Green Series
A lean and green approach to reduce waste, improve quality
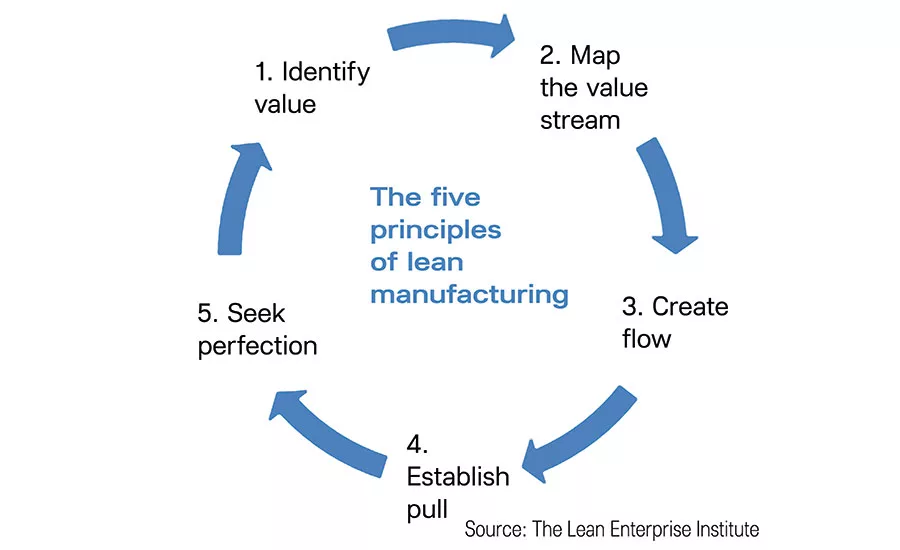
The implementation of lean techniques is circular, allowing for continuous improvement. Thus you’re always fine-tuning processes so that there is little or no waste and products are made to perfection at the right time for customers.
Image © Copyright 2019 Lean Enterprise Institute Inc. All rights reserved

Toyota, creator of the Toyota Production System, received the Japan Quality Control Award in 1970.
Photo courtesy of Toyota
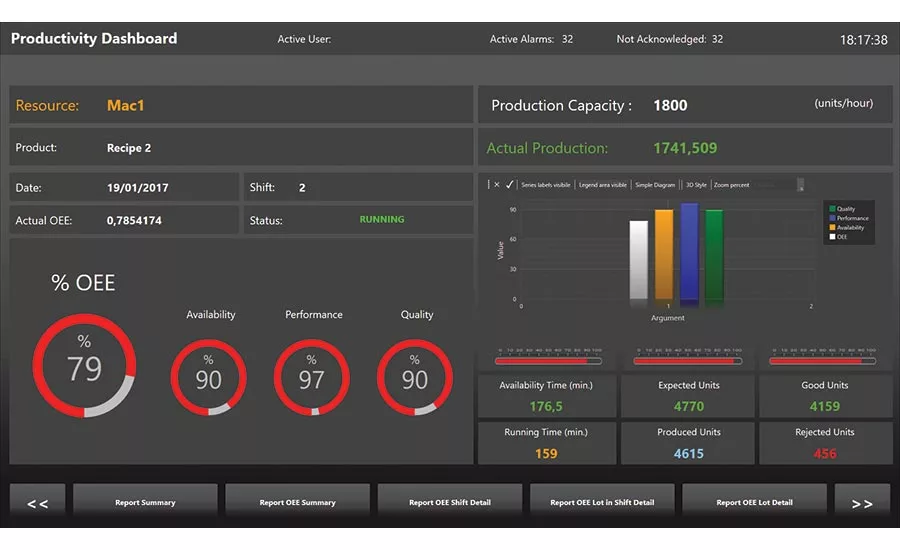
Movicon Pro.Lean has been designed to ensure that all performance data, collected by the production system, is perfectly displayed on real-time dashboards and analytical reports with great clarity. This data helps operators determine the most appropriate ways to reduce production losses and increase business.
