Performance Tools for Continuous Improvement
Altering processes and procedures requires human involvement, but that doesn’t preclude technical support for continuous improvement efforts.

 John Henry famously lost his fight against a machine. To make any machine run better, though, requires the help of people like John.
John Henry famously lost his fight against a machine. To make any machine run better, though, requires the help of people like John.
As manufacturing organizations struggle with downward pricing pressures and rising raw-material costs, the need grows to eliminate waste and squeeze better performance out of existing assets. Efficiency improvements always were desirable, but today’s operating environment raises continuous improvement to cult status. Unlike food manufacturers of the past, however, today’s professionals are better organized, more disciplined and better trained in applying the analytical techniques that drive the Shewhart cycle: Plan, do, check, act.
The cycle’s namesake, Walter A. Shewhart, developed it in the 1920s while working as a Western Electric engineer. Failure rates and necessary repairs of buried telecommunications equipment were unacceptably high. An alternative to finished goods inspection was needed, and Dr. Shewhart developed a methodology that shifted manufacturers from reactive solutions to a focus on uncontrolled process variation. The simplified expression of this approach was the first control chart. Dr. Shewhart introduced new concepts in statistical modeling that now are being applied with a vengeance in food and beverage production.
Improvement is a big tent, and some uneasy alliances can occur when users of different approaches toward a common goal are thrown together. The obvious examples are lean manufacturing proponents, with their bottom-up philosophy, and Six Sigma.
Noting both approaches derive from the same base (Shewhart disciple W. Edwards Deming), lean consultant Bruce Hamilton believes each is a valuable tool for continuous improvement, along with information technology such as MES and SPC programs. But the president of the Greater Boston Manufacturing Partnership (GBMP) emphasizes that people drive improvement, not the tools themselves. The ideas underlining Six Sigma “are very important,” he allows, but the formality surrounding it contributes nothing. Of the belt hierarchy, Hamilton sniffs, “That’s consultants making money by giving somebody a diploma.”
A nonprofit corporation based at University of Massachusetts in Boston, GBMP is an American iteration of the Toyota production system. Waste reduction is the goal, “and getting employees engaged and reporting problems instead of hiding them” underpins the approach, says Hamilton, whose nom de blog is Old Lean Dude. GBMP concentrates its outreach on manufacturers, hospitals and other industries in the Northeast, though major Midwestern ice cream and frozen food companies send contingents to New England to help shape their waste-slashing programs.
An example is the Bosch production system (BPS), which melds lean, Six Sigma, Shanin and “old-fashioned engineering troubleshooting, but it’s systematic now,” according to Jerry Devall, director of quality-Americas at Bosch Rexroth Corp., Fountain Inn, SC. He describes Shanin as complex, event-specific improvements that are “a BOB and a WOW,” shorthand for an attempt to identify the best of best and worst of worst current practices.
Metrics such as overall equipment efficiency (OEE) are useful starting points for fully automated processes, says Devall, but when manual operations are part of the mix, “OEE is not a good indicator” of improvement. In organizations with diverse business units and global production networks, key performance indicators (KPIs) set by top management are a better gauge of progress toward specific goals. All of the 16 Bosch facilities throughout the Americas to which Devall provides technical support are audited and scored annually for their progress in meeting their goal. When the goal is surpassed, that facility’s best practices are dissected and applied throughout the network.
BPS guides improvement efforts for daily operating procedures, with Six Sigma black belts and Shanin practitioners stepping in when managers see a need to “call in the cavalry,” he explains.
Improvement objectives necessarily change as customer expectations shift. Logistics has joined scrap reduction and other traditional KPIs because “the customer wants the right product at the right time, with the proper paperwork,” says Devall. Prioritizing projects and attacking them systematically is the biggest change he has witnessed in a quarter-century of quality improvement work. Before Bosch acquired Rexroth in 2000, “we had 106 projects going on in our facility, all competing for the same resources,” he says. Now the staff focuses on the top 10 until problems are resolved and do not recur.
