Plant of the Year | Just What The Dr Ordered
Keurig Dr Pepper Earns the 2021 Food Engineering Plant of the Year Award

Keurig Dr Pepper was named winner of the 2021 Food Engineering Plant of the Year for its production facility and regional distribution center in Allentown, Pa. Photos courtesy of Keurig Dr Pepper

Intro video screenshot courtesy of Keurig Dr Pepper

Intro video screenshot courtesy of Keurig Dr Pepper
When Keurig Dr Pepper broke ground on its production facility and regional distribution center in Allentown, Pa., the company envisioned the new site to be an embodiment of the company’s focus on safety, productivity and sustainability.
Formed just three years ago from the merger of Keurig Green Mountain and Dr Pepper Snapple Group, Keurig Dr Pepper’s powerhouse portfolio of more than 125 brands includes Keurig®, Dr Pepper®, Green Mountain Coffee Roasters®, Canada Dry®, Snapple®, Bai®, Mott's®, CORE® and The Original Donut Shop®.
Soon after the merger completed, the company began investing across its supply chain to build capacity and capabilities throughout its beverage manufacturing and material supply processes. Along with the new cold beverage manufacturing facility in Allentown, the company was also completing construction on a state-of-the-art roasting and pod packaging facility in Spartanburg County, South Carolina, and a manufacturing plant in Newbridge, Ireland, to produce beverage concentrate.
In Allentown, the plan was to complete all of the construction and renovation involved in developing the site for its needs in 14 months. That’s an aggressive timeline for a project of this size, to be sure. But the project was in line with the anticipated finishing date until March 20, 2020, when everything changed due to the COVID-19 pandemic.
On that date, the governor of Pennsylvania ordered a statewide shutdown that included construction projects, bringing the Keurig Dr Pepper project to a halt for six weeks. For six weeks, no on-site work was done. No earthmoving. No concrete pouring. No utility runs. No equipment installations or commissioning. Nothing.
The nature of construction projects is that a six-week delay doesn’t just mean you’re six weeks behind. It throws carefully calibrated schedules into chaos, causes cascading delays in material delivery, limits the availability of already scarce tradespeople, and forces a mad scramble to figure out when equipment can be delivered or what can be done with equipment that is already on the way.
“I think anyone in the business knows all plans are great until the first bullet flies, but this is way beyond that,” says Trent Moore, program manager, Dennis Group, which was the design-build firm for the project. “I mean, we were making adjustments to the plan daily because of how compressed it was.”
For Keurig Dr Pepper and Dennis Group, that six weeks was a serious blow to their best-laid plans. But it turned out to be something else as well: an opportunity. It gave them a chance to step back, get a sense of the challenge that would be facing them as the pandemic raced around the world and develop plans for moving forward despite a situation that was unprecedented in recent history.
COVID-19 is part of this story, to be sure. But it’s not the whole story. Despite the challenges, despite the new normal, despite the massive disruptions to literally every aspect of the lives of the people working on the project, they still managed to bring production online by January of 2021, with additional lines following by March and April.
Challenging times demand innovative solutions. The Solutions—both those related to COVID-19 and those unrelated to the pandemic—are evident in every inch of the 1.5-million-sq.-ft. facility, and they are the reason that Keurig Dr Pepper earned the 2021 Food Engineering Plant of the Year award.
Finding and adapting the right site
You don’t find 1.5 million square feet just anywhere. The team knew it needed a site that would meet a number of specific criteria, and the search was a wide one, over more than a 150-mile radius in New York, New Jersey, Pennsylvania, Delaware and Maryland to meet Keurig Dr Pepper’s goal of serving its Northeast customer base. The site also needed to support the facility’s needs for water, utilities, rail accessibility and a skilled workforce.
The Allentown site checked off all of the boxes, but it wasn’t an open site. There were two shell warehouses in the process of being constructed, with one being about 80% complete; the other was earlier in the process, with only about 30% of the earthwork complete. The building plans could be modified to meet KDP’s needs while staying within the parameters of the permits.
The shell warehouse that was already under construction was retrofitted into the regional distribution center, while the building site that only had some of the earthwork complete was modified to be the production facility. A number of modifications were needed, including expanding dock doors and office space.
