Motor and Drive Sustainability: Don’t Forget to Look at the Bigger Picture
With current IE5-rated motors rated at 96% to 98% efficient and drives up to 99% efficient, operators also need to consider overall systems in energy and sustainability surveys.

Announced mid-2024, ABB claimed to be the first supplier to make a motor rated with the not-yet-officially-IEC-recognized energy class of IE6. According to ABB, IE6 is assumed to be the next logical step that demonstrates the capability and technical superiority of SynRM technology. Despite not yet being specified in any official industry-wide standard, so far, each higher IE efficiency class has had 20% lower energy losses than the previous one.
When it comes to sustainability, saving energy in plant automation systems is an approach that can help squeeze every penny out of a processor’s utility expenses.
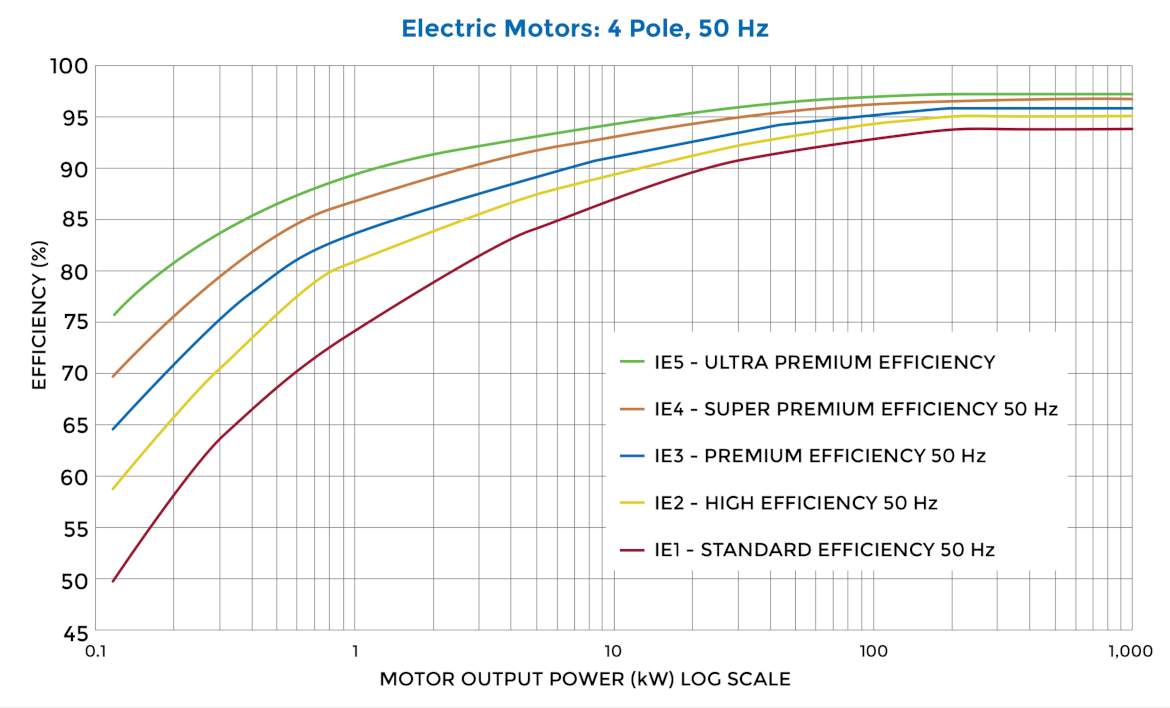
Motor efficiencies are already pretty good — with IE5-rated (Ultra-Premium Efficiency) motors achieving 96% to 98% efficiency in medium power ranges. Modern VFDs are typically 95% to 98% efficient or better, so how can we squeeze out more savings? With even higher efficiency motors? Or are there other practical, potentially less expensive options?
