Keep Dry Processing Food Areas Clean and Free of Dust
Extraneous dust buildup and potential contamination can be of concern for allergens and bacteria infestation.

ACD vacuums provide safe cleaning for non-rated combustible dust environments.
While dust in large concentrations can be an explosive risk in a food facility, dust can also cause:
- Cross-contamination: Dust from one product/ingredient (e.g., allergens like nuts, milk powder, wheat) can settle on equipment, packaging or other products, leading to allergen contamination.
- Microbial harborage: Dust accumulations can trap moisture and become a breeding ground for bacteria, mold or pests. Dust can harbor pathogens such as Salmonella in spices and Cronobacter in milk powder.
- Foreign material risk: Dust particles may settle back into food streams, introducing foreign matter that impacts safety and consumer trust.
Agencies like FDA, USDA and EFSA require facilities to control dust to maintain sanitary conditions under GMPs and HACCP programs. To meet regulatory standards, several technologies exist that can be applied to control dust, including industrial vacuum cleaners, filtration systems, sealed conveyance systems and electrostatic systems — to name a few.
Industrial Vacuum Cleaners and Filtration Equipment
While you can buy a shop vac for a non-food plant, you wouldn’t expect it to do the job of a vac designed for a food facility. What’s different? Steven Magown, application engineer for Nilfisk Engineering Services explains. “Nilfisk industrial vacuums are engineered to capture dust and biological particles directly at the source, preventing them from escaping into the surrounding environment. Our vacuums feature advanced multi-stage filtration systems — typically including cartridge or STAR filters along with HEPA filters — to ensure that even the finest particulates are contained. This dual-level protection safeguards the motor and prevents dust from being reintroduced through the exhaust air.”
EXPLORE MORE


To address static buildup, Nilfisk vacuums can be equipped with anti-static hoses and components to eliminate the risk of static discharge in environments handling combustible dust. Each machine can be fully bonded and grounded for operator safety and compliance with combustible dust regulations.
All Nilfisk explosion-proof and hazardous-duty vacuums are third-party certified to meet OSHA and NFPA requirements, says Magown, giving processors confidence that equipment performance and safety have been independently verified.

Ongoing processes that generate dust need constant collection and filtering. The Industrial Air Filtration division at Donaldson has been providing filtration equipment for more than a century. Patrick Stumpf, product manager, briefly describes some of its solutions:
- Donaldson specializes in industrial air filtration solutions that capture, convey and collect dust to keep the process running, workplaces and facilities clean, product free of contaminants and workers safe.
- Collection points are typically positioned near the point of dust generation for maximum effectiveness
- Donaldson utilizes anti-static media, grounding wires, and hardware to ensure that dust collection equipment is grounded and earthed to eliminate static charge build-up
Static Electricity and Dust — A Special Issue in Certain Applications
Static electricity is an invisible but persistent challenge in packaging lines, particularly in the food industry, says Matt Fyffe, VP and general manager, Meech International. As products and materials move through high-speed lines and low-humidity environments, the friction and separation generate static charges that attract dust and other contaminants, interfere with accurate filling or sealing — and even cause materials to cling or misalign.
Effective static management starts with choosing the right equipment for the application, Fyffe says. “We use a range of ionizing bars and nozzles — short-, mid- or long-range — depending on how far the equipment needs to be from the target area. These devices emit balanced streams of positive and negative ions that neutralize static charges on surfaces as they pass. The key is installing them early in the line, when the film or packaging is first being processed, before dust has a chance to stick.”
“There is static control equipment designed specifically for food and drink manufacturing — such as our Meech Hyperion 314IPS hygienic ionizing bar,” Fyffe says. “We’ve installed it in powder filling lines for nutritional supplements and spices, for example, to keep dust away from seals and off bottles and containers. It’s made with FDA-approved materials and designed without dust traps, so it can be washed down. We’ve used the same bars for sterile pharmaceutical blister packaging applications.”
“A lot of our expertise comes from working with the medical and pharmaceutical industry, where the requirements for cleanliness and contamination control are particularly stringent,” Fyffe adds. “While there aren’t specific FDA requirements for static control in food and beverage manufacturing, we’re seeing more and more facilities adopt these technologies as part of their own quality control standards. Many manufacturers have very good inspection systems, which catch dust or debris and reject the product before it reaches customers — but those that have installed static management solutions can avoid these defects in the first place. By addressing static early and effectively, facilities can reduce waste and support higher hygiene standards throughout the packaging line. This shift is making a real difference in product quality and consumer confidence.”
“We’ve also seen ionized air rinsing technology become more popular, especially in bottling,” Fyffe says. Instead of using water to clean bottles, caps or cans before filling — which is expensive because you have to recycle and treat that water — ionized air is blown inside the container to remove static electricity and extract dust and debris. This technology is particularly useful for plastic packaging, where static problems are most common.”
Convert an Existing Space to Dry Processing?