“This building was substantially designed when we started. So we basically reset the whole program to fairly drastically modify the design to support a completely different intended use."
—Trent Moore, program manager, Dennis Group
The site itself also needed some additional work due to Pennsylvania’s terrain, which sits on rock that can weaken and give way, creating sink holes. Geotechnical analysis and remediation of potential problem areas had to be done, and concrete had to be poured through the winter.
The site and the buildings needed to not only meet current needs, but future expansion and consumer demand as well. With more than 125 brands in the company’s portfolio and the possibility of consumer trends changing on short notice, the facility had to be flexible and adaptable to meet changing production requirements.
“We had that in mind from day one, when we were tasked with looking at a facility,” says David Arnold, senior director, manufacturing engineering, Keurig Dr Pepper. “It wasn’t just to hit our current short-term goals, but also for future growth. So that was a huge part of the design and laying out what the future would look like to the best that we know, and what we think our future business needs would be.”
Preparing for future needs isn’t just a one-time decision. It’s an ongoing process, which requires evaluation of the facility’s current operating parameters, what is needed to meet future needs and how to bridge any gaps that may exist. Arnold, his team and site leadership are in constant communication about what the site needs both now and in the future to meet current needs and plan for the future.
“We’re currently evaluating how the system is performing versus the design and what our expectations were,” says Arnold. “Making sure that we accommodate any of our future plans when we said, ‘hey, this is what we’ll do for the future.’ We want to make sure that that still rings true.”
That evaluation process and keeping an eye on the future is an integral part of the day-to-day operations, says Brian Group, site leader, Keurig Dr Pepper.
“It’s continuing to develop and grow our people, to deliver optimal results for the business,” says Group. “We’re still fairly early in that journey, but nonetheless, it’s a journey that we’re dedicated to continue. We want this to be one of the best-in-class manufacturing facilities within the KDP network. So we’re going to continue to grow.”
Making a Connection
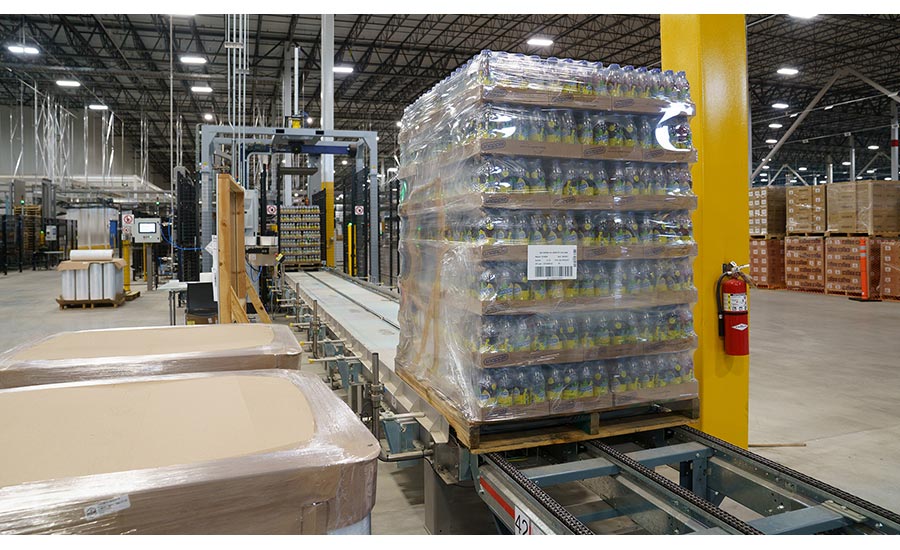
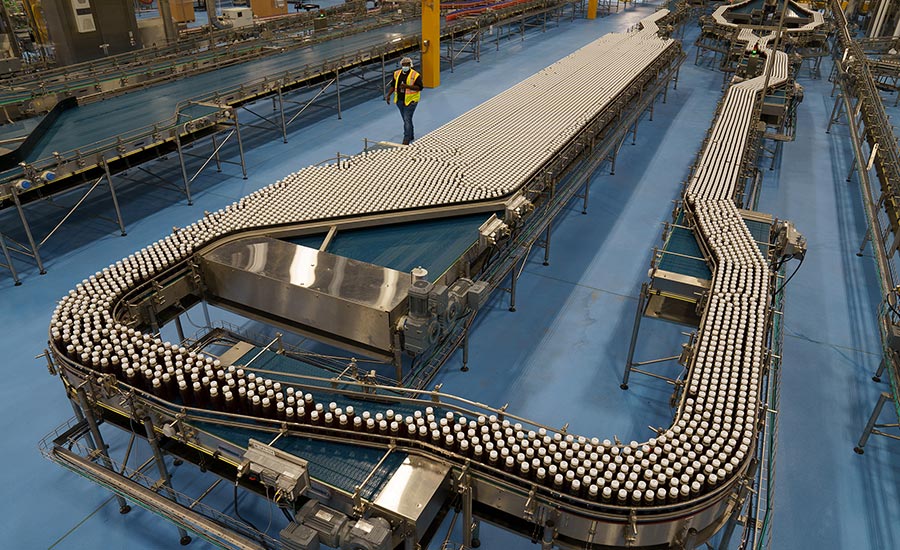
The heart of the operation is the Sidel aseptic lines that Group says, “make Allentown one of the most capable and fastest aseptic plants in the country, producing 60,000 bottles/per hour or 1,000 bottles/per minute.” Today the lines are producing the company’s Snapple brand, which recently underwent a branding renovation that includes its 16 oz bottle being made of 100% recyclable plastic.
Rather than a traditional hot-fill system, the aseptic lines used by Keurig Dr Pepper recover 85% of the heat used by filling at a higher temperature and applying less cooling via chilled glycol. The benefits of using ambient fill over hot-fill on aseptic lines are two-fold: it offers the ability to utilize a wider range of consumer-friendly bottle shapes and sizes and the ability to reduce the amount of plastic used and the weight of the bottles.
After filling, the bottles are conveyed to the labeling and production lines, where they are labeled, collated and packaged in different shapes and quantities depending on the production run. Palletized product then moves to the regional distribution center next door, which houses everything that is made in the production facility as well as finished product from other KDP production facilities. That created a challenge, as the company wanted to avoid using trucks to haul product across the parking lot from the production facility to the distribution center.
The solution was building a 420-foot long tramway that connected the two buildings. Finished product comes off the palletizer and is conveyed to a lift, which takes it up to the beginning of the tramway. Pallets are automatically conveyed through the tramway tunnel to a lift in the distribution center, which lowers them so they can be transported by forklift to the proper storage area.
As Dennis Group’s Moore says, the tramway was an example of the collaboration and communication that helped make the project a success even as certain parameters changed throughout the process. The original idea was one building to house both the production facility and the distribution center, but when that shifted to two buildings, a solution was needed to get product from Point A to Point B in an efficient way while lessening the environmental impact of moving pallets from building to building.


