Tech Update: Power Transmission
Whether or not it meets regulatory demands, stainless steel can be used in devices and housings.
 While the overall designs of motors, drives, gear boxes and bearings are well-established, the use of stainless steel (SS) for these devices and their housings has captured a lot of attention. Power transmission suppliers and food processors are enthusiastic about SS because it doesn’t rust or corrode, is relatively easy to clean, doesn’t shed paint chips and generally resists high-pressure washdowns.
While the overall designs of motors, drives, gear boxes and bearings are well-established, the use of stainless steel (SS) for these devices and their housings has captured a lot of attention. Power transmission suppliers and food processors are enthusiastic about SS because it doesn’t rust or corrode, is relatively easy to clean, doesn’t shed paint chips and generally resists high-pressure washdowns.
With all these pluses, could there be any minuses? Unfortunately-yes. First, the price can range from 20 or 30% to several times the cost of a non-SS device, depending on size, design and construction. In addition, stainless steel is not as good a heat dissipater as other materials, its durability may not measure up, and it’s not perfect for all applications, especially ones involving liquids with low pH. Nonetheless, with technological improvements geared toward increasing efficiency, saving energy, improving reliability, keeping costs reasonable-and meeting food safety standards-SS is a very attractive option.
According to Mark Kenyon, product marketing manager with ABB LVAC drives, in the past, food processors asked for products that comply with UL NEMA 4X enclosure protection, which provides protection from washdowns and caustic cleaning solutions. Today, they are requesting motors, gear boxes and controls housings made of materials that can withstand IP69K washdown specifications (see sidebar on page 78). While several materials meet IP69K specification, SS meets this specification and seems to satisfy what at first might seem to be regulatory specifications as well.
Curiously enough, no regulatory agency actually demands the use of SS for motors, gear boxes and drives for food safety reasons. The closest might be NSF International’s NSF/3A/ANSI 14159-3 – 2005: Hygiene requirements for the design of mechanical belt conveyors used in meat and poultry processing equipment.
According to NSF’s Mark Sanford, business development manager for the meat and poultry equipment program, the specifications apply to the cleanliness of the conveyor itself and its subcomponents-not the propulsion system below or beside it. He adds that there are some mutually accepted supplier standards just for meat and poultry processing, which include equipment such as choppers, grinders and some hand tools.
Walter Mashburn, president and COO of Sterling Electric, says there is an exception or two where NSF/3A would apply. “There are certain applications in the plant where drives are mounted over top of the product flow, and if that’s the case, then these devices would fall under scrutiny.” Examples include overhead conveyors with drives located above the conveyor, and cut-off saws where blades are mounted directly to motor shafts
FDA’s 21CFR110.40 Subpart C (Equipment), paragraph C states “Equipment that is in the manufacturing or food-handling area and that does not come into contact with food shall be so constructed that it can be kept in a clean condition.” In the next paragraph, it adds, “Holding, conveying, and manufacturing systems, including gravimetric, pneumatic, closed, and automated systems, shall be of a design and construction that enables them to be maintained in an appropriate sanitary condition.” There is no mention of SS.
According to Mashburn, while the USDA hasn’t published a specification that decrees motors and drives must be made of SS, processors in the poultry and beef industries are purchasing more SS motors and drives because there are fewer maintenance headaches, and they are less likely to have USDA inspectors shut down a line at the sight of peeling paint.
Switching to the more expensive, sealed SS motor may require internal collaboration within a processor’s organization.
“When procurement does its job, ‘cheap’ makes sense because that’s how its staff is trained,” James states. “Operation’s objective, however, is to get the maximum amount of output on the line, so cheap doesn’t have anything to do with initial price.” This problem occurs because there’s no link between an organization’s operations level and the procurement department. At the corporate level however, TCO is readily understood. He thinks that processors who understand TCO at the corporate level must instill it through all levels of their organizations.
No processor can afford unplanned downtime due to motor failures. While most motor suppliers don’t build in vibration sensors to monitor bearing life (a sure sign of a failing motor), monitoring can be done on the controls side for little additional expenditure, says Mike Miclot, Rockwell Automation business manager for LV drives. With an intelligent motor controls system, motor lifetime can be tracked by monitoring motor currents and voltages without vibration sensors. With an asset management system, processors can not only be forewarned of motor failures, but also be notified when it’s time for regular maintenance and lubrication checks. The key, says Miclot, is to be proactive.