First, just a little background on efficiency ratings. The International Electrotechnical Commission (IEC) has rated motors according to five levels of motor efficiency:
- IE1 (Standard Efficiency)
- IE2 (High Efficiency)
- IE3 (Premium Efficiency)
- IE4 (Super Premium Efficiency)
- IE5 (Ultra-Premium Efficiency)
IE5 is currently the highest officially recognized efficiency class and is covered under IEC TS 60034-30-2. IE5 motors are designed to have 20% lower energy losses than IE4 category motors. IE5 motors achieve their efficiency levels through advanced motor technologies like synchronous reluctance (SynRM) or permanent magnet (PM) technologies rather than standard induction motors. They are employed in high-use applications such as pumps, fans and HVAC systems.
An even higher rated (IE6) category of motor efficiency — known as Hyper-Efficiency — is not yet officially recognized by the IEC, but it is already used to categorize the next generation of motors. This category would target a further 20% reduction in energy losses when compared to the IE5-rated motors.
In mid-2024, ABB claimed to be the first manufacturer to offer the newer IE6 efficiency level in a magnet-free SynRM design, which has an anticipated efficiency level ABB defines as achieving a 20% reduction in energy losses against comparable IE5 motors. [2]
Haven’t We Already Arrived at Peak Motor Efficiency?
If each succeeding energy class of motors keeps surpassing its former version by decreasing energy losses 20%, you have to wonder if it’s really practical to build a near-lossless motor. Nevertheless, for a veteran system integrator like Mick Oclon, director, instrumentation & controls for Gray AES, he’s impressed. “I am not a maker nor supplier of any equipment. Speaking as an integrator, the advances in drives and automation technologies over the course of my career have been incredible. That being said, I do not believe that we have peaked in this effort and I expect advances to continue.”
While today’s motors are highly efficient — with IE5 units reaching 96%-98% — there is still meaningful room for improvement, particularly in system operation and control rather than just component efficiency, says Tom Ellis, SEW-EURODRIVE industry solutions advisor. The key is achieving energy savings, not simply high rated efficiency.
“Incremental improvements from IE3 to IE5 yield perhaps 1–2% better efficiency, but true savings — often 20 to 40% — come from optimizing system operation,” Ellis adds. “Most motors don’t run at full load continuously, so the greatest opportunity lies in consuming less energy during partial loads through variable-speed operation, proper sizing and intelligent control.”
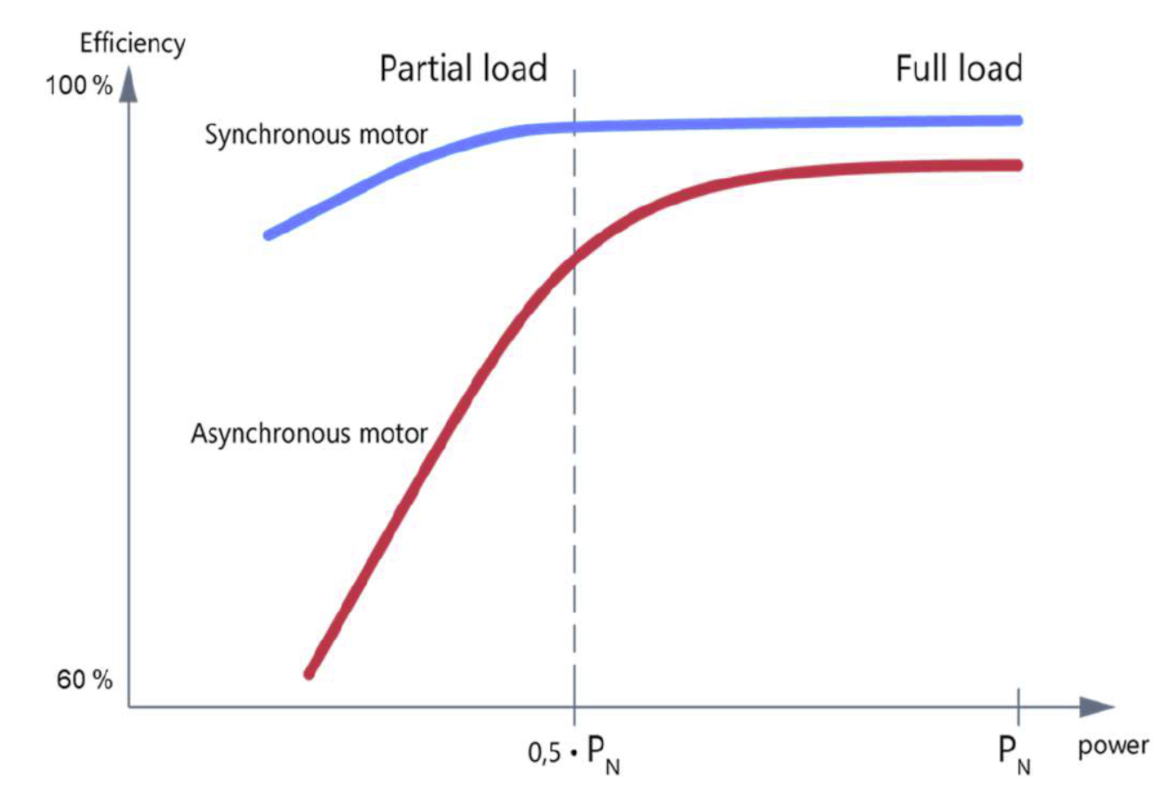
Even in small applications, switching to synchronous motors can yield up to 50% energy savings compared to IE3 asynchronous motors, particularly at partial loads.
-
Asynchronous motors achieve efficiencies up to IE4
- Often increase in size compared to IE3