“The whole team collaborated to come up with how we could solve the problem,” says Moore. “While the tramway is not entirely unique, it’s a pretty interesting way to solve some of the problem.”
Once the tramway was decided on as the solution, then came the challenge of ensuring it would operate in the desired manner. With four lines running right now, pallets are coming in from different lines, and not always in the same order or on the same schedule. So the pallets have to be indexed and tracked to ensure that they’re being properly managed and sent to the proper storage area. The lifts and conveyor are automated, which eliminates the need for operators to raise and lower the pallets and move them across the tramway conveyor. But that also means that there isn’t an operator to check pallets as they come into or leave the tramway system. The length of the conveyor also adds complexity to the control structure and operating parameters.
Keeping future expansion in mind was a key part of the tramway project as well, says Patrick Miller, controls engineer, Dennis Group.
“It’s sized for the future capacity of this facility, which will double production,” says Miller. “So there were a lot of considerations there as well, knowing that we’re not doubling the number of tramways across the two buildings.’”
“We’ve got four lines coming together, and they’re producing pallets constantly, and not necessarily in this perfect, one-by-one fashion.”
—Patrick Miller, controls engineer, Dennis Group
Implementing automation strategies
The tramway is just one example of the extensive automation and controls strategies that were implemented throughout the entire facility. KDP and Dennis Group focused on identifying automated solutions wherever possible, and then implementing them while keeping both current and future needs in mind.
There were two separate automation challenges: production and the building itself. Those are common challenges in the food and beverage industry, but what KDP and Dennis Group wanted to do was tie them together so they could get the full picture of what is happening in the facility at any time and react as needed.
“You’re never going to get to a lights-out facility unless you can take in aggregate data that’s used by your building management system,” says Chris Bryant, engineering manager, Dennis Group. “Where are the hot spots in the facility? Where’s the foot traffic? What are these air handlers need to be running at in this room? Is it going to change the actual amount of water that we need in this recipe and using all of that data, to model predictive controls, and building in the AI applications and everything else together? But in order to do that, that information has to be consolidated. Those systems have to be together.”