Peaceful coexistence of 5S, statistical analysis programs, Six Sigma and lean within an organization is more the rule than the exception, suggests lean trainer Andy Carlini, a partner at the Lean Learning Center, Novi, MI. Problems arise when an organization becomes enamored with one methodology and apply it inappropriately. “It becomes a case of tool first, opportunity second, and it should be the other way around,” he says. Data interpretation demands specialized skills and is absolutely necessary in some cases, but “if you make it analytical, the chances of engaging people throughout the organization are slim,” says Carlini. If improvement is to be continuous, cultural thinking must change, and easily attainable improvements need to be made to involve the entire staff in the effort.
Referring to MES and other data-reporting software, Hawkins says, “You don’t necessarily have to have a high-performance Ferrari to implement continuous improvement.” But if the initiative requires internal resources to sustain itself, upfront guidance is essential until personnel are comfortable with the methodology. When building the team, Hawkins defers to the two-pizza rule: “If it takes more than two pizzas to feed the team, it’s too big.”
Statistician John Surak takes a more expansive view, arguing quality improvements occur over a long period and require involvement throughout the shop floor. Six Sigma black belts, on the other hand, excel at experimental designs. “The other way to approach improvement is to look at data over time, which was Shewhart’s position,” says Surak, a fellow of the American Society for Quality, the Milwaukee association founded by Dr. Shewhart. If the process is stable, the long-term effects of improvement can be measured. If problem-solving requires experimental design, it’s time to call out the black belts. “Those are two very different approaches to problem solving with statistics, and each requires a completely different set of questions,” he says.
The analytical tools behind a plant’s control charts often require expertise that may be absent, Surak adds, but statistical process control packages like Northwest Analytics’ (NWA) quality analysis render the issue moot. “The statistical programs to do the analysis are already in there,” he says. But there are no plug-and-play solutions to continuous improvement, cautions Wendy Armel, senior MES analyst with Stone Technologies Inc., Chesterfield, MO. “Software only gives you the information,” the systems integrator says. “You have to interpret it and make the appropriate changes to implement.”
Speaking at an NWA webinar on using SPC and OEE to effect packaging line improvement, Armel emphasized the need to deliver real-time information to the production floor. Immediacy is only part of the reason: Real-time data removes human intervention and misinterpretation and allows the staff to react to facts on the ground. It also allows operators to respond to throughput issues, rather than providing data input.
Once data-collection software is selected, it must be implemented and supported. Failure to maintain the system can cause the improvement initiative to stall. Even before implementation, however, comes workforce engagement. “The starting point often is cultural change,” says Armel. Infinity QS International’s Jennie O’Neal agrees, saying, “Software is just a component of quality improvement.” Whether data indicates process drift or provides an event alarm, buy-in from the entire staff is a prerequisite to information technology’s effectiveness.
The quality improvement system Infinity installed at Shearer’s Foods in Brewster, OH relies in part on video monitors prominently placed throughout the plant to provide a real-time stream of production information to alert personnel of production disruptions. “The information needs to be visual, and it must be provided when an event is generated so that staff can react quickly and properly,” says O’Neal. Process monitors map the equipment on the floor, and color changes from green to red draw people’s eyes to the monitor. “The data are the only voice the process has,” she points out, but unless the staff is listening, the voice is not heard.
Video displays of KPIs and OEE metrics were a manufacturing rarity until the monitors followed electronics’ downward pricing trend, notes Mike Wilder, marketing and strategic liaison at MES provider Seeit Solutions LLC, Schaumburg, IL. “No one is going to spend $100,000 for flatscreen displays, which is what they would have cost four or five years ago to hang throughout the plant,” says Wilder. With prices plummeting, the technology has become an affordable tool of continuous improvement.
As a founder of Informance International, which was acquired last year by Solarsoft, Oskin benchmarks manufacturing efficiency in various industries, including food and beverage. In a recent report, based on OEE measurements for 725 food and beverage lines, he categorized the top quartile of performers as best in class, the bottom quartile as laggards and the 50 percent in the middle as average. Technology delivers the same data to all three groups. Top performers respond better to the information because they have a continuous improvement culture in place and are able to analyze and interpret the information provided.