Beyond the SS discussion is the issue of sealing and encapsulating motor components so they can withstand high-pressure washdowns. While the totally enclosed, fan-cooled (TEFC) motor of a few years ago was typically dust-tight and could withstand low-pressure washdowns, it wouldn’t stand up to a 1,000-plus psi hose at 140°F. Wood said that his company manufactures a TEFC motor that does meet the IP69K specification. The motor’s winding is totally encapsulated, uses high-pressure steel and has additional paint that helps with the seal. While it meets IP69K, it has a fan and fins, which makes it more difficult to clean. An alternative solution to be released soon is an aseptic gear motor, which has a smooth body, no fan and no encapsulation, but it is sealed and meets IP69K.
Sometimes, it makes sense to design a motor from scratch to meet IP69K. According to Jason Kreidler, Leeson mechanical designer, encapsulating the windings wasn’t the only motive in creating the Extreme Duck series of motors; his design group sealed the entire motor as well. “We’ve found there are two main failure modes in a motor: the bearings and the windings.” He explains that the motor’s bearing and rotor can be removed as a cartridge by removing four conventional and two jacking screws, and rather than use a Viton seal, which causes some drag on the shaft, his group chose a bearing isolator.

Drive electronics continue to evolve, adding in more functionality. According to Mark Nguyen, product manager at Bosch Rexroth, not only can the drive be an integrated part of the motor, but programmable controller (PLC) capabilities can be included in the drive to support digital inputs and outputs. This allows the connection of vision systems and sensors. Since all the controls are at the motor, wiring is significantly reduced, and maintenance is easier. Usually a technician can troubleshoot the motor/drive with a portable instrument right at the machine.
While having the drive/controls at the motor is a timesaver for the technician, this functionality should not be accessed by operators. Mark Herrera, plant manager of Casa Herrera (manufacturer of snack food production machines for cooking, baking, frying, etc.), says that many large processors aren’t too excited about having readily accessible controls within an operator’s reach, where tweaking could result in problems.
Miclot suggests, however, the benefits of distributed motor controls when the drives are located with the motors. With the size of bottling plants today, a distributed motor network makes sense. Not only is there wire reduction, but through a distributed network, plant operators can monitor the equipment and motor conditions locally or at a central location. Miclot, however, doesn’t like the idea of an intimately integrated motor and drive electronics for the same reason the VCR/TV combo never really took off. When the VCR breaks, what’s left is an oversized TV.
If a processor is interested in reducing downtime, information provided by today’s motors and drives can be a huge help. According to ABB’s Kenyon, “Drives are now providing maintenance tools to help users perform PM when required.” For example, drives can tell the operator via a trigger how many hours the cooling fan has run. Another trigger can provide the number of revolutions the motor has made, which helps determine bearing life or tell maintenance when to grease the bearings. Still another trigger tells how long the drive/motor has been running, and when to schedule PM.
Breweries can often benefit from a networked, motor-monitoring and management system. The Paulaner brewery in Munich, Germany produces 66 million gallons of beer each year, and runs around the clock. To reduce failures and downtime, the brewery installed a Profibus-compatible motor management system from Siemens, which reports all events to the central control room. Paulaner moves more than 46,000 tons of malt every year. As Herbert Eger, head of the technical unit, reports, “With the help of current metering, we can tell immediately when something goes wrong.” Though the Simocode system doesn’t transmit actual current values, but the percentages of the nominal current, the appropriate percentage tells Eger whether there is a need for action. Another plus with this particular system, says Eger, is the individual drives remain functional even without PLC support. “It is extremely important for the pumps to remain running in the cooling area, even if there is a failure in the PLC.”
Just like SS motors, SS gear boxes have design challenges. According to Wood, SS is difficult to machine, and it isn’t mechanically stable. One of the problems with SS gear boxes is keeping the bearings and seals aligned because this misalignment can result in heat buildup and leakage. Another problem, he says, is the limitation of the size of gearing that is practical and still cost-effective.
For applications that are less harsh, Rexnord Product Manager Adam Ames suggests that epoxy-coated washdown units are another option that is less expensive than SS. For small worm gear drives, however, Ames suggests it may be more expedient to select a 316 SS for housing and covers because SS eliminates the rusting and peeling paint issues associated with conventional cast and painted housings. If SS is not an option, Emerson’s James suggests SS paint, which provides a middle-of-the-road solution. SS paint involves a proprietary process in which SS powder is applied, resulting in a finished product that is corrosion-resistant.