A new facility for processing/packaging dry products can be designed from the ground up to have the right airflows, vacuum systems and filtration to minimize transmission of product dust, bacteria and spores. However, special contamination considerations will be needed when converting an existing space for processing or packaging powders.
With a new facility, dry processors should look at the plant design and prepare a hygienic zoning map; this takes into consideration the products, allergens, microbial load, etc., says Pablo Coronel, CRB senior fellow, food process & safety | associate. With the zoning map an air handling and pressurization map is developed — and from there, the air handling, filtration level, humidity, pressurization and dust collection can be planned.
“Moisture can be used to reduce the airborne dust and flammability; however, it must be controlled very tightly to prevent microbial growth,” Coronel adds. Wet and dry zones must be separated to prevent excessive moisture in the environment that could support the growth of bacteria.
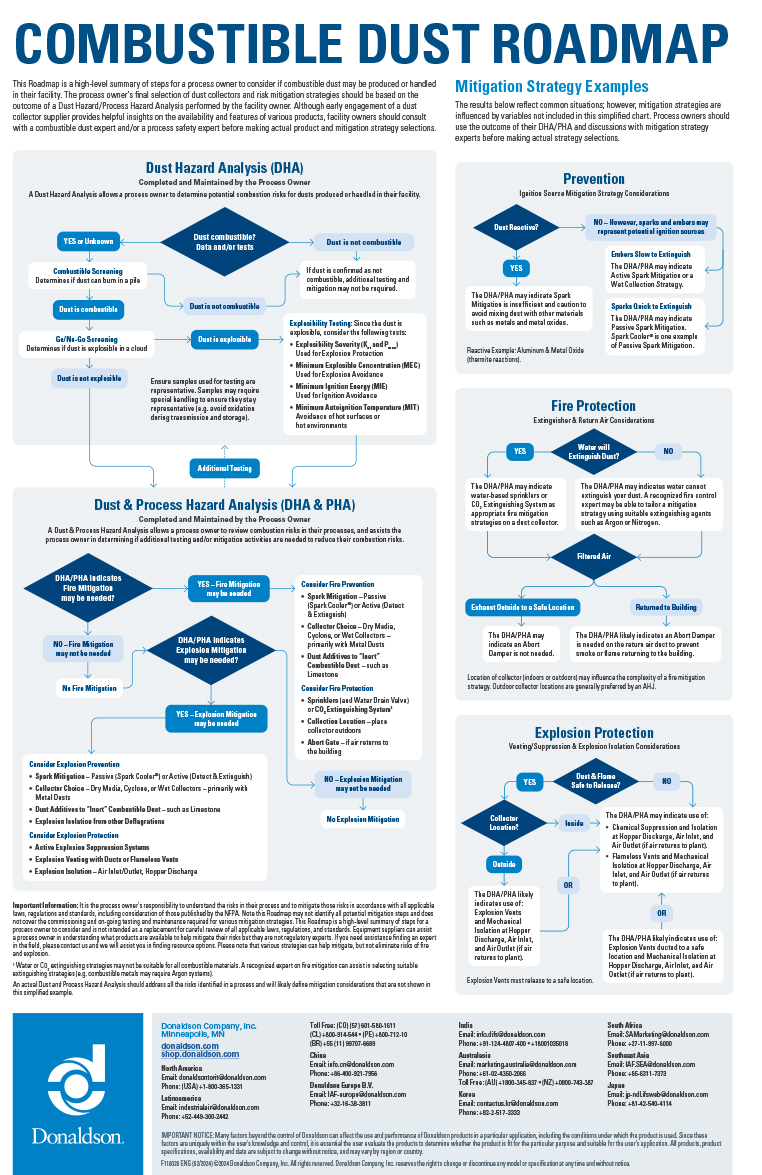
For older facilities, at the outset the process owner and facility manager should conduct a dust hazard analysis (DHA) to evaluate and create a mitigation strategy to eliminate all potential hazards created by the dust, says Donaldson’s Stumpf. DHAs can be conducted by third-party consultants.
“A service technician or dust collection system expert should be consulted to evaluate the system to ensure that the correct airflows and velocity are maintained throughout the ductwork and that the system is balanced,” Stumpf adds. Local AHJs (authorities having jurisdiction) should also be consulted on local laws and regulations.
A dry, conditioned airstream is typically preferred in dust collection systems and often increases the performance of the dust collector and system. Humidity can create challenges, but systems can handle high humidity environments if engineered to do so, Stumpf says.

When converting an existing space for dry product processing or packaging, it’s critical to assess how dust, allergens, and biological contaminants that can accumulate and spread, says Nilfisk’s Magown. Processors should consider equipment placement, airflow direction and surface materials to minimize dust migration and harbor points. A key step is integrating a dedicated industrial vacuum system — either portable or central — that can collect dust directly at the source before it becomes airborne.
“Nilfisk recommends using color-coded accessories and nozzles to help prevent cross-contamination between zones or product lines,” Magown says. Selecting vacuums with multi-stage filtration, including HEPA or ULPA filters, further ensures that even the smallest particles are fully contained.