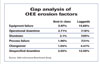
The impact can be huge. Equipment failures rob laggards of almost 16 percent of potential production, for example, while best-in-class lines lose less than 6 percent of potential OEE to equipment failure (see chart on page 82). “Practices and systems must be aligned,” says Oskin, and if personnel practices are not able to leverage what the system provides, technology will fail.
Pricing pressures, tighter margins and rising raw-material costs frequently are cited to explain the industry’s embrace of lean and related programs, but macro economic forces also are at play. North American manufacturers no longer compete with the plant down the street; they must provide a compelling rationale for retaining onshore production. As head of GBMP, Hamilton serves as a manufacturing advocate, and he is cognizant of the pressures at work. He notes the case of a nonfood manufacturer that began offshoring the final step in its production cycle, loading work in process into containers and bringing back finished goods. “That’s what we’re fighting: the cost accounting model,” sighs Hamilton.
Among his six rules for staying young, baseball legend Leroy “Satchel” Paige advised, “Don’t look back-something might be gaining on you.” Food manufacturers would do well to take those words to heart. Processes and personnel either are improving or deteriorating. Continuous improvement is today’s survival mode.
For more information:
Jerry Devall, Bosch Rexroth Corp., 864-228-3023, jerry.devall@boschrexroth-us.com
Bruce Hamilton, Greater Boston Manufacturing Partnership, 617-287-7729
David Strzyzynski, W.W. Grainger Inc., 847-535-1000, david.strzyzynski@grainger.com
Jennie O’Neal, Infinity QS, 703-961-0200, joneal@infinitysq.com
Andy Carlini, Lean Learning Center, andy@leanlearningcenter.com
Mike Wilder, Seeit Solutions LLC, 847-483-8703, mike.wilder@seeitmii.com
John Oskin, Solarsoft, 847-498-1844, john.oskin@solarsoft.com
Steven Hawkins, Stellar, 904-899-9398
Wendy Armel, Stone Technologies Inc., 972-395-1627
John Surak, Surak & Associates, 864-506-2190, jgsurak@yahoo.com

Lake Forest, IL-based W.W. Grainger Inc. has been deploying segment managers to industrial sites to get a firmer grip on customer needs. Based on his visits to food plants, food & beverage specialist David Strzyzynski recognized the high premium on food safety. To help provide some solutions, the company developed a catalog of more than 7,000 food safety products, many of them NSF certified, FDA/USDA compliant or food-grade rated. Strzyzynski also was struck by food companies’ embrace of lean manufacturing and continuous improvement, which led to a family of products grouped around the concept of visual factory management.
One element is the 5S board, also known as a quality board, he explains. At a large food plant he visited, Strzyzynski noticed that tools and equipment for sanitary washdown were strewn about. Applying the 5S workplace organization philosophy, he devised the 5S shadow board as a way to help sort, set in order, shine, standardize and sustain orderly placement of those tools. It’s a simple concept: The outlines of the tools themselves are on the board; if the space is blank, the item either is in use or out of place.
“As with any continuous improvement effort, it has to be adopted by the employees to be useful,” he points out. By making the process easy to use and providing basic training, companies can gain worker buy-in to this element of the pursuit of waste elimination, says Strzyzynski.
Manufacturing professionals increasingly are turning to lean manufacturing experts for training in continuous improvement methodologies. Source: Lean Learning Center.
Optimizing process flow with an eye toward eliminating waste is a basic tenet of lean manufacturing, though proponents sometimes disagree on the appropriateness of conveying systems.
As manufacturing organizations struggle with downward pricing pressures and rising raw-material costs, the need grows to eliminate waste and squeeze better performance out of existing assets. Efficiency improvements always were desirable, but today’s operating environment raises continuous improvement to cult status. Unlike food manufacturers of the past, however, today’s professionals are better organized, more disciplined and better trained in applying the analytical techniques that drive the Shewhart cycle: Plan, do, check, act.