Wrapping a gear box in SS is not an urgent matter for all applications. Herrera says he builds machines according to customer requests. While he gets requests for SS motors, he doesn’t recall any requests for an SS gear box. He will often combine a Baldor SS motor with a Sumitomo gear box.
Adrian Sohighian, industry engineering manager at Baldor, Dodge, Reliance, says the standard five or six years ago was a cast-iron housing with nickel plating, but today SS is probably the first choice, followed by a polymer, reinforced fiberglass housing. But for food industry applications, he suggests injecting antimicrobial materials inside the housing to reduce the incidence of E. coli and other pathogens. According to Sara Zimmerman, Sumitomo food and beverage manager, antimicrobial coatings should be applied to the seals to keep bacteria from forming. An additional opportunity is to use an antimicrobial powder from DuPont to coat gear motor housings.
It’s important to remember, says Sultzman, that higher-efficiency in gear boxes translates to a longer life because there is less heat due to friction. For more efficiency, Wood recommends gear boxes with inline helical or right-angle, helical-bevel gearing, which has a loss of about 2% per gear set, producing an overall efficiency in the 92-95% range.
One gear box with SS hardware and based on helical-bevel technology is Stober’s KE Series, which also features rounded corners, making it difficult for harborage of food materials or pathogens. With capabilities to 5 hp, the gear box is lubricated for life, has a three-year warranty and handles ratios to 80:1.
Another gear reducer manufactured by Sumitomo Drives was built into an aerator for aquaculture (fish farming) by Aerway Manufacturing Company. According to Aerway Partner Robert Schmidt, “We’ve used various gear boxes, and nothing compares with the durability and longevity of Sumitomo [Cyclo] drives.” Schmidt adds that his customers use these devices 24/7, and typical power requirements are about 1 to 1.5 hp per surface acre. The gear box has only three moving parts: high-speed input shaft with an integral eccentric cam and roller bearing assembly, cycloid disc and a slow-speed output shaft assembly.
Galen Burdeshaw, engineering manager, Baldor, Dodge, Reliance, observes that in spite of a gear box’s efficiency, sealing is a critical issue, especially when it comes to washdowns. No one likes to lubricate bearings frequently, but the best way to guarantee longevity is to keep them greased. Having tight seals is the only way to keep the moisture from getting inside the bearing cavity and contaminating the bearing.
“In poultry right now,” Chuck James adds, “there’s a big push against plated bearings. Platings, depending on the quality of the process, don’t peel off very readily. But quality has a lot to do with the thickness and hardness of the plating. In general, people latch onto a [mindset] that says platings are bad. But they’re only bad if not done properly.” James says his company has used aircraft technology to create a brazed bearing out of 400 Series SS. For applications that truly need this technology, the fact it costs 10 times as much as standard bearings may not be an issue.
Another challenge for some applications is chain drives, which have faced many of the same issues as gear boxes. According to Michael Hogan, US Tsubaki assistant product manager, chains are available in several formats, but unfortunately, 304 SS chains do not provide the power transfer capability of heat-treated carbon steel. This steel can be coated to work in environments where normal chains couldn’t survive. The company does offer a hardenable grade of SS chain that includes round parts made from precipitation-hardenable materials such as 17-4PH, which increases the maximum allowable load by 50% compared to 304 SS.
While there may be space-age technology research going on in heat-treating and coating/plating technologies to run a gear box “dry” (without lubrication), several gear boxes, according to Rexnord’s Ames, have been designed to run without needing an “oil change” as long as the gear box is run within specification. For applications where potential leaks could get into food, food-grade lubricants should be used. However, not all gear boxes accept food-grade lubricants, so it’s essential to do a little investigation before committing.
Russel A. Mays, Sr., industrial product manager at Krylon Products Group, has a few tips as well. There are two basic ways to determine when to change the lubricants: First, the gear box manufacturer usually makes a recommendation based on hourly use. Second, a used-oil analysis can determine if the oil has broken down. In addition, there are certain gear lubricants that cannot be used with certain types of yellow metals (i.e., brass, bronze, copper, etc.). For example, gear oils with active sulphurs can attack yellow metals. This primarily applies to NSF H-2 lubricants, which are not food-grade. Most NSF H-1 registered food-grade lubricants do not contain these types of additives. Finally, if a gear box is lubricated for life, Mays says in most cases, it uses soft grease which is not used in the food industry.