To do that, the systems have to talk to each other, which meant implementing a controls structure that would allow the BACnet building controls to speak to the SCADA system and vice versa. Then, all of that data has to be managed and collected in a way that operators and engineers can use it to make informed decisions instead of just drowning in an overwhelming flow of information.
To do that, the team used a gateway to facilitate communication between the two systems. The BMS can send out alarms not only for an issue in the building operation, but also process alarms. That allows the operators and engineers to respond quickly to an alarm for any aspect of operations as opposed to just getting process alarms or building alarms, or having to monitor separate systems for each.
But the system still has to be secure, which created a challenge for integrating the communications, says Bryant.
“One of the wins in this project was to be able to really converge and flatten the network to make it fully accessible all the way down to the level zero devices.”
—Patrick Miller, controls engineer, Dennis Group
“That interplay was not easy, simply because the enterprise and the manufacturing are separated as they need to be,” says Bryant. And so getting that communication back and forth was not necessarily a huge challenge, but it was a critical path to getting the final functionality that we were looking for.”
Powered by People
While the facility is highly automated, people are key to operations. Enabling those people to do their jobs in a safe, efficient manner is a top priority for KDP, and it shows throughout the design and operation of the production process.
Beverage plants traditionally have the horseshoe-shaped production lines, but that’s not the case in this facility. The team took advantage of the available space to stretch out the production lines, and designed them in pairs so that the control panels for equipment on one line is facing the equipment on the partner line. That allows one operator to handle two lines, by simply crossing an aisle to reload labeling materials or pull samples for quality checks.
But they didn’t want people having to cross those aisles unnecessarily. So they built a crosswalk at the beginning of the production lines that allows employees access to each line without having to walk across the aisles while watching out for forklift traffic. The crosswalk serves another purpose; it’s where electrical infrastructure for each line is installed, allowing easy access for maintenance or repairs.
“It’s listening to the people who are doing the work, and trying to make their jobs as safe and as efficient as we can.”
—Brian Group, site leader, Keurig Dr Pepper
The design and layout were another success driven by collaboration and communication, says Rod Walker, project manager, Dennis Group. Dennis Group has the design and construction expertise; Keurig Dr Pepper has the operating expertise. So when Dennis Group presented a strategy for designing a line to meet production goals, Keurig Dr Pepper could examine it from the operating side and make changes based on what operators needed. This also worked in reverse; Keurig Dr Pepper could provide parameters based on its knowledge of operating requirements to offer more context for design decisions. That leads to final decisions that work from both a design and an operating standpoint.
“Sometimes those things are in violent disagreement,” says Walker. “We help to wrestle them to the ground and figure out what the best design will be.”