The cycle’s namesake, Walter A. Shewhart, developed it in the 1920s while working as a Western Electric engineer. Failure rates and necessary repairs of buried telecommunications equipment were unacceptably high. An alternative to finished goods inspection was needed, and Dr. Shewhart developed a methodology that shifted manufacturers from reactive solutions to a focus on uncontrolled process variation. The simplified expression of this approach was the first control chart. Dr. Shewhart introduced new concepts in statistical modeling that now are being applied with a vengeance in food and beverage production.
Improvement is a big tent, and some uneasy alliances can occur when users of different approaches toward a common goal are thrown together. The obvious examples are lean manufacturing proponents, with their bottom-up philosophy, and Six Sigma.
Noting both approaches derive from the same base (Shewhart disciple W. Edwards Deming), lean consultant Bruce Hamilton believes each is a valuable tool for continuous improvement, along with information technology such as MES and SPC programs. But the president of the Greater Boston Manufacturing Partnership (GBMP) emphasizes that people drive improvement, not the tools themselves. The ideas underlining Six Sigma “are very important,” he allows, but the formality surrounding it contributes nothing. Of the belt hierarchy, Hamilton sniffs, “That’s consultants making money by giving somebody a diploma.”
A nonprofit corporation based at University of Massachusetts in Boston, GBMP is an American iteration of the Toyota production system. Waste reduction is the goal, “and getting employees engaged and reporting problems instead of hiding them” underpins the approach, says Hamilton, whose nom de blog is Old Lean Dude. GBMP concentrates its outreach on manufacturers, hospitals and other industries in the Northeast, though major Midwestern ice cream and frozen food companies send contingents to New England to help shape their waste-slashing programs.
Get on the improvement train
The food industry may trail automotive and electronics in adopting disciplined, organized approaches to quality improvement and waste reduction, but it’s ahead of hospitals, Hamilton says. “Until recently, they were in total denial,” he says, a disturbing situation, given the consequences of poor quality and procedural deviation. While lean derides technology when it is applied inappropriately, food companies could learn from their technology suppliers, many of which have taken the Toyota system and adopted it to their own efforts.An example is the Bosch production system (BPS), which melds lean, Six Sigma, Shanin and “old-fashioned engineering troubleshooting, but it’s systematic now,” according to Jerry Devall, director of quality-Americas at Bosch Rexroth Corp., Fountain Inn, SC. He describes Shanin as complex, event-specific improvements that are “a BOB and a WOW,” shorthand for an attempt to identify the best of best and worst of worst current practices.
Metrics such as overall equipment efficiency (OEE) are useful starting points for fully automated processes, says Devall, but when manual operations are part of the mix, “OEE is not a good indicator” of improvement. In organizations with diverse business units and global production networks, key performance indicators (KPIs) set by top management are a better gauge of progress toward specific goals. All of the 16 Bosch facilities throughout the Americas to which Devall provides technical support are audited and scored annually for their progress in meeting their goal. When the goal is surpassed, that facility’s best practices are dissected and applied throughout the network.
BPS guides improvement efforts for daily operating procedures, with Six Sigma black belts and Shanin practitioners stepping in when managers see a need to “call in the cavalry,” he explains.
Improvement objectives necessarily change as customer expectations shift. Logistics has joined scrap reduction and other traditional KPIs because “the customer wants the right product at the right time, with the proper paperwork,” says Devall. Prioritizing projects and attacking them systematically is the biggest change he has witnessed in a quarter-century of quality improvement work. Before Bosch acquired Rexroth in 2000, “we had 106 projects going on in our facility, all competing for the same resources,” he says. Now the staff focuses on the top 10 until problems are resolved and do not recur.
Peaceful coexistence of 5S, statistical analysis programs, Six Sigma and lean within an organization is more the rule than the exception, suggests lean trainer Andy Carlini, a partner at the Lean Learning Center, Novi, MI. Problems arise when an organization becomes enamored with one methodology and apply it inappropriately. “It becomes a case of tool first, opportunity second, and it should be the other way around,” he says. Data interpretation demands specialized skills and is absolutely necessary in some cases, but “if you make it analytical, the chances of engaging people throughout the organization are slim,” says Carlini. If improvement is to be continuous, cultural thinking must change, and easily attainable improvements need to be made to involve the entire staff in the effort.