While the physics of motor and gearing technology hasn’t changed much, technology advances in bearings and seals coupled with new ways of making SS viable for gears and housings will offer technology solutions for processors who have relatively light-load applications. For larger applications, new coating and antimicrobial technologies will allow processors to operate for longer periods without washdowns.
For more information
Frank Sultzman, Boston Gear, 704-688-7327, frank.sultzman@bostongear.com
Mark Kenyon, ABB, 262-327-5141, mark.kenyon@us.abb.com
Jim Clark, ABB, 262-785-8647, jim.clark@us.abb.com
Walter Mashburn, Sterling Electric, 800-866-7973, wem@sterlingelectric.com
Adam Ames, Rexnord, 414-937-4767, adam.ames@rexnord.com
Mike Miclot, Rockwell, 262-512-8416, mdmiclot@ra.rockwell.com
Chris Wood, SEW-Eurodrive, 804-740-2269, cwood@seweurodrive.com
Mark Nguyen, Bosch Rexroth, 847-645-3736, mark.nguyen@boschrexroth.com
Adrian Soghigian, Baldor, 864-281-2153, acsoghigian@baldor.com
Galen Burdeshaw, Dodge Baldor, 864-281-2343, geburdeshaw@baldor.com
Sara Zimmerman, Sumitomo, 757-485-8210, szimmerman@suminet.com
Chuck James, Emerson PT, 240-463-5581, chuck.james@emerson.com
Russel A. Mays, Sr., Krylon Products Group, 216-515-7796, ramays@sherwin.com
Mike Hogan, US Tsubaki, 413-536-1576, mikehogan@ustsubaki.com
Mark Sanford, NSF International, 734-769-8010, sanford@nsf.org
Jason Kreidler, Leeson, 262-377-8810, Jason.kreidler@leeson.com

Originally intended as a standard for road vehicles that would provide protection against foreign objects such as dust, dirt and high-pressure water, the standard was also applied to trucks with externally mounted control boxes, which also had to withstand high-pressure washdowns.
The IP standards are based on a two-digit code, which is used to rate the given enclosure. IP6_ refers to any device, enclosure or housing that is dust-tight, and the IP_9K refers to the ability to keep out water from high-pressure cleaning.
The IP69K specification requires the water pressure to be between 1160-1450 psi at a rate of 3.69-4.2 gallons per minute, and at a temperature of 176
Designed for the aquaculture industry, Aerway’s floating electric paddlewheel features a direct drive Sumitomo Cyclo reducer gear box, Quik-Flex QF series gear box-to-rotor coupling and an aluminum hood. Source: Sumitomo.
With all these pluses, could there be any minuses? Unfortunately-yes. First, the price can range from 20 or 30% to several times the cost of a non-SS device, depending on size, design and construction. In addition, stainless steel is not as good a heat dissipater as other materials, its durability may not measure up, and it’s not perfect for all applications, especially ones involving liquids with low pH. Nonetheless, with technological improvements geared toward increasing efficiency, saving energy, improving reliability, keeping costs reasonable-and meeting food safety standards-SS is a very attractive option.
According to Mark Kenyon, product marketing manager with ABB LVAC drives, in the past, food processors asked for products that comply with UL NEMA 4X enclosure protection, which provides protection from washdowns and caustic cleaning solutions. Today, they are requesting motors, gear boxes and controls housings made of materials that can withstand IP69K washdown specifications (see sidebar on page 78). While several materials meet IP69K specification, SS meets this specification and seems to satisfy what at first might seem to be regulatory specifications as well.
Curiously enough, no regulatory agency actually demands the use of SS for motors, gear boxes and drives for food safety reasons. The closest might be NSF International’s NSF/3A/ANSI 14159-3 – 2005: Hygiene requirements for the design of mechanical belt conveyors used in meat and poultry processing equipment.
According to NSF’s Mark Sanford, business development manager for the meat and poultry equipment program, the specifications apply to the cleanliness of the conveyor itself and its subcomponents-not the propulsion system below or beside it. He adds that there are some mutually accepted supplier standards just for meat and poultry processing, which include equipment such as choppers, grinders and some hand tools.
