Processing
What food manufacturers can learn from the pet food industry
Pet food processors are using advanced tools to deliver products that are safer and higher quality

Food being prepared at Champion Petfoods’ state-of-the-art Kentucky DogStar® Kitchens. Source: Gray Construction
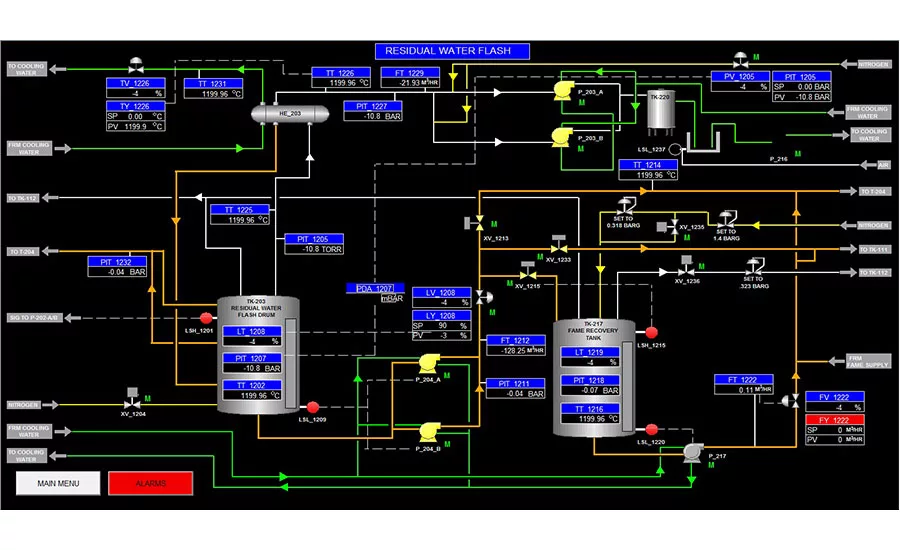
FactoryTalk View HMI screen that monitors and interacts with tanks, pumps and process variables to make adjustments to the process while maintaining production. Source: ADF

Production retorts are designed by engineers for maximum process efficiency. Source: Allpax

The Promass 83F Coriolis flowmeter is able to measure mass flow of pet food meat slurries with entrained gas containing solids, fats and water. Source: Endress+Hauser