- Reduced efficiency in the partial load range
-
Synchronous motors are more efficient than asynchronous motors at every operating point
- Higher efficiency, especially in the partial load range
- Additional energy saving potential when accelerating due to lower mass inertia compared to ASM (less kinetic energy needed)
- In variable-speed applications, the losses of the IE5 SM are up to 50% below those of the standard IE3 ASM
This has been done for many years with fans and pumps. Replacing mechanical dampers or throttling valves with controlled motor speeds via VFDs allows precise energy use that matches process demand, Ellis says. Additionally, avoiding oversizing drives and using overload capacity wisely can further reduce waste. This same approach can be applied to other equipment.
“In short, we haven’t reached the ‘peak,’ because the system-level efficiency frontier — how we operate, size and control motors — still offers major gains,” Ellis adds.
“While there is always room for improvement, we have reached a point where progress on improving the energy efficiency of motors and VFDs will be much slower,” says Kevin Kakascik, AutomationDirect technical marketer. “Therefore, we need to look at other strategies, particularly with using data to optimize control in order save energy and improve productivity while minimizing operating costs.”
A key element people often forget is the importance of data, says Daniel Smith, senior product manager for Emerson’s PACSystems Control, Emerson’s Systems & Software. “Motors generate data, and edge software platforms can collect and process that data to deliver additional insight into energy consumption, motor health (which can drive excessive energy consumption) and process variations — and their impact on efficiency. Monitoring real-time kW usage, voltage and current can identify inefficiencies in operations, empowering teams to make changes to save energy.”
By monitoring harmonics and voltage imbalances, users can also identify corrective actions to extend material life and save energy. Edge software — such as the Emerson PACSystems PACEdge software platform and Movicon HMI/SCADA with the available Pro.Energy module — are built to run out-of-the-box to quickly and intuitively turn data from VFDs and other related sources into actionable insights, Smith says.

On the hardware side, motor types continue to improve, with permanent magnet and synchronous reluctance motors now being used more widely for standard applications to increase efficiency, says Craig Nelson, Siemens Digital Industries senior product manager Sinamics Drives. On the drive side, in addition to greater adaption of regenerative and common DC bus offerings, clean power drives — which reduce the energy-wasting harmonics and control of the power factor — are increasing efficiency. Additional drive firmware functions, such as automatic flux adaption and Eco modes, decrease energy consumption with little or no added cost, Nelson adds.