Walter Mashburn, president and COO of Sterling Electric, says there is an exception or two where NSF/3A would apply. “There are certain applications in the plant where drives are mounted over top of the product flow, and if that’s the case, then these devices would fall under scrutiny.” Examples include overhead conveyors with drives located above the conveyor, and cut-off saws where blades are mounted directly to motor shafts
FDA’s 21CFR110.40 Subpart C (Equipment), paragraph C states “Equipment that is in the manufacturing or food-handling area and that does not come into contact with food shall be so constructed that it can be kept in a clean condition.” In the next paragraph, it adds, “Holding, conveying, and manufacturing systems, including gravimetric, pneumatic, closed, and automated systems, shall be of a design and construction that enables them to be maintained in an appropriate sanitary condition.” There is no mention of SS.
According to Mashburn, while the USDA hasn’t published a specification that decrees motors and drives must be made of SS, processors in the poultry and beef industries are purchasing more SS motors and drives because there are fewer maintenance headaches, and they are less likely to have USDA inspectors shut down a line at the sight of peeling paint.
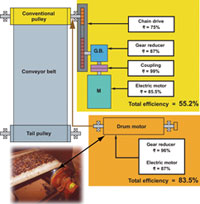
Blommer Chocolate Mills of Greenville, PA processes two million pounds of cocoa beans each week running three shifts, six days a week. Conveyors powered by Van der Graaf drum motors, which include the gearing within the motor, provide efficiencies as high as 83.5% compared to a conventional gearbox, whose combined efficiency is about 55%. Source: Van der Graaf.
SS motors-a mindset
In discussion about SS, one issue comes front and center: total cost of ownership (TCO). Chuck James, Emerson power train food and beverage national account manager, likes to create what he calls a “best-cost solution.” “If a customer has a motor that costs only $100, but he replaces it every two weeks, this is not a best-cost solution.” James suggests a best-cost solution (e.g., a sealed SS motor) may cost 10 times the initial price of what the customer is currently using. But the maintenance, upkeep and unplanned downtime associated with the “cheap motor” might cost $15,000 to $20,000 per hour in downtime.Switching to the more expensive, sealed SS motor may require internal collaboration within a processor’s organization.
“When procurement does its job, ‘cheap’ makes sense because that’s how its staff is trained,” James states. “Operation’s objective, however, is to get the maximum amount of output on the line, so cheap doesn’t have anything to do with initial price.” This problem occurs because there’s no link between an organization’s operations level and the procurement department. At the corporate level however, TCO is readily understood. He thinks that processors who understand TCO at the corporate level must instill it through all levels of their organizations.
No processor can afford unplanned downtime due to motor failures. While most motor suppliers don’t build in vibration sensors to monitor bearing life (a sure sign of a failing motor), monitoring can be done on the controls side for little additional expenditure, says Mike Miclot, Rockwell Automation business manager for LV drives. With an intelligent motor controls system, motor lifetime can be tracked by monitoring motor currents and voltages without vibration sensors. With an asset management system, processors can not only be forewarned of motor failures, but also be notified when it’s time for regular maintenance and lubrication checks. The key, says Miclot, is to be proactive.
Putting the wraps on and in
While solving some problems, SS can create issues for designers. According to Chris Wood, SEW-Eurodrive industry account manager, “The thing about SS is that it seems like the simple answer to a problem, but SS has some inherent issues. One is that it doesn’t dissipate heat very well. Aluminum, on the other hand, is a perfect material for motors, but aluminum will disintegrate under caustic washdown situations.”Beyond the SS discussion is the issue of sealing and encapsulating motor components so they can withstand high-pressure washdowns. While the totally enclosed, fan-cooled (TEFC) motor of a few years ago was typically dust-tight and could withstand low-pressure washdowns, it wouldn’t stand up to a 1,000-plus psi hose at 140°F. Wood said that his company manufactures a TEFC motor that does meet the IP69K specification. The motor’s winding is totally encapsulated, uses high-pressure steel and has additional paint that helps with the seal. While it meets IP69K, it has a fan and fins, which makes it more difficult to clean. An alternative solution to be released soon is an aseptic gear motor, which has a smooth body, no fan and no encapsulation, but it is sealed and meets IP69K.