Photo courtesy of Progea
In the food industry, physical waste abounds.
About 1.3 billion tons of food is wasted every year around the world in every part of the supply chain for reasons such as spoilage, recalls and crop issues. At the industrial level, some contributors to this waste include overproduction, overstock of ingredients with short shelf life, excessive delays between processing and packaging, short supply of packaging materials, batching mistakes, and wrong labeling leading to recalls. You can probably name several more reasons why your own company has more waste than it should.
Article Index:
Nobody likes waste. Waste costs money, wreaks havoc with the bottom line and doesn’t do much for your corporate sustainability image—and like it or not, many consumers care about your sustainability message.
But not all waste is unsalable product or garbage. In manufacturing, Japanese companies call waste “muda.” Muda also has definitions of futility, uselessness or wastefulness. Minimizing muda is a key concept in the study of lean manufacturing as conceived in the Toyota Production System. TPS is also known as a lean manufacturing system or a just-in-time (JIT) system.
With regard to muda, one important part of TPS is Toyota Kata, which is a lean tool that helps managers and team members develop particular skills and ways of thinking to improve an organization’s processes. It is, in fact, a way of applying the scientific method to solving problems within the lean environment. It emphasizes employee engagement and is a useful tool for discovering and preventing wasteful process steps.
TPS and the food connection
John Shook, senior advisor at the nonprofit Lean Enterprise Institute, has an intimate connection with TPS, having participated in its development as a Toyota (Japan) employee in the 1970s.
TPS has a connection to food manufacturing in that Toyota looked at the food industry as a model where product lifecycles were extremely short, and waste could only be averted by JIT production and deliveries, says Shook, also chairman of the Lean Global Network.
“What Toyota recognized was that when you produce more than you need or produce faster than you need, you generate tons of waste," he says. "Waste begets more waste. And so Toyota began to tackle waste as a key concept to build an entire production system, and a management system to go with it. With food, since it expires, you can make things in advance, but it’s obvious you shouldn’t overproduce.”
Lean is a philosophy based on the simplification and standardization of business processes, the elimination of waste in all its forms throughout an organization, and the concept of continuous improvement, says Andrew Bolivar, director of Ultra Consultants’ Center of Excellence. Implementing lean techniques can help companies improve operational performance and customer responsiveness to improve the bottom line. It’s not uncommon to save tens or hundreds of thousands of dollars by implementing lean techniques, adds Bolivar. Besides saving money and time, lean techniques can free up resources to pursue other opportunities, such as new products or services.
Lean thinking or lean production, according to Shook, can be broken into five basic principles that will minimize waste. Implementing all of these principles together should deliver high value to the customer. The five principles are:
- Identify value: Specify value for the end customer of each product family.
- Map the value stream: Identify all steps in the value stream for each product family, eliminating steps that do not create value.
- Create flow: Complete steps that create value in tight sequence (JIT), so the product will flow smoothly toward the customer.
- Establish pull: As flow is introduced, let customers pull value as needed, providing them desired products and quantities at the right time.
- Seek perfection: Restart the process and continuously improve.
Lean thinking seeks to remove any steps in production or the value stream that waste time, energy or product, thereby focusing on delivering high-quality products as needed to the customer. “As needed” implies there won’t be overproduction, rather producing the right number of products to be delivered to the customer as ordered, reducing waste. You might say that properly applied lean principles let us do more with less.
“There’s the meaning of waste we always bring to bear when we think about applying lean thinking to any kind of operations,” says Shook. “The other one is physical waste—just waste as we ordinarily think of it.”
Thinking lean and green
“When we think about being ‘green,’ we think about recycling, but when you look at lean processes, it’s actually about the principles to reduce the need for recycling,” says Jack Payne, VP of product management and solutions consulting at Aptean. “It’s about being able to eliminate the waste to start with, rather than figure out how you recycle or reuse the waste.”