The most efficient VFDs — such as the Emerson PACMotion VFD series — will be rated at 99% efficiency, Smith says. That may not sound like much over a 97% or 98% efficient VFD, but over hundreds or thousands of hours of use, that 1-2% increase can mean significant energy savings.
System-Level Optimization: An Approach to Energy Efficiency and Sustainability
Q: Rather than tweaking motors and drives when they’re already energy efficient, it would appear the biggest savings could come from system-level optimization, integration and intelligent control. Do you agree, and how can this be cost-effectively achieved?
The ideal way to achieve these savings is to consider system-level optimization when designing a new facility or when undertaking a large system replacement within an existing facility. The challenges I most typically run into when participating in the design of new facilities are that some key decisions end up being made prior to involvement in process, electrical and controls design which can ultimately dictate some downstream decisions.
— Mick Oclon, Gray AES
Optimizing the operating costs and finding practical use cases are very important. Identifying when mixers, pumps or fans can be stopped (instead of left running) when no longer necessary can significantly lower operating costs. Some best practices to identify these areas are to audit the system, add sensors and feedback loops, and take advantage of the data that your system has available.
There are many software tools available to help teams make the leap to more intelligent control. Finding solutions that are designed to deliver value out of the box can be a critical enabler of success when implementing these solutions. The best software will be easy to use, intuitively collecting IoT data and moving it where it needs to be. It will also be designed with embedded domain expertise, built from decades of experience in machine automation across a wide variety of industries. That domain expertise turns into real-world, applicable solutions that save companies money on operating costs. Comprehensive solutions deliver the right diagnostics, right at the device level and turn that data into actionable information without the need for expert data analysts.
— Daniel Smith, Emerson’s Systems & Software
Yes — system-level optimization is where the greatest untapped savings exist. This has been the case for years in pumps and fans: when mechanical throttling was replaced by variable-speed motor control, energy use dropped dramatically.
The same principle applies broadly — match motor speed and torque precisely to process demand. To achieve this, users should work with a reputable solutions partner that can optimize motor, drive and control selection to fit the actual load profile — whether it’s a cycling or continuous process.
SEW-EURODRIVE’s integrated drive packages, such as MOVI-C and MOVIGEAR, are designed to holistically minimize energy use, reduce downtime and improve throughput.
— Tom Ellis, SEW-EURODRIVE
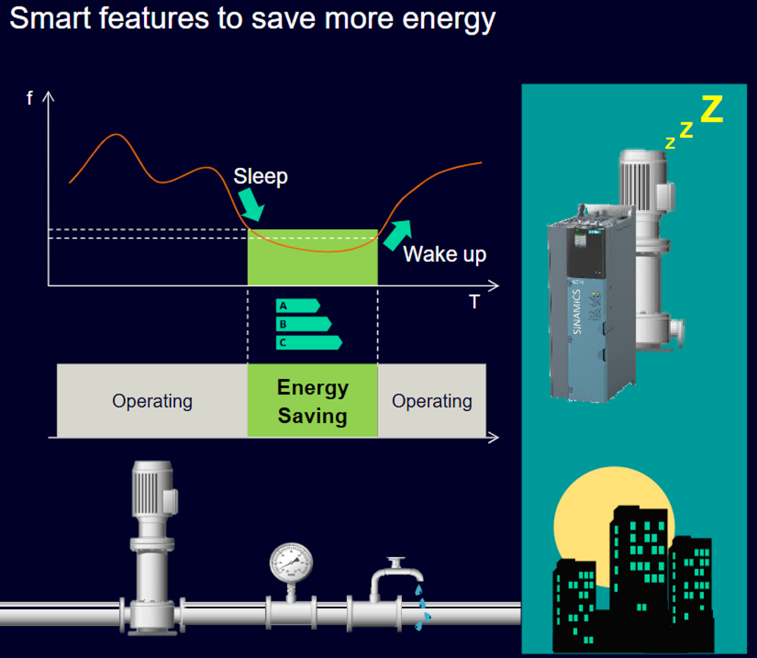
The largest energy savings potential by far lies in software, employing diagnostics and system level optimization. Placing equipment in standby/hibernation mode when not needed, such as during weekends or holidays, can also provide large savings.