Sometimes, it makes sense to design a motor from scratch to meet IP69K. According to Jason Kreidler, Leeson mechanical designer, encapsulating the windings wasn’t the only motive in creating the Extreme Duck series of motors; his design group sealed the entire motor as well. “We’ve found there are two main failure modes in a motor: the bearings and the windings.” He explains that the motor’s bearing and rotor can be removed as a cartridge by removing four conventional and two jacking screws, and rather than use a Viton seal, which causes some drag on the shaft, his group chose a bearing isolator.
The Paulaner Brewery in Munich installed a Siemens Simocode DP motor monitoring and management system to keep ahead of motor failures. The system allows the motors and drives to remain operational even upon failure of the controlling PLC. Source: Siemens.
Electrical/electronic evolution
With recent energy-efficient designs reaching 95% efficiency or better, many current improvements in motor technology are happening outside the motor. In the last few years, several motor drives (as in variable frequency drive [VFD]-not a gear box) have been mounted on top of motors or integrated within the motors. Besides reducing wiring, this technique, according to Wood, saves money during installation because often the work can be done by one tradesman instead of two or more.Drive electronics continue to evolve, adding in more functionality. According to Mark Nguyen, product manager at Bosch Rexroth, not only can the drive be an integrated part of the motor, but programmable controller (PLC) capabilities can be included in the drive to support digital inputs and outputs. This allows the connection of vision systems and sensors. Since all the controls are at the motor, wiring is significantly reduced, and maintenance is easier. Usually a technician can troubleshoot the motor/drive with a portable instrument right at the machine.
While having the drive/controls at the motor is a timesaver for the technician, this functionality should not be accessed by operators. Mark Herrera, plant manager of Casa Herrera (manufacturer of snack food production machines for cooking, baking, frying, etc.), says that many large processors aren’t too excited about having readily accessible controls within an operator’s reach, where tweaking could result in problems.
Miclot suggests, however, the benefits of distributed motor controls when the drives are located with the motors. With the size of bottling plants today, a distributed motor network makes sense. Not only is there wire reduction, but through a distributed network, plant operators can monitor the equipment and motor conditions locally or at a central location. Miclot, however, doesn’t like the idea of an intimately integrated motor and drive electronics for the same reason the VCR/TV combo never really took off. When the VCR breaks, what’s left is an oversized TV.
If a processor is interested in reducing downtime, information provided by today’s motors and drives can be a huge help. According to ABB’s Kenyon, “Drives are now providing maintenance tools to help users perform PM when required.” For example, drives can tell the operator via a trigger how many hours the cooling fan has run. Another trigger can provide the number of revolutions the motor has made, which helps determine bearing life or tell maintenance when to grease the bearings. Still another trigger tells how long the drive/motor has been running, and when to schedule PM.
Breweries can often benefit from a networked, motor-monitoring and management system. The Paulaner brewery in Munich, Germany produces 66 million gallons of beer each year, and runs around the clock. To reduce failures and downtime, the brewery installed a Profibus-compatible motor management system from Siemens, which reports all events to the central control room. Paulaner moves more than 46,000 tons of malt every year. As Herbert Eger, head of the technical unit, reports, “With the help of current metering, we can tell immediately when something goes wrong.” Though the Simocode system doesn’t transmit actual current values, but the percentages of the nominal current, the appropriate percentage tells Eger whether there is a need for action. Another plus with this particular system, says Eger, is the individual drives remain functional even without PLC support. “It is extremely important for the pumps to remain running in the cooling area, even if there is a failure in the PLC.”
Gear boxes/drives
Like motor housings, SS is beginning to play a greater role in the material of choice for gear box housing and sometimes the gears as well. These gear boxes are typically used for speed reduction applications such as conveyors and material handling systems. Despite its higher cost, “Washdowns and maintenance are two of the biggest issues we have,” says Frank Sultzman, project engineering manager at Boston Gear. According to Sultzman, ability to withstand washdowns can be improved in two ways. First, change the cubical shape of the traditional gear box to a rounded or spherical-like housing where food particles can’t accumulate before and after washdown. Second, use 316 SS for the housing.Just like SS motors, SS gear boxes have design challenges. According to Wood, SS is difficult to machine, and it isn’t mechanically stable. One of the problems with SS gear boxes is keeping the bearings and seals aligned because this misalignment can result in heat buildup and leakage. Another problem, he says, is the limitation of the size of gearing that is practical and still cost-effective.