However, an aspect of lean that food and beverage processors are embracing is rework, adds Payne. A food ingredient company, for example, may have a lot of ingredients going into keto diet products. If the processor makes a product that’s out of specification, the company wouldn’t throw it away, but instead, rework it over time and put a percent of the rework product into the formula. Another example, says Payne, is a snack cake company that uses crumbs from a previous run for about 2% of a future run.
Is waste in any form the only way to look at lean? “Usually a more compelling way to view things is through the lens of business development and operational goals,” says Walt Tarpley, Manex Consulting director of client services. For example, he says processors should be asking, “How can we grow the business 20% in the next three to five years?” or “How can we improve operating margins from 8% to 20% in the next three years, without just increasing price?”
Sustainability: At what price?
“Sustainability is important, and while most owners are seeking ways to reduce their environmental footprints, there are many barriers to overcome regarding their costs to do the green thing,” adds Tarpley. Energy is not the only cost, and most green activities are not a zero-sum game, thus requiring significant time investments. Smaller organizations tend to find devoting the time to these activities more challenging.
“By driving efficiency and reducing waste, one of the byproducts is that we’re actually impacting the carbon footprint by doing more with less,” says Bob Argyle, Leading2Lean chief customer officer. “Energy costs still represent a significant impact on the cost of products and the ability to compete globally, and from my experience, manufacturers are still sensitive to this cost and working to reduce it.” However, Argyle says companies are not looking to reduce their carbon footprint regardless of the cost. They’re looking to become more efficient, which will ultimately reduce the carbon footprint.
Is OEE overrated?
“When people do hear about lean in the food industry, they think about narrowly defining objects to get more efficiency,” says Shook, of the Lean Enterprise Institute. “And they think metrics like OEE … That’s the wrong way to go about it.” Though OEE is a useful piece of the lean toolkit, it can be tricky to apply when production line architecture, plant location or the people manning the line are different. “It’s never an apples-to-apples comparison,” says Shook.
“A factory running at 30% OEE doesn’t need a $100,000 production system, and a factory running at 85% OEE probably won’t improve much with pen and paper,” says Adrian Pask, management analyst, Vorne. More important, says Pask, is to establish a foundation based on accurate information and use this factual data to decide which lean tools will be the most helpful for improving productivity and minimizing waste.
“Improving manufacturing productivity is a linchpin for many other aspects of operational effectiveness,” says Pask.
On the surface, focusing on OEE improvement means you can make more products in the same or less time, and you reduce the production of pieces that need to be scrapped. But the underlying benefit comes when you fix the causes of your lost production time. For example, reducing changeover time can lead to the optimization of your cleaning processes, which in turn can lead to optimized use of raw materials, such as water or cleaning chemicals, says Pask.
“A soft drinks company I worked with identified that for some product changes they could reduce cleaning time from an hour to under 10 minutes, and in doing so they eliminated the use of hundreds of gallons of water per clean,” says Pask. “So by reducing wasted production time, it’s also possible to reduce resource waste, which in turn makes you ‘more green.’”
Saving time and reducing waste
Does improving efficiency through lean principles automatically lead to waste reduction?
“Reducing waste universally implies reducing time, so time becomes our proxy for improvement in lean,” says Manex Consulting’s Tarpley. And given that all work consumes energy across time, there are tangible and quantifiable unit cost benefits for time reduction. For example, if a process takes 20 minutes per unit to complete, and you can cut that by 25% using lean methods, then you can assume the energy cost goes down proportionally for that process.
But there could be a gotcha. For example, the prior assumption is good as long as there wasn’t a change elsewhere, such as an increase in motor speed that consumed the same amount of power in a shorter time. That would result in an unintentional increase in peak electrical demand, which could offset the efficiency gain and increase energy costs.
