Freezing equipment in hot demand

Frozen food sales have rocketed in the United States over the course of the Covid-19 pandemic, with a corresponding boost for equipment makers estimated to be worth millions of dollars in extra orders. Past experience has shown that the frozen food sector will continue this spectacular growth in the future as it has done since frozen green peas and fish fingers hit supermarket shelves in the 1950s.
The reasons for this growing popularity with American consumers are obvious – food preservation, reduced waste and convenience, not to mention the fact that freshly frozen foods are just as nutritious as when they were plucked from the field, bush or freshly made in the case of meals, breads and other prepared foods. Frozen food has also been the go to food choice during the pandemic which has seen a surge in sales. Not surprisingly, more people have been stocking up with cook-at-home products purchased from supermarkets because they couldn’t go out to restaurants or fast-food outlets.
Because of this constantly growing demand, freezer design is a bit like the performances at the Olympics: year on year, the machinery is larger, faster and stronger and has to be more efficient in operation. And if I look back to 30 years ago, a 2000 kilo per hour machine was a large machine – but now, it’s not. Now we go up to 10 tonnes per hour in spirals for prepared foods, 30 tonnes per hour with french fries, and even 40 tonnes per hour with carton freezers, for freezing whole chickens or joints of beef, pork or other bulk products. It’s quite staggering, the range of food types frozen.
Keeping up with evolving technology
So what should food manufacturers be looking for from freezing equipment? Well, I see the technology evolving all the time, the key drivers being stringent hygienic requirements, high product quality and yield, minimum energy consumption and effective frost management for long operating times. New and innovative products, like vegan alternatives, demand new process lines, which create engineering challenges, especially in aging factories with limited space. Increased production demands with limited downtime for hygiene and maintenance require that suppliers have local service networks to ensure continued production, coupled with remote diagnostic tools – and it's important to focus strongly on this aspect of the freezer business.
Other technological developments include minimizing the use of refrigerants through clever automated valve control systems such as GEA IVS, to extract optimum levels of heat exchange within the freezer. This innovative process leads to intelligent control systems like GEA Callifreeze that automatically monitor frozen food discharge temperatures and control the refrigeration and freezer operating parameters autonomously.
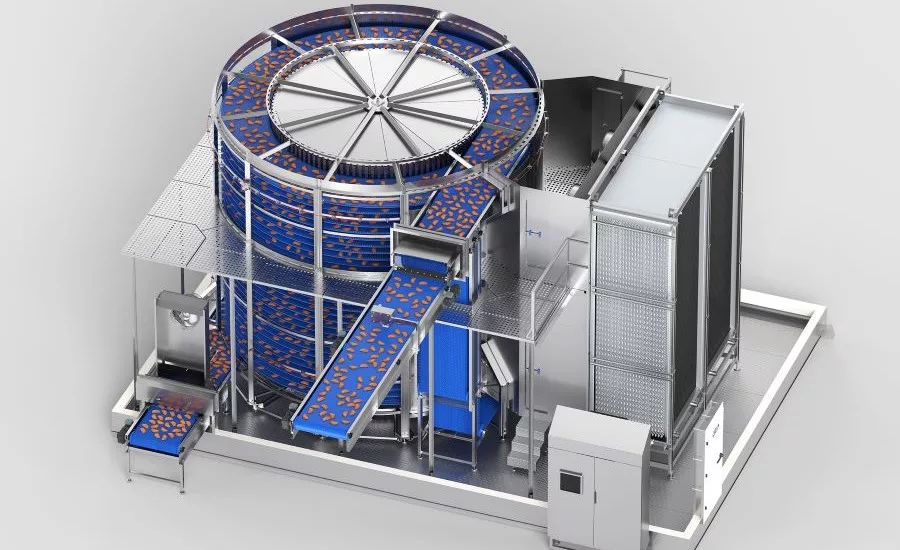
On the design side, 30 years ago drawings were done on a board by hand and occasionally with the new two-dimensional Autocad software or similar. Today, we use 3D software and actively use CFD (computational fluid dynamics) and FEM (finite element method) to design and validate airflows and components within freezers, in order to extract optimum performance for the power consumed.