For applications that are less harsh, Rexnord Product Manager Adam Ames suggests that epoxy-coated washdown units are another option that is less expensive than SS. For small worm gear drives, however, Ames suggests it may be more expedient to select a 316 SS for housing and covers because SS eliminates the rusting and peeling paint issues associated with conventional cast and painted housings. If SS is not an option, Emerson’s James suggests SS paint, which provides a middle-of-the-road solution. SS paint involves a proprietary process in which SS powder is applied, resulting in a finished product that is corrosion-resistant.
Wrapping a gear box in SS is not an urgent matter for all applications. Herrera says he builds machines according to customer requests. While he gets requests for SS motors, he doesn’t recall any requests for an SS gear box. He will often combine a Baldor SS motor with a Sumitomo gear box.
Adrian Sohighian, industry engineering manager at Baldor, Dodge, Reliance, says the standard five or six years ago was a cast-iron housing with nickel plating, but today SS is probably the first choice, followed by a polymer, reinforced fiberglass housing. But for food industry applications, he suggests injecting antimicrobial materials inside the housing to reduce the incidence of E. coli and other pathogens. According to Sara Zimmerman, Sumitomo food and beverage manager, antimicrobial coatings should be applied to the seals to keep bacteria from forming. An additional opportunity is to use an antimicrobial powder from DuPont to coat gear motor housings.
Gearing up
According to Mashburn, worm gearing has been the workhorse of the industry for several years. While not the most efficient, it is a very cost-effective right-angle gearing system. Typically, worm gears have a bit of sliding action, causing friction and limiting their efficiency to a range of 85 to 93%.It’s important to remember, says Sultzman, that higher-efficiency in gear boxes translates to a longer life because there is less heat due to friction. For more efficiency, Wood recommends gear boxes with inline helical or right-angle, helical-bevel gearing, which has a loss of about 2% per gear set, producing an overall efficiency in the 92-95% range.
One gear box with SS hardware and based on helical-bevel technology is Stober’s KE Series, which also features rounded corners, making it difficult for harborage of food materials or pathogens. With capabilities to 5 hp, the gear box is lubricated for life, has a three-year warranty and handles ratios to 80:1.
Another gear reducer manufactured by Sumitomo Drives was built into an aerator for aquaculture (fish farming) by Aerway Manufacturing Company. According to Aerway Partner Robert Schmidt, “We’ve used various gear boxes, and nothing compares with the durability and longevity of Sumitomo [Cyclo] drives.” Schmidt adds that his customers use these devices 24/7, and typical power requirements are about 1 to 1.5 hp per surface acre. The gear box has only three moving parts: high-speed input shaft with an integral eccentric cam and roller bearing assembly, cycloid disc and a slow-speed output shaft assembly.
Galen Burdeshaw, engineering manager, Baldor, Dodge, Reliance, observes that in spite of a gear box’s efficiency, sealing is a critical issue, especially when it comes to washdowns. No one likes to lubricate bearings frequently, but the best way to guarantee longevity is to keep them greased. Having tight seals is the only way to keep the moisture from getting inside the bearing cavity and contaminating the bearing.
“In poultry right now,” Chuck James adds, “there’s a big push against plated bearings. Platings, depending on the quality of the process, don’t peel off very readily. But quality has a lot to do with the thickness and hardness of the plating. In general, people latch onto a [mindset] that says platings are bad. But they’re only bad if not done properly.” James says his company has used aircraft technology to create a brazed bearing out of 400 Series SS. For applications that truly need this technology, the fact it costs 10 times as much as standard bearings may not be an issue.
Another challenge for some applications is chain drives, which have faced many of the same issues as gear boxes. According to Michael Hogan, US Tsubaki assistant product manager, chains are available in several formats, but unfortunately, 304 SS chains do not provide the power transfer capability of heat-treated carbon steel. This steel can be coated to work in environments where normal chains couldn’t survive. The company does offer a hardenable grade of SS chain that includes round parts made from precipitation-hardenable materials such as 17-4PH, which increases the maximum allowable load by 50% compared to 304 SS.
While there may be space-age technology research going on in heat-treating and coating/plating technologies to run a gear box “dry” (without lubrication), several gear boxes, according to Rexnord’s Ames, have been designed to run without needing an “oil change” as long as the gear box is run within specification. For applications where potential leaks could get into food, food-grade lubricants should be used. However, not all gear boxes accept food-grade lubricants, so it’s essential to do a little investigation before committing.