The most significant door to energy savings is in the data. Knowing where and how much energy is consumed is the key to identifying where substantial savings can be realized. Using the data for smart analytics — whether to confirm that a motor is properly sized through simulation, or to discover where mechanical misconfigurations exist and are creating excess power usage — can result in substantial savings.
— Craig Nelson, Siemens Digital Industries
Retrofits: Keep or Change Out Old Motors?
Whether you decide to upgrade motors and/or drives will depend on age (e.g. 20 or 30 years or decades old), application and ROI. “The optimal time to change out existing motors with higher efficiency units is when the motor fails or is at end of life,” says Gray AES’s Oclon. “The larger the motor, the faster the payback on the investment, so when looking at the motors that are at or near end of life, focusing on the largest motors first is ideal. Motors that are oversized for their current application are also great candidates.”
AutomationDirect’s Kakascik also takes a conservative outlook on replacements. “Even production lines which have been in service for 20 to 30 years — which isn’t very old in the context of industrial systems — are likely to be using adequate motor and VFD technologies for mid-range and higher horsepowers, and many times it will not make financial sense to upgrade [these] to the latest high-performance hardware unless they are already in disrepair, or a process needs to be changed. On the other hand, micro-VFDs have become very affordable and are an attractive option for upgrading existing installations and automating new systems to provide softer-starts and speed control that protects the equipment and delivers energy savings.”
Nevertheless, decades-old motors can be IE3 or lower in efficiency and moving to an IE5 motor can deliver between 20%-50% in energy savings, says Emerson’s Smith. That level of savings means fast return on investment for modernization.
Typically, older facilities have more across-the-line starters. Soft starts became available in the late 1990s so facilities older than that may have opportunity for improvement, Oclon adds. In many cases, older motors can be coupled with VFDs, but not always. Processes that have variable production rates such as blowers, pumps, conveyors, grinders, mixers and fans are some of the most common applications within food and beverage production facilities.
“Older lines often rely on fixed-speed induction motors,” says SEW-EURODRIVE’s Ellis. Upgrading these to permanent-magnet synchronous motors and pairing them with modern VFDs can yield significant savings — especially at partial loads, where most motors spend the majority of their time.
The ROI depends on factors such as energy rates, operating hours and process variability, Ellis adds. Retrofitting can deliver substantial savings, but each case should be evaluated carefully. Even coupling existing motors with intelligent VFD control (without full replacement) can provide major operational gains and lower energy costs.
“For applications running older DC motors, an upgrade to a more efficient AC solution is costly in the immediate term, but payback in power savings and uptime typically occurs quite quickly,” says Siemens’ Nelson. “The upgrade of older AC induction motors to more efficient motors usually provide short payback times, especially for continuously running equipment like conveyors and pumps. The decision to use a VFD on an older or across-the-line AC motor should be made by a seasoned professional aware of the pitfalls this can create, such as insulation class, bearing currents and motor cooling at extended slow speed operation.”
VFDs can be retrofitted with existing motors, but teams will need to identify if the application needs additional or upgraded grounding bars, VFD-rated cables or harmonic filters, Smith says. VFDs can greatly lower energy costs by matching AC motor speed to process demand instead of running the motor at maximum across-the-line speed all the time.
Smith notes that an obvious choice for replacement might be a high-hp mixer motor, but the plant might also have multiple packaging lines with an array of smaller motors. Collecting data from those smaller motors to identify which have the least pull through or other anomalies can help the team find additional efficiency gaps to close to meet sustainability standards.
Are Conveying Lines Energy Efficient?
