing key users, mapping out how they work and identifying pain points. “Based on the assessment, we can then identify the opportunities for improvement, prioritize them and start to tackle them. We do not believe in standard checklists or self-assessment,” he says.
Most important, De Bernardini says, “Digital transformation is not only a technical transformation. It’s mostly a cultural transformation, and we need to help people embrace it.”
The first step
Food companies should start with a strategy development and planning exercise to define expected business outcomes and identify operational and technology gaps, investment requirements and organizational constraints, says Madhu Gaganam, Rockwell Automation connected enterprise consulting manager.
“We recommend conducting a technology evaluation to assess equipment requirements, network infrastructure and security foundations, data acquisition and analytics operating software requirements, and the viability of their underlying IT architecture.” Companies should also evaluate the capacity of the organization and its people to successfully embrace and sustain the coming changes, adds Gaganam.
Processors starting their digital journey must think beyond simply implementing new technologies, says Marcus Parsons, director, food and beverage, Emerson. A transformation should enable cultural and behavioral change within an organization to help empower a digital workforce.
Emerson has identified five critical competencies for successful digital transformation:
- Automated workflows: Automating routine or manual activities frees personnel to focus on exceptions and opportunities that require human intervention.
- Decision support: By leveraging decision support tools and analytics, personnel can make high-quality, faster decisions to improve performance.
- Mobility: Tools that provide shared, relevant information regardless of location enable better collaboration throughout the operation.
- Workforce upskilling: Ensuring personnel have access to training in flexible formats empowers them to acquire knowledge quickly and more effectively.
- Change management: The capability to effectively accelerate, institutionalize and sustain new work processes is crucial to staying competitive.
Understanding the current state of operations, existing data collection procedures, level of automation, facility conditions, etc. is an important beginning step in a digital transformation, says Niranjan Kulkarni, director, operations improvement, CRB. “Start mapping your operations. Developing current value stream maps (VSMs) can help identify non-value-added activities. Develop a plan to eliminate/minimize them and create a future state map. VSMs can also help understand information flows.”
Understand which operations are going to scale up versus scale out, which can impact systems and facilities, Kulkarni says. Performing simulation analysis (scenario planning) can help quantify the effect of certain changes on systems and facilities.
The journey becomes reality
We’ve talked about surveys and assessments that you can do yourself or with outside engineers and SIs, and it’s time to look a little more carefully at the components that make the journey a reality, such as control systems, sensors and networks.
Todd Gilliam, ABB food and beverage leader, breaks down these components into five basic groups:
- Data collection: all the instruments to gather data, e.g., sensors, existing assets, etc.
- Data management systems: networking and connectivity solutions plus storage and processing
- Analytics: software applications, such as historians, manufacturing intelligence, scheduling optimization, etc.
- Automation equipment: connects to sensors and actuators; includes PLCs, distributed control systems and shop floor control systems
- Collaborative tools: ERP systems, cloud, cross- or multi-plant communications, OEM tools and training
“Start with a good foundation, which in this case means that your base control systems measure the right things via installed instrumentation and have the capability to collect raw data,” says Steven Pflantz, CRB associate. “Don’t just collect data because you can, but think about it and decide what you need and how you are going to use it.” Pflantz urges processors to have a methodology in place that describes which data will be collected and how the information can be distilled usefully.
“Think strategically but start tactically,” says Arun Sinha, Opto 22 engineer. Develop a proof of concept to test a methodology. In this case, Sinha says a PoC should target a particular pain point in existing operations, starting with a smaller, focused project.
Once the goals and strategy of the first PoC are defined, identify the process, asset or machine to be used with the PoC, says Sinha. Start with the sensors and instrumentation, then move to the controller and I/O, including the software and tools required for real-time data processing. Next, consider IT-friendly protocols to move data outward. Finally, explore available software, cloud services or tools to do more advanced analytics on the data.
Take inventory of the installed base of instrumentation, says Ola Wesstrom, Endress+Hauser USA senior industry manager, food and beverage. For over 20 years, HART has been standard on much instrumentation. The digital HART signal provides various levels of diagnostics or secondary measurement variables. It may simply be a matter of swapping out some I/Os to read/utilize this information to simplify maintenance or optimize processes. You’ll find that many of these signals are also available on other proprietary and nonproprietary digital instruments, so you’ll want to check the spec sheets.
Many key components needed for digital transformation are already in place in terms of PLCs and HMIs, but these may need to be updated to models providing Ethernet-based connectivity and other functionality, such as support for an application, says Don Pham, senior product marketing manager at IDEC. What may be missing in the equation are new instruments to sense process parameters that are not already being used as inputs to a PLC or programmable automation controller (PAC)—for example, pressure, level, flow, temperature, turbidity, viscosity, etc.
Other important parameters to monitor include vibration and acceleration. When these variables are combined with temperature, they form the heart of a condition monitoring system that can be used to track wear and tear on rotating equipment, such as pumps, motors, compressors, mixers, etc., says Jim Henry, SKF director of business development, food and beverage. As we noted earlier, having a well-organized maintenance system should be an important part of your digitalization journey—keeping you informed to make planned maintenance decisions before a disaster strikes.