Safety and efficiency
The facility is big. Very big. Which means the teams had a lot of room to work with for design and layout, but they also had to keep in mind the logistical challenges of moving materials and people through the production process. If operators are having to constantly move from one end of the facility to the other, suddenly the size becomes a disadvantage instead of an advantage.
That was a top of mind concern throughout the design, construction and operational planning stages. Keurig Dr Pepper wanted space to make it easier to operate and maintain all of the equipment in the facility, while also ensuring that they were meeting production goals efficiently. In addition to that, employee safety was paramount, meaning that the teams focused on how to move people through the facility in a way that wouldn’t have them needing to dodge forklifts or other possible hazards.


Many of these decision were made in the design process, as they usually are. But Arnold says that KDP waited on certain key design decisions until they could get employees into certain parts of the plant. As one example, the team brought in employees for the batch room and solicited feedback before making some final decisions on how the batch room would be designed and operated.
“We got them in, we talked about the work that would be done, and we asked them, ‘how can we make this easier for you to operate more safely,’” says Arnold. Batching and blending are mostly automated, but some minor ingredients are added by hand, so an output of employee feedback was mix decks that include scissor lifts and integrated drum unloaders, allowing for better ergonomics and improved employee safety compared to having to lift and carry ingredients.
“A lot of times we look at older plants, and they can operate them OK, but it’s almost impossible to maintain some of the equipment because it is jammed in so tightly. So we made a very deliberate approach to allow room for maintenance and access to all the equipment.”
—Rod Walker, project manager, Dennis Group
As Group says, that feedback and response mechanism is an ongoing piece of the operating puzzle. Employees follow continuous improvement and lean methodologies, and are always evaluating the operation to look for areas of potential improvement or increased efficiency.
“It’s listening to the people who are doing the work, and trying to make their jobs as safe and as efficient as we can,” says Group. “That’s ongoing, and based on the way we operate, we will continue to do that, and look for any opportunities that are brought forward and take action accordingly.”
Trusting the Process
While the site was developed, designed and built to meet certain operating parameters, those parameters aren’t new to Keurig Dr Pepper. The company has extensive manufacturing operations, and a companywide commitment to continuous improvement means the Allentown team has resources to draw upon when it comes to meeting operating challenges.
“Is there a better way? Can we go and simplify this, can we make it more efficient, eliminate steps, eliminate variation, to continue to grow and move forward?”
—Brian Group, site leader, Keurig Dr Pepper
But the Allentown facility is also a step forward in a lot of ways, which means the team is continuously evaluating the process and looking for areas of potential improvement. It’s a combination of fundamental best practices developed throughout the company and new ways of doing things.
One example is in the facility’s focus on sustainable design elements, including energy efficiency. A unique design element is when ambient air temperature reaches 42 degrees – a frequent occurrence throughout a Pennsylvania winter – the glycol chillers shut down and the piping flow paths are diverted automatically to use the mechanical cooling from the cooling towers to temper the chilled water for the process users, which greatly reduces energy consumption.


The big picture
“We have a unique opportunity with the space, the location, the leadership at the site, and especially the people.”
—David Arnold, senior director, manufacturing engineering, Keurig Dr Pepper
A construction project of this magnitude is hard under the best of circumstances, and so is operating it effectively and efficiently. It requires careful planning, attention to every detail, no matter how small, and a commitment to constantly evaluating and improving upon every aspect of the process.
Those were the challenges Dennis Group and Keurig Dr Pepper faced even before the COVID-19 pandemic became a concern. Add those challenges to the mix and everything gets magnified.



But those challenges were overcome through collaboration and communication, and the facility is a shining example of how a design-build firm and a food and beverage manufacturer can team up to create a facility that can hit the ground running to meet current needs while also being ready for the future.
See more Food Plant of the Year content
It wasn’t an easy task, to be sure. But it was one that the teams involved managed to complete in style, even though it was a mammoth undertaking.
“A lot of the projects we work on, we're touching a lot of different business groups,” says Arnold. “But with this project in particular, I don't know if there is one group that we did not work with. ‘Team First’ is one of our company’s values, and we leveraged that to put together a great project and build a great plant here.” FE
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





