Processing and Packaging
Thermal processing equipment is saving energy, product and money
Today's canning equipment is designed to get thermal products just right.

STOCK America’s Surdry oscillating sterilizer uses headspace and gravity to provide product agitation without stress on packaging and equipment. Source: STOCK America, Inc.
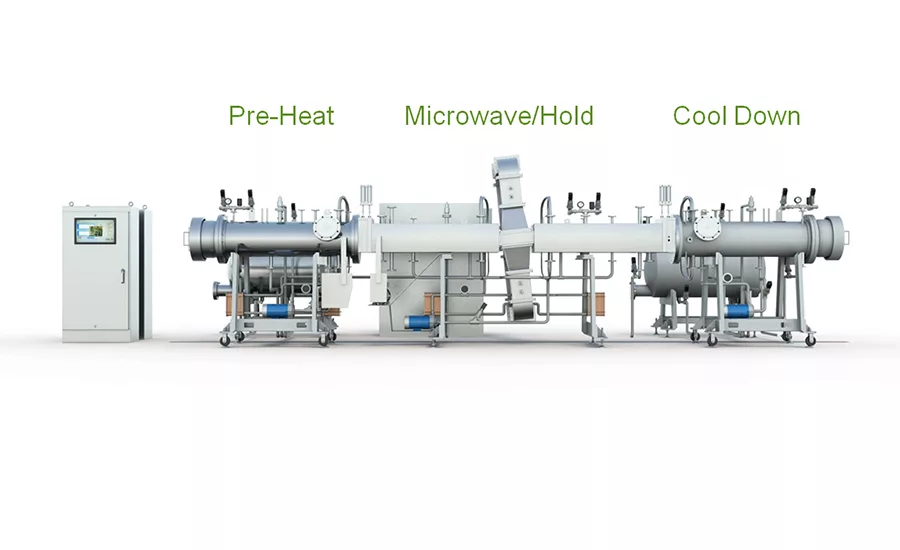
915 Labs’ MATS cooking system heats food in pouches with 915 MHz microwave energy. The process consists of four steps: preheat, microwave, hold and cool down. Source: 915 Labs.


Chicken, grill marked and vacuum sealed, goes into the sous vide Armor Inox system at SugarCreek Manufacturing. Source: Ross Van Pelt, RVP Photography.

Radio Frequency Company offers a full line of systems for the bulk pasteurization and/or insect de-infestation of various food ingredients, either bagged or in bulk. Source: Radio Frequency Company.

Infrabaker’s infrared oven has an array of infrared emitters that provide heat to the product moving on a conveyor belt below. Source: Infrabaker.

Allpax’s cooling water recovery process gives manufacturers the ability to use the hot water from a standard water spray retort cycle during the first stages of cooling to capture hot water and, then in the second stages of cooling, to contain the warm water and use it in the next cycle instead of disposing of it. In steam retort operations, a waste-heat recovery system captures steam in a vented tank where it condenses into hot water. Source: Allpax.
The commercially canned products available in the past largely contained overcooked food that was mushy, too salty and tasted anything but fresh—if it had any flavor at all. The only positive characteristic was the safety, with the impossibility of any bacteria surviving the process unless the can was faulty. Thankfully, though the basic procedures are much the same, since then a lot has been discovered about thermal processing—we’ve turned down the heat and maybe even saved a little energy in the process.
Article Index:
- What’s driving thermal processing?
- Applying technology to control cooking
- Cooking/sterilizing in pouches
- Non-retort pouch cooking
- Technological advances beyond cooking
Today, traditional canning equipment, retort and other thermal processing systems have been outfitted with the latest sensors, controls and associated devices and refinements to get thermally processed products just right—balanced between meeting food safety specifications and just the right degree of doneness, helping to preserve flavor, texture, nutrients and consistency. In addition, pouch-based cooking systems can cook the food right in the bag, sealing in flavor and keeping the product tender.
What’s driving thermal processing?
Maybe chalk it up to millennials wanting a different caliber of food today. “My kids could care less about brand names,” says Ed Rodden, SugarCreek chief information officer. “They want clean labels, they want variety, they want fresh. So that’s changed the dynamics of the marketplace.” Today, the newer and smaller creative food companies are showing the big brands how to do it, says Rodden. Some of SugarCreek’s customers are employing its Armor Inox Thermix sous vide cooking system because it’s flexible and able to handle the gamut—from starches and pastas to protein and fish. Done in a pouch under vacuum, a sous vide filet mignon, for example, can be browned before the sous vide process or just cooked without browning, leaving the latter for the end user—be it a fine restaurant or a consumer at home.