Improvement culture club
Whether an organization takes a bottom-up approach to improvement or relies on subject matter experts, an effective program requires a work culture that encourages a continuous effort. The second imperative is an effective measurement system. It can be based on automated data collection or clipboard entries, believes Steven Hawkins, director of automation services at Jacksonville, FL-based Stellar, but data accuracy is absolutely critical.Referring to MES and other data-reporting software, Hawkins says, “You don’t necessarily have to have a high-performance Ferrari to implement continuous improvement.” But if the initiative requires internal resources to sustain itself, upfront guidance is essential until personnel are comfortable with the methodology. When building the team, Hawkins defers to the two-pizza rule: “If it takes more than two pizzas to feed the team, it’s too big.”
Statistician John Surak takes a more expansive view, arguing quality improvements occur over a long period and require involvement throughout the shop floor. Six Sigma black belts, on the other hand, excel at experimental designs. “The other way to approach improvement is to look at data over time, which was Shewhart’s position,” says Surak, a fellow of the American Society for Quality, the Milwaukee association founded by Dr. Shewhart. If the process is stable, the long-term effects of improvement can be measured. If problem-solving requires experimental design, it’s time to call out the black belts. “Those are two very different approaches to problem solving with statistics, and each requires a completely different set of questions,” he says.
The analytical tools behind a plant’s control charts often require expertise that may be absent, Surak adds, but statistical process control packages like Northwest Analytics’ (NWA) quality analysis render the issue moot. “The statistical programs to do the analysis are already in there,” he says. But there are no plug-and-play solutions to continuous improvement, cautions Wendy Armel, senior MES analyst with Stone Technologies Inc., Chesterfield, MO. “Software only gives you the information,” the systems integrator says. “You have to interpret it and make the appropriate changes to implement.”
Speaking at an NWA webinar on using SPC and OEE to effect packaging line improvement, Armel emphasized the need to deliver real-time information to the production floor. Immediacy is only part of the reason: Real-time data removes human intervention and misinterpretation and allows the staff to react to facts on the ground. It also allows operators to respond to throughput issues, rather than providing data input.
Once data-collection software is selected, it must be implemented and supported. Failure to maintain the system can cause the improvement initiative to stall. Even before implementation, however, comes workforce engagement. “The starting point often is cultural change,” says Armel. Infinity QS International’s Jennie O’Neal agrees, saying, “Software is just a component of quality improvement.” Whether data indicates process drift or provides an event alarm, buy-in from the entire staff is a prerequisite to information technology’s effectiveness.
The quality improvement system Infinity installed at Shearer’s Foods in Brewster, OH relies in part on video monitors prominently placed throughout the plant to provide a real-time stream of production information to alert personnel of production disruptions. “The information needs to be visual, and it must be provided when an event is generated so that staff can react quickly and properly,” says O’Neal. Process monitors map the equipment on the floor, and color changes from green to red draw people’s eyes to the monitor. “The data are the only voice the process has,” she points out, but unless the staff is listening, the voice is not heard.
Video displays of KPIs and OEE metrics were a manufacturing rarity until the monitors followed electronics’ downward pricing trend, notes Mike Wilder, marketing and strategic liaison at MES provider Seeit Solutions LLC, Schaumburg, IL. “No one is going to spend $100,000 for flatscreen displays, which is what they would have cost four or five years ago to hang throughout the plant,” says Wilder. With prices plummeting, the technology has become an affordable tool of continuous improvement.