Rip and replace or keep?
If you have aging 10 Mbit/s hubs or switches and Ethernet cabling with cracking vinyl jackets that are not protected by a conduit, you may want to think about changing them out to something more reliable, right? What if you have no documentation for your network architecture? Or as Stellar’s Kolla describes it: What if your facility has all systems on one network with no sub-networks? Would you rip these out and start over?
“This is an inflection point for most customers,” says Keith Chambers, director, manufacturing operations management, AVEVA. Should you upgrade existing plantwide networking infrastructure? Or should you simply maintain it (and the control systems that depend on it) and apply more contemporary IIoT architectures in parallel for connectivity?
Ripping out an existing system may not make sense, could upset operations and might be plain expensive. “Some advice would be to be wary of any IT solutions/services vendor who would only recommend ripping out existing infrastructure and using only proprietary replacements,” says Melissa Topp, senior director of global marketing, ICONICS. “It isn’t always necessary to remove existing networking equipment or operating systems, databases, communications protocols, etc. Of course, a reputable vendor will be honest if your digital transformation goal(s) can only be achieved with such upgrades.”
How do you know when it’s time to take action? “I once visited a facility and used a computer to troubleshoot the PLCs,” says Kolla. “Every time I would connect the computer, the entire network would shut down because no one realized the network was at 99 percent capacity.”
A solid assessment of the network environment will allow a processor to see any deficiencies and formulate a plan to move forward, says Scott McCausland, director of data services at Process and Data Automation, a CSIA Certified Member. “Just because equipment is ‘old’ doesn’t mean it isn’t capable of acting as support to reach a goal. In general, a robust network infrastructure is required.”
Small steps can be taken to replace existing switches, or a large project could re-architect the entire facility, according to McCausland.
CRB’s Pflantz notes that switches can get out of kilter as a plant grows and expands its networks.
“Look at the network structure and function before you ‘just upgrade your existing network switches,’” he says. Focus on network structures for your control system (OT) and make sure it still meets the vendor’s recommended design, suggests Pflantz.
“Structure of the network, proper subnetworks, VLANS, etc. can impact performance much more than pure speed,” says Pflantz. Most process control systems still comfortably operate in the 10- to 100-Mbit/s speeds for their portion or subnetworks. You can go faster, but the structure can make a bigger impact in some cases. Fiber for upper-level networks (say Level 3, 4, 5 components) is a good idea, but again not simply the answer. Engineer your networks.”
Device-level networks
At the machine level, however, an upgrade may not be such a bad idea. “Manufacturers should work to upgrade legacy network infrastructure when budgets and time frames allow,” says Aurelio Banda, Beckhoff Automation CEO and president. “EtherCAT offers a wide range of performance and efficiency improvements over legacy fieldbuses and other industrial Ethernet protocols. The high-speed EtherCAT network does not require switches, and EtherCAT devices do not need IP addresses.”
However, beginning a digital transformation is possible without completing a rip and replace, says Banda. EtherCAT I/O systems can accommodate both copper and fiber optic cables, and many cost-effective gateways and couplers are available to ensure that machines utilizing legacy fieldbuses can easily send data to gateway devices over EtherCAT and ultimately up to the cloud. EtherCAT G could even be used in these situations because its innovative branch controller model accommodates slower networks within the main architecture. The original 100 Mbit EtherCAT, EtherCAT P and EtherCAT G will all remain compatible with each other—so the newer EtherCAT technology extensions will complement, rather than replace, one another.
With regard to old device networks that are proprietary or difficult to provide an interface, Opto 22’s Sinha says to avoid these in any new installations and replace them with open, Ethernet-based protocols in existing installations where possible. When this is not possible, gateways are often available to interface these networks to Ethernet, but this can sometimes be difficult.
OT vs. IT
We’ve just looked at IT networks and device networks, the latter typically being the realm of the OT group. Here’s where you still may have an issue: Can these two groups work harmoniously together? You’re not alone in wondering about this.
If you think you’re experiencing a unique problem of bridging the OT and IT groups (aka OT-IT convergence), think again. Automation suppliers and SIs face the same issues, and they’ve learned enough while navigating these waters to help most any client.
“Siemens has experienced and bridged this IT/OT divide in its own global operations,” says Hunter Beck, digital enterprise industry manager, Siemens Digital Industries. “We’ve developed deep insights into how to bridge this gap.”
To be sure, more and more companies the world over are moving toward greater integration that will help make them truly end-to-end digital enterprises. They’re bridging the divide separating IT and OT, in part by purposefully bringing both teams together to facilitate greater understanding and cooperation, adds Beck.
Leading-edge companies certainly have created a culture where IT and operations work in tandem to address issues and drive the business forward, says Mike Edgett, Infor industry and solution strategy director. “Successful digital transformation requires buy-in across the organization.”
OT and IT are synergizing, says McCausland. Some companies do a great job of syncing both worlds, and others still treat them as independent and isolated. The only way to bring them together is to showcase the similarities and understand the differences. Oftentimes, those departments will bring in SIs, such as Process and Data Automation, to help bridge the gap.