Armor Inox’s Carl Wasson, North American product line manager, says the trends and demands driving food processors today are precision in cooking and chilling, automation and lower energy cost per pound of product, which, he adds, can be achieved with the Armor Inox Thermix system. “Because of the precise control of the cooking/chilling process, our customers are able to obtain consistent doneness throughout the batch without overcooking. Because the product is cooked and chilled in a bag under vacuum, it retains flavor and texture because it is cooked in its own juices. The finished product is pasteurized after being cooked to a time/temperature to pass the kill step.”
“Today’s consumer is looking for convenient, high-quality, clean-label products that can easily fit into their lives to help them achieve their desired nutritional goals, fuel their active on-the-go lives and achieve their desire to eat products with ingredients they can recognize,” says David Behringer, chief technology officer at 915 Labs, a provider of a microwave-based, in-package thermal sterilization process called MATS (Microwave Assisted Thermal Sterilization). “Legacy thermal processing technologies struggle delivering the quality and clean-label aspects demanded by consumers because of the intensity of thermal processing. Next-generation thermal processing solutions focus on significantly reducing thermal processing exposure of a product so it can maintain the fresh attributes/quality of a food item while meeting all food safety requirements.”
Fortunately, canned food has come a long way in the last five decades, not that the general principle of the retort has changed. What has changed is the support structure—the ancillary equipment technologies and control system hardware and software—not to mention the philosophy of applying just the right amount of heat for the time required to cook the food and achieve the necessary kill of bacteria. And, doing this saves energy as well.
“Due to a very dynamic market related to new containers and products, the first priority for Allpax customers is process flexibility and futureproofing assets that work for current containers, but position the customer for the containers and products of tomorrow,” says Greg Jacob, general manager. “Playing into that same mindset, saving energy, shorter process times, high levels of food safety and higher-quality products are byproducts of selecting a retort vendor that continues to drive new technology into thermal processing.”
“We see a lot of emerging trends in the food industry,” says Jeff Dahl, JBT Preservation Systems business manager. “Our customers are first seeking safe and FDA-accepted technologies that allow them to produce products that are as close to fresh as possible. Our innovative processing technologies, coupled with our performance software packages for thermal aseptic and in-container sterilization, provide the highest-quality finished product as well as the optimal sterilization to save significantly in the reduction of utilities, labor and time.”
Consistent cooking, lower energy costs, preservation of flavor/texture, more precise control—which is the most important? “Each is equally important to the customer, but one may be prioritized based on the product category,” says Rick Eleew, STOCK America business manager, sterilization systems. For instance, when processing a product (e.g., beans), process times are generally longer than required process sterilization time requirements. In this case, matching the correct sterilizer to the container and process application is paramount to the overall efficiency of the application. For example, a rotational steam-water spray sterilizer with overpressure would not be a “system requirement” for processing beans in metalized containers, adds Eleew.
If you’ve ever suffered a radio frequency (RF) burn from a transmitter, you know that it can put a lot of heat in a relatively small target range. Radio waves (high frequency to the low end of the VHF spectrum) have been used for heating and drying for some time. Today, the technology can be used especially for pasteurizing bulk materials (think flour) or for drying/pasteurizing dry products in bulk or in their packaging. Radio Frequency Company has developed a line of RF Macrowave pasteurization systems that operate at 40 MHz, where the depth of penetration and uniformity of heating are optimized, says Lisa Mitchell, marketing manager. This heating effect ensures microbe kill and avoids the deleterious effects on product quality from prolonged exposures to high temperatures. “Macrowave pasteurization systems are ideal for batch or conveyor applications for bagged or bulk product,” adds Mitchell.
Applying technology to control cooking
Heat and Control makes a wide range of ovens (e.g., convection, impingement, spiral, infrared, linear, spiral steamers, toaster, rotary impingement, and the list goes on to include fryers, etc.) for just about any food application, whether it be snack, prepared foods, bakery, fish and other proteins or roasted peppers. What do processors find most important? To be able to produce a thermal transfer process that treats each product equally with maximum energy efficiency and produce the desired product, says James Padilla, director of product development.
“In order to achieve the above on our thermal processing equipment, we use finite element analysis [FEA] computational fluid dynamics [CFD] modeling to analyze the best way to transfer energy in the most efficient and uniform way,” says Padilla. “We then take this modeling and apply it in a practical method.”
Over the years, retorts have enjoyed several improvements. “Strategically agitating retorted products provides many key benefits versus traditional static processing,” says Allpax’s Jacob. Agitating mixes the products in the container while it is being sterilized, which provides advantages in two areas:
- Agitating improves the heat transfer in the container, therefore, shortening the process time within a range of 25-90 percent. Shorter processes mean more throughput per day.