Chances are that if you have a conveyance system that is either off or on, it’s pretty old and could be wasting energy and money. “Modern installations typically use instrumentation and control schemes that detect product before running conveyance, which prevents this problem, but in older installations this can add up to thousands of dollars per year in wasted energy costs, depending on the scale of the system,” says Gray AES’s Oclon. “Over the course of a year, it may not seem like too much of a big deal, but over the lifetime of the facility it certainly adds up.”
“From personal experience working at conveyor system integrators since 2005, on both new and existing systems, I have seen that most designs newer than around 1985 have incorporated some form of energy control logic,” says AutomationDirect’s Kakascik. This usually takes the form of monitoring sensors such as photo eyes to detect when conveyed loads are present, and then running the associated motors just long enough to transport the load. Sometimes speed control plays a role. However, many times there are even more advanced or aggressive strategies that can be applied, with the tradeoff that it takes additional engineering and field testing to execute such an approach. Of course, a solid mechanical design is an important foundation for developing energy-saving systems.
What about the motors themselves? “Since conveyors typically use small fractional-horsepower motors, the individual savings may seem small, but across a large facility, the cumulative impact is substantial,” says SEW EURODRIVE’s Ellis. With hundreds of conveyors, the energy-savings potential quickly scales. Even in small applications, switching to synchronous motors can yield up to 50% energy savings compared to IE3 asynchronous motors, particularly at partial loads.
How can you know if you can save any energy in your conveyance system? “This is another area where data, and the ability to process it, can be highly valuable,” says Emerson’s Smith. “Not only can the right edge software help identify the cost/benefit ratio of wasted energy, but it can also help companies find ways to close the gap on their emissions to more easily meet and prove sustainability targets. It can also help teams identify when equipment is failing — typically well before it causes a costly shutdown. That can mean saving significant lost revenue if technicians can intervene during a scheduled outage before equipment fails.”
“The best solutions provide not just control, but insight,” Smith adds. “That insight is often invaluable for a company that doesn’t have a deep bench of expert data analysts.”
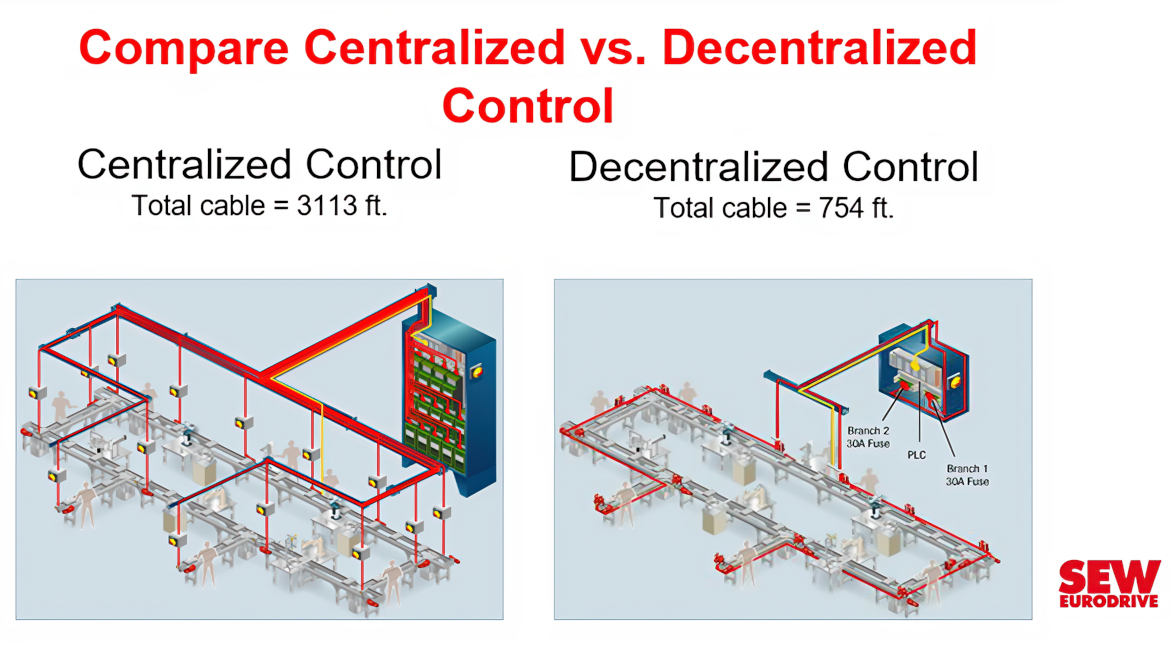
The High Cost of Copper Wiring
If you’ve gagged at the cost of copper wire lately, you can certainly understand why you want to keep motor/VFD runs as short as possible — not to mention that you don’t want to burn up money in i2R losses. The question is: Can motors and drives be integrated in a single housing to save on wiring expenses? As all plants are not the same, there may be benefits for some facilities and a wash for others. Does this integration approach make decentralization a viable option?