“The best results I’ve seen are the ones where a company created a specific role of ‘IT for operations,’” says Autoware’s De Bernardini. IT in operations is different from IT for business processes. The required knowledge is different and so is the approach to installation, maintenance and upgrades. Recognizing that is fundamental to ensure a correct approach.
To read more on the latest innovations in food manufacturing, click here!
“OT needs to lead the convergence,” says Travis Cox, co-director of sales engineering for Inductive Automation, provider of Ignition software, which has real-time control technology, built-in HMIs, and SCADA and MES (manufacturing execution system) functionality. “To get at the data that you need to connect to the enterprise, you have to have knowledge of OT and SCADA. Otherwise you don’t know what you don’t know.” Cox says that 90 percent of the data and information necessary to run a plant are stranded out in the field, on the plant floor and at the edges of the network.
But making this data actionable information in the enterprise—when that’s the responsibility of both OT and IT—is not about collision; it’s about inclusion, says Cox. “All the hype lately about OT-IT convergence can sometimes be a bit amusing to us because we’ve been integrating OT and IT from the start. We were web-based, database-centric, fully cross-platform from the start.”
The common ground or “mesh point” of OT data and the IT world that both groups share makes the difference—where the communication and collaboration between groups makes the most impact, says Allen Tubbs, product manager for Bosch Rexroth, a CSIA member. “It is here that hardware is defined, security concerns are addressed, and infrastructure is designed to provide the most value. Successful teams find creative ways to address the concerns of both parties, and that starts with a mutual respect for each other’s roles.”
CRB’s Pflantz puts it rather succinctly: “Both sides understand the drivers to standardize, so it requires communication between both and understanding what is required and what is up for negotiation to help both worlds merge and function properly.”
Can old equipment support digitalization?
You want to update equipment and sensors to embark on the digitalization journey and eliminate “islands of automation.” Unfortunately, there’s not an easy one-size-fits-all answer (see “The challenges of upgrading legacy control systems,” FE, September 2018). In many cases, however, all you may need is some more relevant data from a system to satisfy your digitalization requirements.
But not all processors make digital transformation the priority when they upgrade. Polytron’s Stromwall says most clients are upgrading/modernizing their existing control systems in conjunction with a digital transformation initiative. The key factors for upgrading, however, are obsolescence and risk reduction. Typically, if there isn’t a business case for upgrading, digital transformation alone isn’t enough reason.
Overlay vs. rip and replace
Richard Phillips, director of smart manufacturing, Polytron, says more and more cost-effective IIoT smart sensors are available that can be easily layered on top of a manufacturing system without disturbing the controls. A few sensors can provide a lot of valuable information and help justify further investments for upgrading controllers, adding networks, etc. These IIoT sensing devices make digital transformation available to many facilities that historically can’t afford automation upgrades, networks, etc.
One option is to fit new sensors to your data points and connect them through an IIoT platform, such as AVEVA’s Insight, according to Chambers. Further options can include local connection of these sensors into lightweight “edge boxes” that collect the data and buffer the information to the IIoT platform or through wireless connections into plant-based systems.
For those who are able to afford plant floor equipment upgrades to gain the benefit of digital monitoring and control, Topp of ICONICS suggests a similar strategy. “Others who don’t necessarily have that luxury can take a more gradual approach, where existing equipment can be retrofitted with newer sensors or connected to affordable IIoT gateway devices at the edge, until complete replacement makes better financial sense.”
Modern fieldbuses help alleviate the problem of updating older equipment. “Certainly newer machines have increased sensing capabilities and can come ready to connect to the cloud right from the start via smart sensors,” says Beckhoff’s Banda. “However, the openness of PC-based control and EtherCAT networking offerings easily eliminates islands of automation without requiring complete replacement of all aging equipment and fieldbuses.”
Note: For a continued discussion on these topics, please see "The digitalization journey: The final steps," FE On-line. The article looks at the role of existing sensors in a digitalization environment; controller considerations; brown-field installations; SCADA, MES and ERP systems; cloud implementations and a few digital transformation success stories.
For more information:
ABB, www.abb.com
Autoware Digital, www.autowaredigital.com
AVEVA, https://sw.aveva.com/food-and-beverage
Beckhoff Automation, www.beckhoffautomation.com
Bosch Rexroth, www.boschrexroth.com/packaging
Cimcorp Automation, www.cimcorp.com
CRB, www.crbusa.com
Emerson, www.emerson.com
Endress+Hauser, www.us.endress.com
ICONICS, www.iconics.com
IDEC, www.idec.com
Inductive Automation, www.inductiveautomation.com
Infor, www.infor.com
Opto 22, www.opto22.com
PMMI, www.pmmi.org
Polytron, www.polytron.com
Process and Data Automation, www.processanddata.com
Rockwell Automation, www.rockwellautomation.com
Siemens Digital Industries, www.siemens.com
SKF, www.skf.com
Sopheon, www.sopheon.com/consumer-goods-innovation
Stellar, www.stellar.net
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