- Shorter cycle times also lower the thermal burden on the product, which can result in firmer texture, brighter color, higher nutrient retention and sharper flavors.
Providing more daily throughput along with higher-quality product gives the processor a higher margin and a stronger brand, says Jacob.
With so many solutions available, where does a processor start in making a selection? “We start our process by gaining an understanding of what our customer envisions his future product to look like—container type, shelf life, quality, appearance,” says JBT’s Dahl. “Once we discuss various technologies and run tests in our Process Technologies Laboratory, we can start to determine which technology meets their needs. JBT has a wide range of technologies including Stork hydrostatic and aseptic processing, continuous rotary, batch and automated retort systems.”
Cooking/sterilizing in pouches
“Cooking in a pouch/bag has been around for years, and is once again gaining popularity,” says Padilla. The technology is ideal for thermal processing while minimizing any post-thermal treatment contamination from human involvement. Many of the systems available use water movement to speed up the heat transfer and increase process uniformity, but a significant improvement, according to Padilla, comes from adding air perturbation, which increases the heat transfer efficiency. “This technology has been used for in-shell egg pasteurization, meat pasteurization, meat aging and meat textural changes.”
“We are offering a wide range of technologies specific for pouches,” says JBT’s Dahl. “Traditional methods suggest retort and automatic batch retort systems as well as continuous systems in our hydrostatic sterilizer and continuous rotary sterilizer. We are also doing a considerable amount of pouches on the aseptic side of our business with both our institutional and retail process systems.”
“Using reciprocating agitation, large pouched products lend themselves to be very good retort candidates,” says Allpax’s Jacob. “Due to their horizontal orientation [laying down in a retort], relative [to the] long length of pouch and weight contents, products with a liquid content produce a good wave action when agitated, and the entire load gets a very consistent heating and cooling profile.”
STOCK America’s Eleew advocates using steam-water spray systems for pouch processing. “Based on the horizontal placement and surface area of the pouch, spray systems promote better water/heat transfer, providing for shorter and more consistent come-up profiles in heating. Spray sterilization, in conjunction with oscillation motion, provides excellent product temperature distribution and heat penetration by taking advantage of the pouch headspace bubble. Our research has proven it’s not the frequency of the oscillation, it is the movement of the headspace bubble and fluid transfer around the product particulates, including product viscosity, which promotes controlled and optimized product heating profiles.”
Non-retort pouch cooking
915 Labs’ MATS system and the Armor Inox Thermix system work differently than retort systems, and both technologies are quite different—the only similarity being the use of water as a medium to transfer heat to the food being cooked in a pouch or bag.
“Our process operates in four stages,” says 915 Labs’ Behringer. First, thermalization to desired temperature; second, microwave/water-immersion sterilization or pasteurization; third, water-immersion sterilization-pasteurization hold; and fourth, cool. The water-immersion microwave step using 915 MHz allows for rapid and uniform heating of a product to sterilization or pasteurization temperatures. The benefits, says Behringer, are an 80 percent reduction in heating time vs. traditional methods, resulting in products that meet food safety requirements while maintaining many of the fresh characteristics of a product especially with thermally sensitive ingredients such as spices, dairy, eggs, seafood, vegetables and starches like pizza.
The Armor Inox Thermix system can be used for slow cooking as in the case of cooking sandwich meat logs (see FE, Nov. 2013, “Plumrose Council Bluffs: Lean, mean and fully automated”) or sous vide products (see FE, April 2016, “2016 Plant of the Year: SugarCreek brings home more than the bacon”). In the Thermix system, product in a vacuum-sealed pouch (in the case of sous vide) is automatically loaded into a carrier tray, which is then loaded into a process tank. A core probe, placed into one of the products during the loading process, monitors the temperature as the product cooks. A lid is placed on the tank to cover it, and an operator enters the correct cook/chill recipe into the supervisory computer and starts the process, says Wasson.
In the Thermix process, hot water is pumped from a stock storage tank into the cooking vessel, and hot water is pumped in from the stock tank to maintain the desired ambient cook temperature. When the product has reached the correct time/temperature, hot water is pumped back to the hot water storage tank, and pre-chill water is pumped into the vessel to begin the chill process. After the pre-chill stage, chilled water is pumped into the vessel, cooling it to the desired temperature. “Each Thermix process tank can run different cook/chill recipes at the same time,” says Wasson. “Product is continually being loaded and unloaded in the Thermix tanks in the system, but each tank can be operated as a separate batch.” After chilling, product is automatically unloaded from the carrier trays and moves to the next stage, which might be refrigerated storage and shipping, or it might be a browning stage—then on to refrigeration and shipping.