Russel A. Mays, Sr., industrial product manager at Krylon Products Group, has a few tips as well. There are two basic ways to determine when to change the lubricants: First, the gear box manufacturer usually makes a recommendation based on hourly use. Second, a used-oil analysis can determine if the oil has broken down. In addition, there are certain gear lubricants that cannot be used with certain types of yellow metals (i.e., brass, bronze, copper, etc.). For example, gear oils with active sulphurs can attack yellow metals. This primarily applies to NSF H-2 lubricants, which are not food-grade. Most NSF H-1 registered food-grade lubricants do not contain these types of additives. Finally, if a gear box is lubricated for life, Mays says in most cases, it uses soft grease which is not used in the food industry.
While the physics of motor and gearing technology hasn’t changed much, technology advances in bearings and seals coupled with new ways of making SS viable for gears and housings will offer technology solutions for processors who have relatively light-load applications. For larger applications, new coating and antimicrobial technologies will allow processors to operate for longer periods without washdowns.
For more information
Frank Sultzman, Boston Gear, 704-688-7327, frank.sultzman@bostongear.com
Mark Kenyon, ABB, 262-327-5141, mark.kenyon@us.abb.com
Jim Clark, ABB, 262-785-8647, jim.clark@us.abb.com
Walter Mashburn, Sterling Electric, 800-866-7973, wem@sterlingelectric.com
Adam Ames, Rexnord, 414-937-4767, adam.ames@rexnord.com
Mike Miclot, Rockwell, 262-512-8416, mdmiclot@ra.rockwell.com
Chris Wood, SEW-Eurodrive, 804-740-2269, cwood@seweurodrive.com
Mark Nguyen, Bosch Rexroth, 847-645-3736, mark.nguyen@boschrexroth.com
Adrian Soghigian, Baldor, 864-281-2153, acsoghigian@baldor.com
Galen Burdeshaw, Dodge Baldor, 864-281-2343, geburdeshaw@baldor.com
Sara Zimmerman, Sumitomo, 757-485-8210, szimmerman@suminet.com
Chuck James, Emerson PT, 240-463-5581, chuck.james@emerson.com
Russel A. Mays, Sr., Krylon Products Group, 216-515-7796, ramays@sherwin.com
Mike Hogan, US Tsubaki, 413-536-1576, mikehogan@ustsubaki.com
Mark Sanford, NSF International, 734-769-8010, sanford@nsf.org
Jason Kreidler, Leeson, 262-377-8810, Jason.kreidler@leeson.com
High-efficiency, energy-saving motors from Baldor Reliance keep Gold Medal operating around the clock. Source: Baldor Reliance.
Motor basics: Reliability and Efficiency
Reliability and efficiency are so important for General Mills’ Gold Medal Flour production facility in Great Falls, MT that it chose premium efficient, explosion-proof motors from Baldor Reliance. According to Paul Steinlage, milling manager, the mill runs 24/7 and has an operating efficiency of 99%. The mill stops for only one eight-hour shift each week for scheduled maintenance. “Flour dust that is suspended in air is more explosive than coal dust. With the number of motors we need to run the mill, we absolutely have to have the best explosion-proof motors so we feel protected.” Speaking of one motor that runs a pneumatic fan lift, Steinlage says, “If this motor failed, we could not operate. It handles the punishment of the fan vibration, and it operates in the dust and heat without fail.” He adds, “There’s no question that when you run these premium efficient motors 24/7, it doesn’t take long for the motor to pay for itself with energy savings.”What is IP69K?
The IP69K rating defines the ability for equipment to withstand high-pressure, high-temperature washdowns. The standard comes from DIN 40 050 article 9 and was established in 1993.Originally intended as a standard for road vehicles that would provide protection against foreign objects such as dust, dirt and high-pressure water, the standard was also applied to trucks with externally mounted control boxes, which also had to withstand high-pressure washdowns.
The IP standards are based on a two-digit code, which is used to rate the given enclosure. IP6_ refers to any device, enclosure or housing that is dust-tight, and the IP_9K refers to the ability to keep out water from high-pressure cleaning.
The IP69K specification requires the water pressure to be between 1160-1450 psi at a rate of 3.69-4.2 gallons per minute, and at a temperature of 176
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