To meet our customers‘ needs right across the USA, we also need to understand how the food was made and how it‘s presented for freezing—one size certainly doesn’t fit all! Freezing raspberries is very different to freezing pizzas. They are two very different types of food and they demand their own technique to produce maximum quality. Factories are becoming very streamlined to remain economically viable in a very competitive marketplace. That means looking for optimum efficiency and that in turn usually means specialization with dedicated production lines.
Continuous production is key
There is a range of machinery that suits very different applications. The key is continuous production so the lines never stop other than for cleaning and maintenance – every hour not in production is a wasted resource. Typically a french fry freezer will handle 20 tonnes per hour, 24 hours a day, 21 days in succession before the process line stands down for maintenance and regular cleaning. Think about it - that’s approximately 10million, 1kg bags of french fries destined for supermarkets in one production run. The scale and size of this type of freezer is quite a common sight around the world in the temperate potato growing and processing zone.
Look for a supply partner offering a range of freezing systems that can freeze any type of food as diverse as chicken nuggets to french fries to croissants, pain au chocolat and other niche pastries. When we consider freezing joints of pork, beef or poultry or other bulk foods such as ice cream or cheese, a very different freezing regime and freezer design is required. Understanding how food freezes and how it should be handled correctly allows us to offer the correct energy efficient solution that delivers a high quality frozen product, with maximum product yield.
When considering freezing food, if you over freeze or take the temperature below your target level it‘s generally not detrimental to the food – not like with chilling food. However, it will be to your energy bill; hence, we promote the use of Callifreeze to avoid wasting energy. When we chill a product, we will be given a specific temperature range to achieve, in order to deliver a high quality product. Consequently, we have to closely manage the air temperature and air velocity in the chiller. The key here is that we really don’t want to take the product surface temperature below its freezing point because the water in the cells of the food can freeze and potentially cause a rupture in the cell wall. When the food defrosts after packing and storage, these cells thaw and the rupture results in moisture loss, commonly referred to as weight loss. And not the dieting kind!
Effective energy management
Food can be frozen very quickly or slowly, depending on how fast the heat (or energy) can be extracted from the food. This is dependent upon the temperature difference between the cooling medium – usually refrigerated air and the velocity of the air passed over the product. The velocity is used to help break down the boundary layer surrounding the food, in order to allow efficient heat extraction. This freezing time costs energy, in other words, money. Thus, energy management is just as important in freezing food as it is for the rest of the production line. To put the energy demand in context, a 20,000kg/hr french fry freezer for instance extracts around 3,400kW of heat every hour. That said, our refrigeration colleagues are specialists in manufacturing heat pumps, which are able to convert this heat into another useful form – hot water, which can then be re-used. By this method we help with sustainability and reduce energy demand, which is good for the planet and also the french fry producer, by means of a lower energy bill.
It’s hard to believe but over the last 30 years, I have supplied freezers to be installed on every continent except Antarctica. Even in the Arctic, we built a spiral freezer for fish fillets that was located outside a factory for an Icelandic customer - in the middle of winter! That was a big challenge as I seem to remember, the installation team spent more time shoveling snow than constructing the equipment! The other extreme is the Middle East where of course it‘s always very hot and very dry, so our freezers and chillers help these regions in offering a more diverse range of food products all year round.
Current demand for freezing food equipment is just the tip of the iceberg, if you’ll excuse the Arctic pun. As the world recovers from the pandemic and more nations develop economically, there will be an increasing demand for frozen food because it offers convenience, reduces waste and the range of foods caters to everyone’s needs whether it’s vegan, vegetarian, dairy, meat, bakery, fruits and vegetables or prepared foods. So, the frozen food market will continue to grow in the U.S. in parallel with the world’s emerging economies.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