Because the sous vide process doesn’t use a temperature high enough to brown meat, a browning stage can be used before or after the sous vide process. An infrared oven provides a complementary method to sear the top, bottom and edges of the meat—where all that is needed before eating the final product is to warm and serve. “Infrared is mainly used for coloring and searing products [to get the desired] artisanal look of the product,” says Eric Geysen, Infrabaker CTO. An infrared oven can also be used to cook products fully, and infrared as a heat source cooks the product quickly.
An infrared oven is a continuous system with a belt running under the heating source, says Geysen. Since the warm-up time of the infrared emitters is almost instantaneous (similar to the fuser in your laser printer), the oven does not have to be using energy when nothing is on the belt. “The infrared emitters are so constructed that the energy is directed straight to the product itself,” adds Geysen. This assures that the equipment has little heat buildup, and there is no need for a separate cooling of the production environment.
Infrared technology has been known for several decades, says Geysen. It hasn’t, however, been implemented very widely because there is a lack of existing equipment in the marketplace. Infrared, as shown above, can be used with other cooking technologies, but it’s very capable of doing the cooking on its own. With its control systems and the ability to vary emitter intensity and conveyor speed, the range of cooking options is wide.
Technological advances beyond cooking
Because many thermal companies have been in business for several decades, the knowledge accumulated is next to priceless. Software is a good way to encapsulate that knowledge—whether it’s to optimize the process for taste and texture or just to achieve sterilization. “We have combined our years of thermal modeling to administer a wide range of traditional processes—with multistep processes that can achieve higher yields in finished products,” says JBT’s Dahl.
“The model is an algorithm that mathematically predicts lethality based on our years of experience,” says Dahl. “The model is proven and accepted by the FDA as a validated, credible way to prove commercial sterility. JBT offers the software in either an offline version used for developing and validating existing processes, or an online version that automatically adjusts the process to ensure commercial sterility is achieved using the optimal process.”
Speaking of models, researchers at Washington State University developed the Model Whey Gel system to prove the efficacy of 915’s MATS processed products. WSU developed a noninvasive measurement method for determining the cold spots in foods during a microwave sterilization process. The Model Whey Gel system has been used as the basis for multiple successful FDA filings by WSU and co-manufacturers, and is a key step in the validation protocol for MATS products. For more information, download the paper entitled “Kinetics of chemical marker formation in whey protein gels for studying microwave sterilization.”
“Controls are a significant part of any process and crucial to the success of having consistent thermal processing from day-to-day operations while giving a platform for recipe selection, data collection and HACCP programs,” says Heat and Control’s Padilla. “Invasive methods like temperature probes, heat penetration studies, are still the method used to determine success. There are ongoing methods being looked at like NMR/MRI technologies, X-ray, etc. To date, these methods are showing promise, but are costly and have not been 100 percent accurate.”
“Automated retort controls and kill rate data collection packages have been around for decades,” says Jacob. “Allpax differentiators lie in control systems that are 21 CFR Part 11 compliant for electronic recordkeeping vs. operator manual entries.” Other important features built into Allpax equipment include remote connectivity for 24/7 immediate technical support and modular software plug-in packages that can be used at the HMI and are geared toward food safety, such as automated product tracking. “We also offer revalidation challenge software and maintenance systems that protect critical process component integrity,” adds Jacob. These control packages provide the highest level of food safety and minimize risk of a brand recall.
For more information:
Carl Wasson, Armor Inox, 616-340-0655,
cwasson@armorinox.com, www.armorinox.com
Greg Jacob, Allpax Products, 985-893-9277,
gregj@allpax.com, www.allpax.com
David Behringer, 915 Labs, 847-533-3623,
dbehringer@915labs.com, www.915labs.com
Jeff Dahl, JBT Preservation Systems, 559-661-3200,
jeff.dahl@jbtc.com, www.jbtcorporation.com
Rick Eleew, STOCK America, Inc., 919-661-1911,
ricke@stockamerica.com, www.stockamerica.com
Lisa Mitchell, Radio Frequency Co., Inc., 508-376-9555,
lmitchell@radiofrequency.com, www.macrowave.com
James Padilla, Heat and Control, Inc., 510-259-0500,
jamesp@heatandcontrol.com, www.heatandcontrol.com
Eric Geysen, Infrabaker, +32 11 80 88 95,
egeysen@infrabaker.com, www.infrabaker.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