Protecting Food that has Already Undergone Lethality Treatments
Static buildup in packaging and dry processing environments can attract dust, allergens and microbial spores, posing a contamination risk — even for products that have already undergone lethality treatments, Magown says. Nilfisk addresses this risk directly by having the ability to outfit the vacuum with anti-static or conductive hoses, conductive accessories and anti-static filters. By capturing dust and particles at the source, these vacuums prevent airborne contaminants from settling on packaging or products.
For dry ingredient handling — such as grinding, blending and conveying — Nilfisk’s anti-static options can be integrated with central or portable systems to continuously remove dust and reduce static-related attraction of particles. As already noted, color-coded or dedicated accessories further minimize the risk of cross-contamination between zones or product lines.
In short, Nilfisk’s vacuum solutions provide a reliable, safe and effective way to control both dust and static, protecting product quality and maintaining hygienic processing conditions, Magown says.
“Static issues are a common challenge in dry processing steps like grinding and blending —we’ve seen this a lot with nutritional supplement manufacturers working with multiple powdered ingredients,” says Kevin Lipely, Meech International national sales manager. “In these cases, we’ve installed ionizing bars over the tops of bins and blending areas to keep dust down and ensure the product stays inside the blending area rather than escaping into the room. It can be challenging to get ionization into enclosed blenders, but we’ve seen great results in open systems. Static buildup can cause powders to adhere to each other, resulting in clumping, so using static control equipment also helps to achieve a better mix.”
Static management is also a matter of safety, Lipely adds. The handling and storage of combustible and flammable organic ingredients, such as sugar, ethanol, spices, starch and flour, can generate dangerously high levels of static electricity. Static discharge can deliver painful shocks to workers handling materials and equipment — and can even ignite airborne dust. There have been some high-profile instances of dust explosions in U.S. food facilities in the past 20 years. Controlling static and keeping dust off pipes and other surfaces lowers the risk of dust explosions in dry ingredient processing environments.
Specifying Vacuums for Floors and Equipment
In general water is an enemy of dry processing; microbes can only grow in the presence of water, says CRB’s Coronel. Vacuum cleaners are effective in preventing contamination by trapping dust containing spores and microorganisms. The exhaust air from the vacuum could carry airborne particles and the care on how this is managed can make a big difference. A vacuum’s exhaust should be directed in a way that prevents dust to be airborne again — and if it is vented back in the room, filtration that prevents bacteria from leaving the dust receptacle should be installed. Thus, filtration should be a part of the preventive maintenance plan to prevent clogging.
Processors should specify vacuum cleaning equipment designed and certified for their specific environment — particularly units equipped with multi-stage filtration, including HEPA or ULPA filters, to ensure that fine particles, spores and bacteria are captured and not exhausted back into the air, Magown says. Vacuums used for both floors and equipment should feature non-marking, conductive hoses and accessories; smooth, cleanable surfaces; and stainless steel construction where hygiene is critical. In dry processing zones, dry vacuuming is the preferred first line of defense because it controls dust without introducing moisture, which could promote microbial growth or product clumping.
To enhance overall floor hygiene, sweepers and scrubbers play a complementary role. Sweepers efficiently collect larger debris and surface dust, preventing it from becoming airborne, while scrubbers use controlled water and detergent application to remove embedded soils and residues. In hygienic zones, battery-powered or compact scrubbers with recovery systems ensure water and soils are contained rather than spread.
Dry vacuuming should remain the primary cleaning method in most dry processing areas to avoid introducing moisture that can support microbial growth. Wet cleaning, including scrubber use, should be limited to areas where residues cannot be removed effectively by dry methods or where sanitation protocols require water-based cleaning — such as post-production washdowns or oily residue removal.
In practice, a layered cleaning strategy works best:
- Sweepers remove coarse materials.
- Vacuums capture fine dust and allergens.
- Scrubbers or controlled wet cleaning complete the sanitation process where necessary.
This combination ensures processors are truly cleaning — not spreading contaminants — while maintaining compliance, safety and efficiency across both floor and equipment surfaces, Magown says.
A Final Quick Note on Environmental Monitoring
Swab tests are a quick way to test for bacteria, and they can be used after they have been validated, says CRB’s Coronel. Validation should confirm that they are not giving false negatives (i.e. saying that there are no bacteria when they are present)
“Environmental monitoring is a must, either with continuous sample systems or sporadic sampling, to ensure that air handling and sanitation are correct,” Coronel says.
Resources:
“2022 Food Code,” January 18, 2023 Version, 668 pp, FDA
“Establishing Sanitation Programs for Low-Moisture Ready-to-Eat Human Foods and Taking Corrective Actions Following a Pathogen Contamination Event: Guidance for Industry.” Draft Guidance, January 2025, FDA
“Hazard Analysis and Risk-Based Preventive Controls for Human Food: Draft Guidance for Industry,” FDA
“Combustible Dust Roadmap,” a flowchart for evaluating dust hazards and prevention, Donaldson Company, 02/2024.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