Survival mode
Technology in and of itself won’t improve manufacturing operations, tech providers readily admit. Information technology in particular must be in synch with the people who will use it, or else it will have an adverse affect. “If you put in sophisticated technology but it’s not complemented by effective business practices, the business will actually take a step backward in terms of performance,” maintains John Oskin, executive vice president of Solarsoft, a Northbrook, IL-based MES supplier. A functioning improvement program and an engaged staff are prerequisites to automated data collection and analysis.As a founder of Informance International, which was acquired last year by Solarsoft, Oskin benchmarks manufacturing efficiency in various industries, including food and beverage. In a recent report, based on OEE measurements for 725 food and beverage lines, he categorized the top quartile of performers as best in class, the bottom quartile as laggards and the 50 percent in the middle as average. Technology delivers the same data to all three groups. Top performers respond better to the information because they have a continuous improvement culture in place and are able to analyze and interpret the information provided.
The impact can be huge. Equipment failures rob laggards of almost 16 percent of potential production, for example, while best-in-class lines lose less than 6 percent of potential OEE to equipment failure (see chart on page 82). “Practices and systems must be aligned,” says Oskin, and if personnel practices are not able to leverage what the system provides, technology will fail.
Pricing pressures, tighter margins and rising raw-material costs frequently are cited to explain the industry’s embrace of lean and related programs, but macro economic forces also are at play. North American manufacturers no longer compete with the plant down the street; they must provide a compelling rationale for retaining onshore production. As head of GBMP, Hamilton serves as a manufacturing advocate, and he is cognizant of the pressures at work. He notes the case of a nonfood manufacturer that began offshoring the final step in its production cycle, loading work in process into containers and bringing back finished goods. “That’s what we’re fighting: the cost accounting model,” sighs Hamilton.
Among his six rules for staying young, baseball legend Leroy “Satchel” Paige advised, “Don’t look back-something might be gaining on you.” Food manufacturers would do well to take those words to heart. Processes and personnel either are improving or deteriorating. Continuous improvement is today’s survival mode.
For more information:
Jerry Devall, Bosch Rexroth Corp., 864-228-3023, jerry.devall@boschrexroth-us.com
Bruce Hamilton, Greater Boston Manufacturing Partnership, 617-287-7729
David Strzyzynski, W.W. Grainger Inc., 847-535-1000, david.strzyzynski@grainger.com
Jennie O’Neal, Infinity QS, 703-961-0200, joneal@infinitysq.com
Andy Carlini, Lean Learning Center, andy@leanlearningcenter.com
Mike Wilder, Seeit Solutions LLC, 847-483-8703, mike.wilder@seeitmii.com
John Oskin, Solarsoft, 847-498-1844, john.oskin@solarsoft.com
Steven Hawkins, Stellar, 904-899-9398
Wendy Armel, Stone Technologies Inc., 972-395-1627
John Surak, Surak & Associates, 864-506-2190, jgsurak@yahoo.com
Customized 5S shadow boards are complementary tools for visual factory management, a component of lean programs. Source: W.W. Grainger Inc.
Visual factory management
The beauty of a concept like continuous improvement is that it is broad enough for everyone to put their own twist on it. Lean manufacturing gurus and vendors of automation software have staked their claims to continuous improvement, but many other suppliers are adding their take, including industrial suppliers.Lake Forest, IL-based W.W. Grainger Inc. has been deploying segment managers to industrial sites to get a firmer grip on customer needs. Based on his visits to food plants, food & beverage specialist David Strzyzynski recognized the high premium on food safety. To help provide some solutions, the company developed a catalog of more than 7,000 food safety products, many of them NSF certified, FDA/USDA compliant or food-grade rated. Strzyzynski also was struck by food companies’ embrace of lean manufacturing and continuous improvement, which led to a family of products grouped around the concept of visual factory management.
One element is the 5S board, also known as a quality board, he explains. At a large food plant he visited, Strzyzynski noticed that tools and equipment for sanitary washdown were strewn about. Applying the 5S workplace organization philosophy, he devised the 5S shadow board as a way to help sort, set in order, shine, standardize and sustain orderly placement of those tools. It’s a simple concept: The outlines of the tools themselves are on the board; if the space is blank, the item either is in use or out of place.
“As with any continuous improvement effort, it has to be adopted by the employees to be useful,” he points out. By making the process easy to use and providing basic training, companies can gain worker buy-in to this element of the pursuit of waste elimination, says Strzyzynski.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




