Four tips to avoid product contamination while maintaining equipment longevity
There is increasing scrutiny being placed on product contamination issues. Public, media and regulatory attention has focused on the sanitary practices of production facilities, with almost no industry being exempt.
The potential costs of recalls, fines and long-term brand damage is compelling producers to take additional steps to ensure consumer wellbeing. Intensified wash-down practices including greater frequency with higher wash pressures and temperatures and more concentrated chemical applications call for equipment and solutions specifically designed to withstand these types of processes.
Food and beverage product contamination can happen in a couple of ways. Organisms in the product itself can be spread by equipment that hasn’t been cleaned properly, while employees can also transfer germs to product. For this reason, it’s essential for processing to occur in a wash-down environment.
With wash-down regimens, you can avoid most contamination. However, a harsh wash-down environment can damage equipment that isn’t built to withstand high temperatures and pressures. With this in mind, manufactures need to devote engineering efforts to ensure equipment longevity amid wash-downs.
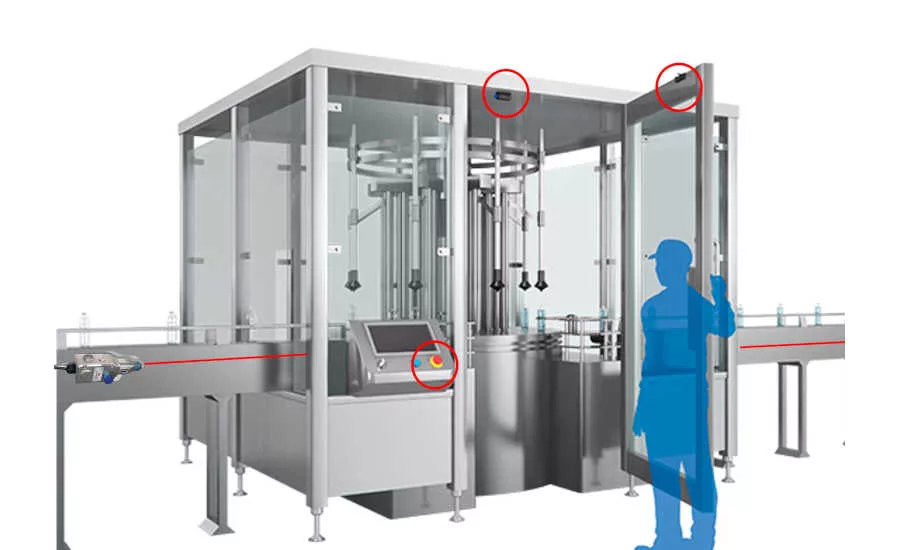
1. High IP ratings protect against dust, water and oil ingress
It is important to have components on machines that are designed with robust housings to keep detergents and other corrosive cleaning agents, as well as water, away from the component itself. Ratings like IP69K (wash-down resistant) and IP67G (oil resistant) are the sort of thing you should look for when considering any component for your food and beverage application. Many industrial automation components from HMIs (human machine interfaces) to sensors and safety light curtains are designed with high IP ratings to protect the product itself. If any component on a processing or production line is compromised and does not function as intended, it can cause costly stops while the component is being replaced and the machine or line is being re-programmed to recognize that component. Because of the cost, loss of throughput and the effect on OEE is substantial while a machine or line is down, it is critical to select components specifically designed for harsh washdown environments.
For example, inductive sensors, which are often used to detect metal without physical contact with a product, are often nowadays considered indispensable for processing applications as they are insensitive to vibration, dust and moisture. They are commonly contained in a cylindrical stainless steel housing that’s highly resistant to the effects of detergent. Another consideration that is often overlooked are the connector cordsets, which go hand-in-hand with inductive sensors. These also can be made to be resistant to harsh elements, enabling a complete wash-down sensing solution.
2. 300 Series Stainless Steel Components and Ecolab Certifications Ensure Successful Performance
In addition to the IP rating, look for components that are made with stainless steel. This material is known for its corrosion resistance and durability. Many food and beverage processing plants specify stainless steel components for use in areas that have direct contact with food or beverages raw material inputs.
Specifying the use of stainless steel components helps ensure longevity of both the component as well as the uninterrupted functionality of the machine. The 300 stainless steel series is widely used in food, beverage and even medical applications. 304 (A2 under ISO standards) stainless steel is often used for applications such as beer brewing, milk processing and wine making. 316 (often referred to as A4 or 18/10) is the most commonly used alloy for applications with food and pharmaceutical grades. Due to its composition, it can withstand corrosion from industrial chemicals and solvents, making it more resistant than 304. In processing facilities that handle raw materials, that if not temperature controlled, can cause bacterial growth, many machines from metal detectors to the production line frame are built with 316 stainless steel to prevent corrosion and subsequent failure caused by corrosive washdown regimes.
To have absolute piece of mind it is also common to require an Ecolab certification for sensors in areas that experience heavy washdown. Ecolab tests against a variety of industrial chemicals and cleaners, and in addition to the testing a certification will provide a cleaning plan for the component to ensure long life.
3. Keeping your components at a distance, keeps you up and running
A more recent, but now widely used trend in processing is to keep components and other automation products at a distance. Mounting them at a safe distance from food contaminants and washdown regimes keeps machines functioning without the risk of a critical issue such as an unplanned shutdown.
We’re now seeing this in all areas of industrial components and products. Sensors have increasingly extended sensing distances, allowing them to achieve optimal performance without being subjected to corrosive detergents or exposed to food particles that can collect bacteria. We’re even seeing this in the area of vision inspection. Vision systems and cameras can be mounted above or away from direct contact with the processing line allowing for uninterrupted inspection.
Equipment reliability and maintenance (ERM) drastically affects quality, cost and product lead time. Moving control panels, including HMIs, off-machine can mitigate the added complexity of trying to protect components that are vital to the operation of a machine. Control panels house products such as controllers, power supplies, switches and other critical electrical hardware.
4. Robust housing ensures broad operating temperature ranges
Food and beverage applications often involve maintaining the proper temperature chain throughout processing, such as baking raw cookie dough or brewing iced tea. Other applications require maintaining the proper temperature chain from processing through to packaging, storage and transportation, such as seafood or meat. Both of these types of applications involve extreme temperatures in regard to both heating and cooling. Incorporating components into machine design that offer a wide operating temperature range can save MRO in the long run. For example, many sensors are built to withstand extreme heating environments, up to 120 degrees C, and sensors aren’t the only products engineered to resist high and low temperatures. On the cooling side, many safety products, for example, have expanded the operating temperature range down to 40 degrees C. Also engineered in SST housing and IP67 rated with a NEMA 6 enclosure to withstand harsh washdowns and cold applications.
Conclusion
Besides USDA and FDA standards, there are UL, CSA, IP, and NEMA guidelines to consider – many of which were discussed in this article. Keep in mind there are different levels of protection for equipment to be approved for particular applications. The goal should be to either reduce places in which contaminants might remain or make those areas easier to access and clean.
Knowing that different industries require unique specifications in their equipment, turn to an automation provider that has created high-quality solutions to exceed expectations and provide customers with components that can make machinery last.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
.webp?height=96&t=1652994211&width=96)