Even if a VFD is integrated into a motor, it is still necessary to run power wires from the main control cabinet to the field device, says AutomationDirect’s Kakascik. However, there are other benefits to moving VFDs closer to their motors in the field, due to the savings of not needing more costly VFD-rated cables and/or output filters and line reactors involved with longer VFD load-side runs. Efficient mechanical designs (longer conveyors with fewer motors) and careful power distribution designs help save wiring install costs.
The answer on whether drives and motors should be integrated depends on several factors, however, says Gray AES’s Oclon. “While there are washdown-rated housings, this [integration] may not be the best move depending on the washdown procedure being used and should be evaluated on a case-by-case basis. One of the most important aspects to consider when making this decision is the available space on the plant floor to house this equipment and how long of a cable run there would be from where the drive would be alternatively located. In existing facilities, many times these are not easily changed and that may dictate your path forward. If a production or packaging line is being completely replaced, it may be possible to work this application into the design if the space required is adequate. New facilities benefit from making this analysis up front when designing the building and process.”
Absolutely, says Ellis in response to integrated motors and VFDs for a decentralized approach. Decentralized mechatronic solutions are a proven way to reduce both installation and energy costs. SEW-EURODRIVE’s MOVIGEAR C integrates a decentralized inverter, a permanent-magnet motor, and a helical gear unit in one compact, washdown-capable housing.
Advantages include:
- Up to 55% energy savings compared to centralized systems.
- Less cabling and simplified installation
- 300% overload protection and optional encoder integration for a wider speed range
- Improved hygienic design, with SEW’s HP200 surface treatment providing anti-stick and chemical resistance
New developments: SEW will introduce a stainless-steel MOVIGEAR option in 2026 for enhanced protection in washdown environments.

For older facilities, the MOVIGEAR Classic can be integrated into existing controls, providing a bridge between conventional centralized and modern decentralized designs.
Speaking of decentralization, Siemens’ Nelson suggests that conveyor applications are especially suited for decentralized (no cabinet) approaches with the VFD mounted on or next to the motor. This not only saves cabinet space and cabinet cooling, but it also decreases the long motor power cabling from a cabinet to the conveyor runs. A higher protection class VFD is required for these applications, but this cost is offset by aforementioned savings. Mounting the VFD to the motor can reduce a motor’s heat dissipation, and therefore derates some motor utilization. For this reason, along with the increased size and weight of the VFD, most decentralized drives on motor packages do not extend above ten-hp rating.
References:
[1] “Accelerating the Global Adoption of ‘Energy-Efficient Electric Motors and Motor Systems,’” United Nations UN Environment – Global Environment Facility – United for Efficiency (U4E), 2017, Web Download accessed 3 JAN 2026
[2] “ABB is first to reach anticipated IE6 hyper-efficiency with magnet-free motors,” press release, 3 June 2024, Zurich, Switzerland
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