“So while it’s true that most time reductions have proportional decreases in consumption, we must consider implications of our specific situation to assess the gains,” says Tarpley.
Aptean’s Payne demonstrates Tarpley’s example. If you plan an eight-hour trip from Atlanta to Florida, your results will differ if you are driving 65 mph versus 85 mph. “If you’re driving at 85 mph, you may be more efficient, but your overall costs may increase,” says Payne. Tests show you’ll burn more fuel per hour driving faster.
“There’s a certain point of return there, so that you’re utilizing your resources at an optimum,” says Payne. “You could improve your efficiency by sacrificing costs in other areas. It’s a problem of balance in improving that efficiency and reducing waste.”
“Lean is built on the principle of waste elimination,” says Leading2Lean’s Argyle. “Everyone from the front office to the shipping dock can improve through waste elimination. You can quantify these benefits over time by the ultimate reduction in cost of product.”
The best companies aren’t measuring their success on the number of kaizens (continuous improvements); they’re measuring success on the impact of those kaizen suggestions (i.e., costs going down and profits increasing), adds Argyle. If a company can correlate the number of kaizens per employee to a percentage of cost reduction, they’re on the right path.
While Argyle casually mentioned the “front office,” this is one aspect of lean that should not be overlooked, says Joe Carotenuto, director of workforce development, NJMEP (New Jersey Manufacturing Extension Program). He conducts an administrative lean program to look at paperwork flows.
“Oftentimes we find there’s just as much delay in how information is processed in the business as there are delays on the production floor," he says. "It’s something that a lot of companies haven’t done, even some of the ones that have been active with lean. We can look at paperwork and information flow and ways to streamline that so that orders can get to the shop floor quicker and get expedited quicker once they’re on the floor.”
Waste isn’t just garbage
Lean principles can bring about widespread sustainable results.
Payne says Aptean has worked with “capacity constrained” companies that could no longer increase output with existing equipment, so they were looking at some fairly substantial capital investments. They believed that they could not get any more out of the equipment they had. But using lean principles to eliminate bottlenecks and inefficiencies allowed them to increase capacity by up to 30%. “This prevented them from needing additional capital investment, not only capital investment in building a new line or equipment, but then the resources and people to operate them,” adds Payne.
“Our experience shows that the application of lean manufacturing brings benefits throughout production and supply chains,” says Scott Ludwig, director, Progea North America Corp., a supplier of SCADA/HMI and lean tools (Pro.Lean). Besides reducing costs and wastes 10%-30%, lean manufacturing has had an extremely positive impact on all the people involved, helping them to work better with less stress and with a higher degree of satisfaction.
“ICONICS has seen many of its food and beverage industry customers benefit from using productivity, quality, energy and fault/alarm analytics software as part of their lean manufacturing initiatives,” says Melissa Topp, senior director of global marketing, ICONICS. These tools help organizations achieve operational excellence by providing visualization, reporting and analysis of plant metrics and KPIs, such as OEE, cycle time and TAKT time. Operators have been able to set manufacturing benchmarks with real-time data aggregation, improved connectivity and quality monitoring, as well as reduce scrap, machine errors, overall downtime and energy consumption. In some cases, reported savings were so significant that plants could avoid new capital expenditures, plant expansions or new building construction, says Topp.
So, while lean management can aid in waste reduction, it most importantly reduces costs, especially the cost of goods sold (COGS), says John Oskin, president, Sage Clarity. With downtime reduction—a statistic that Sage Clarity has developed from its benchmark study—every 1% improvement in OEE is worth $7 million to a $1 billion business. Quality losses average 2%-4% in the food industry, says Oskin. Laggards can have losses as high as 8%. For a $1 billion company with $100 million in material costs, lean can help with quality improvements to the tune of $2 million to $8 million per year.
“Energy costs can be up to 20% for COGS for a food plant,” says Oskin. “Actively managing energy consumption can yield 10%-20% improvement. For a company with $100 million in COGS, that’s $20 million in energy cost and $2 million to $4 million in savings potential.” What’s not green about that?
