Thermally-assisted high-pressure lifts quality of shelf-stable foods

FE: What's needed to commercialize UHP for sterilizing shelf-stable products?
Meyer: Two things must be done. First, develop the kinetic information necessary to file a petition with the FDA and USDA. To do that, we have to select the most heat and pressure-resistant strain of Clostridium botulinum. That work is underway with the Dual Use Science & Technology (DUST) Program 2000 headed by Dr. Patrick Dunne at the U. S. Army Natick Soldier Center in Natick, Mass. Dual use refers to developing the technology for both military and industrial applications. Second, we need commercial-size, inexpensive high-pressure vessels. Flow International Corp. (Kent, Wash.) is nearest to delivering that right now. They have a 215-liter vessel, which is very close to all the critical parameters for delivering a sterile product. They're leading with the technology, and just need to build a vessel to order.
FE: What time/temperature/pressure relationships are needed to sterilize a food product using high pressure?
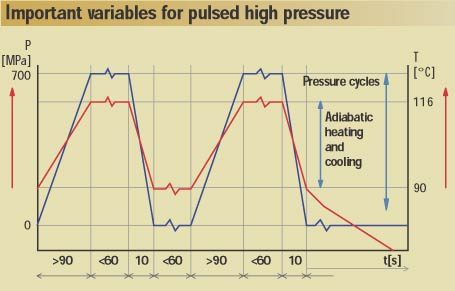
Meyer: The process combines initial product temperature, pressure, the adiabatic heat rise caused by compression, and a minimum of two pressure pulses. The combination of initial product temperature and adiabatic heat must reach at least 105 degrees C. A typical test design would consist of initial product temperature at 90 degrees C, a 30-second pressure pulse at 700 MPa (a little more than 100,000 psi) to reach product temperature of 120-121 degrees C, a 30-second pause at ambient pressure, than a second 30-second pressure pulse at 700 MPa. The end product temperature is close to that used to achieve commercial sterility (i.e., kill C. botulinum spores) in a conventional retort process, but that's all the two processes have in common. Thermophilic spores will survive conventional retorting, but nothing survives the thermally-assisted high-pressure process. You get absolute sterility.
FE: Beyond adiabatic heat, what's the source of the additional heat?
Meyer: It can be a heat exchanger, it can be induction heating, it can be microwave whatever you like. The purpose is to quickly pre-heat the product, package it, hold it at that temperature, and put it into the machine. Flow has a special cartridge for maintaining initial product temperature and quickly loading its high-pressure vessels.
FE: Can time be varied?
Meyer: With two pulses of less than one minute each, time is not a major factor. A pressure/temperature combination that produces an end temperature of 105 degrees C with a pressure greater than 490 MPa results in a sterile product at any spore load. Time might be part of the equation, however. Researchers at Unilever have achieved sterility with a 10-second pressurization, a one-second hold time, and a 10-second depressurization, followed by a repeat of that cycle. They've been able to sterilize in roughly 43 seconds. So I'm not sure what the shortest time is for creating sterility.
FE: How are the spores inactivated?
Meyer: Dr. Peter Setlow at the University of Connecticut has isolated two enzymes responsible for spore germination. Research by Dr. Dietrich Knorr at the University of Berlin suggests that the process inactivates these two enzymes, because the spore is intact after high-pressure processing.
FE: What are the advantages of thermally-assisted high-pressure processing over retorting or freezing in terms of product quality?
Meyer: Product quality in most cases is superior to frozen. And if you think frozen is better than canned, then high pressure is a quantum leap ahead. You can high-pressure-process vegetables and they'll come-out with a crispy texture that's nearly like raw, yet with a semi-cooked or fully-cooked flavor depending on pre-heating. Entrees are basically indistinguishable from frozen, but pasta comes-out much better, with a chewy al dente texture. High pressure also avoids the scorched flavor of many canned products, especially in potatoes, cream bases and cheese. High pressure makes wonderful macaroni and cheese the delicate, cheesy notes are all there. Time is another advantage. For example, you can high-pressure-sterilize product in a 55-gal. drum just as fast as you can in a 1-ounce pouch, because the pressure exerted is uniform throughout the product. Size doesn't matter. When you pressurize it, the adiabatic heat rises very fast as fast as you can pressurize it and adiabatic cooling occurs just as quickly when you release the pressure. Flow has pressurization time down to about two minutes in their 215-liter vessel.
FE: What are the operating costs?
Meyer: Kern Cooper at Basic American Foods, who did all the engineering on this project, estimated cost per pound at $0.03 to 0.046, based on a new plant equipped with five Flow 215-liter batch-type vessels and an annual capacity of 135 million lbs.
FE: What new products might potentially be developed with this technology?
Meyer: A wide range of shelf-stable foods and entrees offering "restaurant" quality equal to or better than frozen, with quick heat-and-serve convenience. Examples include macaroni and cheese; hot dogs and luncheon meats; main-meal entrees; seafoods (especially salmon, superior to canned); flavored coffee and coffee beverages; sterile milk without scorched flavor; pasta, potato and rice side dishes; hors d'oeuvres and cheese snacks; breakfast omlets and hash browns; dips, non-acidic salad dressings; instant taco kits; shelf-stable cheese; bread-enrobed pocket sandwiches the list is endless.
FE: How can interested food companies participate in this research effort?
Meyer: E-mail Dr. Ed Ting of Flow International at eting@flowcorp.com, or Dr. Pat Dunne of the U.S. Army Natick Research Center at patrick.dunne@natick.army.mil. European companies can contact Wouster de Haan of Stork Food and Dairy Systems, Amsterdam, at w.de.haan@fds.storkgroup.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





