Sanitation
Hygienically optimized design is a top priority in processing equipment
Good design is more involved and costly up front, but saves time, money and chemicals in the long run
In food manufacturing, one of the most important challenges is ensuring complete hygiene at all steps in the process. For Minebea Intec, the subject of hygienic design has been the top priority for many years, a fact that continues to be apparent in the new systems introduced by the company.
For a food or beverage processor, nothing can ruin a good reputation quicker, or entail such high financial costs, as news of products contaminated with, say, dirt, mold or bacteria.
“In modern systems, where food and beverages are being produced in industrial quantities, hygiene throughout the process chain is extremely important to guarantee high-quality products and to minimize safety risks for consumers,” says Frank Wieland, chief sales officer at Minebea Intec, a supplier of internationally of industrial weighing and inspection technology.
The high value placed on hygiene is also apparent from the numerous organizations and regulations that operate across the world to ensure complete hygiene in food production. In Europe, the European Hygienic Engineering & Design Group (EHEDG) is the leading organization that is strengthening awareness of hygiene in the food industry with relevant guidelines and disseminating technical knowledge about hygienic construction and design in the production process. Other institutions such as the National Sanitary Foundation (NSF) and the Food & Drug Administration (FDA) in the USA, and the British Retail Consortium (BRC) in the UK, alongside methods such as the 3-A Sanitary Standards, Good Manufacturing Practice (GMP) and the Hazard Analysis and Critical Control Points (HACCP), are concerned with hygienic processes and regulations in food production around the globe.
FE spoke with Nick Parsons, head of product management at Minebea Intec, and Frank Wieland, chief sales officer, to get their thinking on hygienic equipment design and its challenges and benefits.
FE: Where does hygienic design begin?
Nick Parsons: This sensitive topic has been the top priority for many years. When designing new systems, therefore, particularly for the food industry but also for others, we always seek to optimize the design in relation to hygiene. This applies to all three of our areas of business—that is, to our load cells and industrial scales as well as to all the systems in our Company inspection sector.”
Hygienic design begins with the selection of suitable materials; the use of high quality, food-grade stainless steel with the smoothest possible surfaces produces the ideal hygienic conditions. In addition, it is important in the design phase to avoid creating areas that are difficult to access, since food residues will collect there and could start to decay if they remain for too long.
Because all systems used in food production have to be cleaned regularly, the issue of accessibility is an important one that needs to be taken into account. In areas that require wet cleaning for production reasons, for example, partially dismantling the system for cleaning purposes generally can’t be avoided. In such cases, dismantling should be as simple as possible, without the use of tools, to preclude the possibility of food contamination.
Other highly important principles to be observed in hygienic design include avoiding horizontal surfaces, sharp corners and angles, excessive numbers of drilled holes, contact surfaces, screws and folds, as well as hollow parts and dead space. The condition of the floor is another aspect that cannot be neglected, if there is to be an end-to-end focus on hygienic design.
FE: How do you put design into practice?
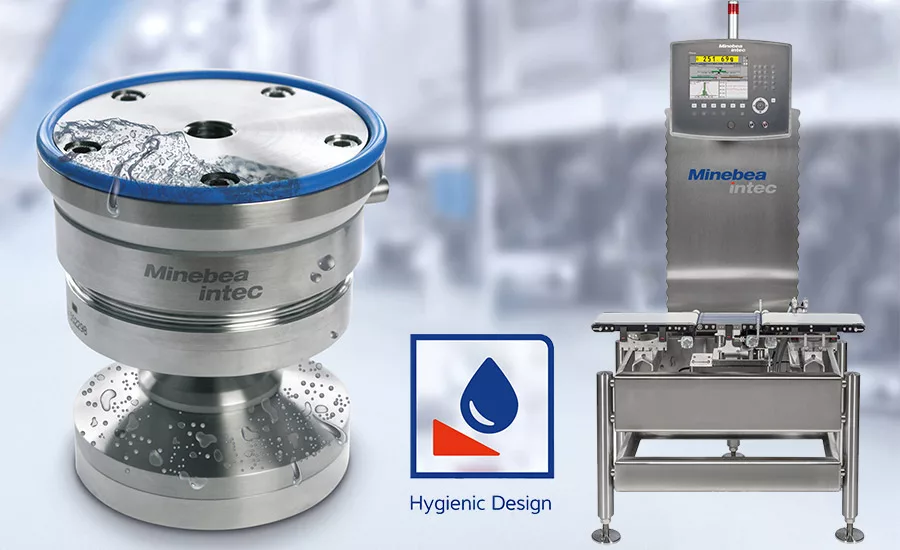
Frank Wieland: We have been adhering to such design guidelines for years in all of our new developments. For example, the new weighing module, Novego, is typical of a hygienically optimized development from the load cell sector. This product for weighing containers, introduced only recently, includes a multitude of constructional details that meet the EHEDG hygienic design guidelines and hence ensure less contamination and more efficient cleaning processes.
When Novego was being developed, particular care was taken to minimize horizontal surfaces, to ensure low surface roughness and to use FDA-compliant silicone. Stainless steel grade 1.4418, which has exceptional corrosion resistance, provides not only improved hygiene, but also a longer product lifetime and greater resistance to dirt, corrosion and even aggressive cleaning products. These factors, together with its high degree of measuring accuracy, make this weighing module particularly suitable for use in the food industry, not to mention pharmaceutical and cosmetic production.
Another example is the checkweigher, Flexus, from the company’s industrial scales area. In the development of Flexus, Minebea Intec paid particular attention to observing internal hygienic design guidelines. It is used in the production of packaged foods, to check the weight and integrity of each individual product. Here, too, we have minimized the number of contact surfaces and horizontal surfaces, and have used an open frame with no hollow parts of any kind. In combination with its increased floor clearance, this ensures that Flexus can be easily inspected and quickly and safely cleaned, saving our customers both time and money.”
Parsons: These products are just two of the countless examples in which Minebea Intec has focused on considerations of hygienic design. No systems specified for the food and pharmaceutical industries go out to customers from us that have not been developed according to hygienic design specifications like EHEDG and NSF.
FE: Food processors like to keep expenditures low. Doesn’t all this sensitivity to hygienic design lead to higher prices? Where’s the benefit?
Wieland: It goes without saying that the extra work involved in optimized hygienic design always brings with it with higher machine and system costs. These additional costs have to be set against the corresponding benefits and savings. Cleaning a system that has been developed with an eye to aspects of hygiene takes less time, requires less use of cleaning products, entails lower energy consumption--and thus results in lower staff, maintenance and repair costs overall. Taking all of these factors together over the long term, there is no doubt that hygienically designed systems represent a sensible investment. In addition, systems designed in this way protect the environment and reduce overall operating costs, which include not only the costs of procurement but also all expenditure in subsequent use, such as the cost of water, effluent, chemicals and electrical and thermal energy.
Last but not least, in using a system with a hygienically optimized design, our customers benefit from a reduced risk of lost production and rejects. For these reasons, in developing the new industrial scales and inspection systems that the company will shortly be introducing, Minebea Intec has once again given maximum attention to the issue of hygienic design.
About Minebea Intec
Minebea Intec (www.minebea-intec.com), previously known as Sartorius Intec, is a manufacturer of industrial weighing and inspection technology. Based in Hamburg, Germany, the company supplies products and services that for some 150 years have been bywords for innovation, performance and reliability. The product portfolio includes high-resolution platform scales, load cells, container and silo scales, checkweighers, metal detectors, X-ray inspection systems and intuitive software solutions.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