Putting lean tools to work
La Tortilla Factory was interested in increasing throughput. The processor also had excessive waste as part of its value stream, leading to high inventory levels. This led management to search for an additional location to house finished goods. The company brought in Manex Consulting to look for less expensive solutions than building a new warehouse.
Manex used a proven, tailored approach to increase throughput and warehouse space availability. An adaptation of JIT, a lean tool, was implemented, and the facility layout was optimized to adapt to the new production and warehousing JIT scheme. Project activities included identifying high-impact opportunities using value-stream mapping (VSM), running a make-to-order simulation, improving the line setup/changeover using a kaizen event, developing KPIs to sustain and measure improvement, and providing a benchmarking report to assess competitiveness.
As a result of these continuous improvements, La Tortilla Factory dramatically reduced setup/changeover time, implemented a new scheduling system, eliminated the need for an additional warehouse and increased throughput while further satisfying customers. Improved flow and trained production team members helped the company to exceed its goals. Benefits included:
- Changeover time reduction of 91% (44 to four minutes), which annually led to 80,000 more minutes available for production, equivalent to additional capacity of $2.6 million per year
- A 40% increase in total yearly capacity due to the new scheduling system ($40 million to $56 million, which includes the $2.6 million above)
- Reduction in overtime dollars of about $450,000 and other labor savings at about $350,000 per year
- Estimated $1 million annual savings from eliminating the need for an additional warehouse
- Enhanced material and information flow, resulting in better inventory management and reduced paperwork
Lean in plant design
Stellar has designed and built facilities for a major American coffee company that prioritizes lean manufacturing.
“Our first project for them was building a greenfield plant about a decade ago, and a big reason they chose Stellar was our ability to help them incorporate a lean manufacturing approach,” says Todd Allsup, vice president, sales, food group.
“We started by assembling a team to assess the company’s current operations,” says Allsup. “Then, over the course of three days, we conducted a value-stream mapping process alongside the company’s internal experts to break down and challenge every stage of their processing. The walls of our meeting room were covered with intricate diagrams and notes defining the company’s step-by-step processes, from how they received raw materials through the product’s final distribution stage. We looked for any operational inefficiencies and redundancies that could be reworked. This exercise forced the company to examine every detail of how it had been doing things in the past and challenge the status quo. At the end of the day, that’s what lean is all about.”
The net result was that the coffee company radically changed its approach to roasting and converted to a packaging method that lent itself to a smaller footprint, which lowered costs.
For more information:
Aptean, www.aptean.com
ICONICS, www.iconics.com
Leading2Lean, www.leading2lean.com/lean-tools
Lean Enterprise Institute, www.lean.org
Manex Consulting, www.manexconsulting.com
New Jersey Manufacturing Extension Program, www.njmep.org
Progea North America Corp., www.progea.com/en/movicon-pro-lean
Sage Clarity, www.sageclarity.com
Stellar, www.stellar.net
Ultra Consultants, www.ultraconsultants.com
Vorne, www.vorne.com
Initial estimates had called for a 160,000-sq.-ft. facility to accommodate manufacturing.
“After the lean exercises, we were able to reduce the required space to 120,000 sq. ft., which ultimately led to a $10 million reduction in the overall project cost,” reports Allsup. The exercise also resulted in greater efficiencies and improved OEE.
The lean journey requires collaboration, from company management and operations to the engineering team and a “lean” leader, says Allsup.
The approach is all about rethinking basic assumptions, he says. If initial engineering estimates and budgets are higher than expected, a lean exercise can help bring the project into a more feasible spending range, because it forces you to break down the necessities of your processing on a granular level. At a time when many companies are trying to do more with less in the fast-paced food industry of today, lean manufacturing can be a major key to sustainable success.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