Six bulk bag unloading units allow for the addition of minor ingredients into the process at DogStar® Kitchens. These units feature an integrated hoist for bag loading and iris valves for partial bag addition. Bulk bags are emptied into an intermediate use tank below where product is then transferred to a loss in weight metering feed system for accurate recipe batch management. Source: Gray Construction
The leaders who produce pet food these days do it in plants that are just as sophisticated in their way of working as the leaders who produce food for you and me. They use the same process equipment, follow the same food safety protocols and use the latest automation systems to make their operations as safe and efficient as possible.
This is being done for a number of reasons, including new regulations and changing customer demands. The trend for pet food is following in the same footprint as our food—more natural, organic, better nutrients, fewer fillers and additives (especially preservatives) and better flavor and enjoyment overall.
Article Index:
- Champion
- Wet vs. dry
- Dual-mode retort
- I-Control
- Lowering overfill costs
- Small runs
- Multiple platforms
- High instrumentation
- Sidebar: Pet Food and FSMA
- Sidebar: Rockwell Automation Speaks FactoryTalk
And as the prices of ingredients continue to rise, so do pet food prices. For instance, in 2014, dry dog food sales continued to lead the category at $9.2 billion, up from $5.34 billion a decade earlier; wet dog food sales were $2.4 billion and $1.71 billion, respectively; and dog treats topped in at $2.8 billion and $1.42 billion, respectively. Cat food sales, which weren’t as high, were similarly dominated by the dry category. In all, the overall business just about doubled between 2004 and 2014.
Pets aren’t just animals; they’re companions. These days, most owners don’t set a place for their pets at the dinner table, but do believe they deserve a nutritious, safe and good tasting diet. Years ago, most raw materials for pet food were gathered as scrapings from the rendering floor, but that’s changing. Modern pet food producers put as much care into sourcing top-quality meats, grains, veggies and other ingredients that go into pet products as leading producers put into our food. Another important feature is automation, which is usually as sophisticated in today’s pet food facilities as it is in leading plants producing food for humans.
But the similarities don’t stop there. Pet food, like human food, can be just as susceptible to recalls arising from food fraud, faulty labeling, contamination and other hazards. The Cornucopia Institute, a Wisconsin-based nonprofit agricultural organization engaged in research and educational activities, published a recent report that says pet food quality can vary significantly among brands and sometimes includes unnecessary chemical additives.
“The pet food industry is no different from leading food marketers for humans when it comes to cheap substitutes and false health claims,” says the report’s lead author, Linley Dixon, PhD, a policy analyst at the Cornucopia Institute.
Meanwhile, the Pet Food Institute responded to the study with assurances that PFI member companies undergo rigorous quality assurance reviews, beginning with raw ingredients and ending with testing the finished products found on store shelves.
Champion
Best practices definitely lead the way. A case in point is Champion Petfoods of Edmonton, Alberta, Canada, which recently completed the construction of its first production facility in the US in Auburn, KY. The company’s President and CEO Frank Burdzy says the US is his fastest-growing market outside Canada, and his business is guided by the company’s “BAFRINO” mission, which is short for “Biologically Appropriate, Fresh Regional Ingredients, Never Outsourced.”
The 371,000-sq.-ft. site in Kentucky, called DogStar Kitchens, produces 220 million pounds annually of freeze-dried kibble under the Acana and Orijen brand labels. All production lines are monitored by video, and the cooking processes are connected through Rockwell hardware and software systems displayed in real time in the kitchen’s control center.
Gray Construction of Lexington, KY did the greenfield build in a record 14 months (design to production trial runs) and used BIM modeling as well as 3D printing and virtual reality to develop and communicate the design with Champion.
“Champion is built around trust,” says Gray Construction President and CEO Stephen Gray, “and we were lucky to be a part of this project.”
“Champion bought the 85-acre site in Kentucky because it was ideal for its supply needs,” says Tyler Cundiff, director of business development at Gray Construction. “The area is heavy into agriculture, and local farmers have been friendly and eager to partner with them.”
On the production side, Champion was very specific on equipment and asked its supply partners to employ innovative thinking . Most of all, it wanted to design flexibility into the project by increasing automation and challenged Gray to engineer the process and conveyor performance to accommodate a wider range of ingredient properties.
Bulk bins and conveying systems in the dry processing area are segregated to prevent cross-contamination, and all ingredients are tracked and traced throughout the entire “farm to Fido” process. Votator heat exchangers bring chilled ingredients to room temperature, and a uniquely designed extrusion and drying system ensures the highest quality foods are produced.
Wet vs. dry
On the wet side of pet food processing, Allpax Products of Covington, LA specializes in retort systems for cans, pouches, cups and bowls. Allpax General Manager Greg Jacob says a major trend in packaging for wet pet foods is going to smaller single-serve sizes, which consumers prefer for convenience and less wastage compared to larger containers that tend to lose appeal after prolonged storage in a refrigerator.
“Examples of the new smaller sizes include three-oz. and five-and-a-half-oz. cans with peel-off lids,” he says. “Plastic pouches were popular in the early 2000s, but they’ve fallen off somewhat, and now there’s more demand for plastic cups and bowls.”
But innovation continues. Science Diet dry cat food by Hill’s Pet Nutrition of Topeka, KS, for instance, comes in a three-and-a-half-lb. plastic pouch with a clever Velcro top strip that’s designed for easy opening and closure.
Allpax manufactures retorts and automated loading and unloading systems. A key element in productivity relies heavily on loading and unloading speed. Older-style retort basket loaders based on magnetic handling of cans typically have a throughput of 500 units per minute. Today’s loaders are much faster. An example is Allpax’s Hyperloader unit, which can sweep cans into the retort baskets in a continuous motion at a rate of 3,000 units per minute for 3-oz. cans.
Dual-mode retort
Allpax also manufactures a dual-mode retort that allows companies to become “future proof,” in that it can run steam for metal cans or hot water spray for more fragile plastic/foil pouches, bowls and cups. In other words, it enables the processor to change and adapt over time without having to replace costly capital equipment.
Dual-mode retorts have nine spray bars for quick and even water spray cooking and cooling, and feature optional gentle motion agitation, as well as rotary agitation for flexibility in the type of processing selected for the products produced at the plant. HMI touchscreens and built-in recipes facilitate fast, trouble-free changeovers between modes. The company designs and builds its own logic control systems using Allen-Bradley components and writes its own software codes.
“It’s all done here by a team of seven experienced control engineers that handle this for us,” says Jacob. “We also provide robotic lines, which give producers more flexibility when changing a package or geometry.”
Validation and revalidation are extremely important to making sure retorts are behaving properly when the temperature or pressure drops or other critical elements change that can affect food safety. Validation used to be a rather tedious, paper-based information-gathering process. Now it’s done with great speed and ease with electronic systems that companies, such as Allpax, are able to supply and install.
I-Control
Interstates Controls Systems, a certified member of the Control System Integrators Association (CSIA), based in Sioux Center, IA, says its ability to provide plant floor IT solutions and business intelligence solutions is a contrast from other integrators focused solely on automation.
“One of the tools we designed is called I-Control. It provides controls for formulation, batching, extruding, drying, coating, CIP systems and liquid delivery,” says the company’s Business Development Representative Jeremy Van Den Berg. “It also provides data management, reporting, lot tracking and traceability, making it a very powerful system.”
Van Den Berg explains that evaluating the controls needs a holistic approach, taking the data requirements into account door to door. This requires an open attitude to working with other vendors and OEM manufacturers to come up with a solution that works best for the customer.
“I-Control is highly customizable to meet each customer’s needs,” he says.
Lowering overfill costs
Intentionally overfilling a pet food, or another product for that matter, is widely done to meet regulatory requirements. It’s typically a small amount of “extra,” but over a year, that can mount up to big costs. There are three ways to minimize the amount of overfilling: collecting packaging data, analyzing the data and using the analysis to recalibrate the process.
Van Den Berg points out a number of automation tools can be used to support this process, such as OPC via internet, serial communication via Ethernet serial servers, Parsons PENET using Ethernet, and direct TCP/IP Ethernet communication. Real-time data analysis allows packaging operators to view statistical variations and make recalibration adjustments on the fly.
Without these kinds of tools, it’s difficult to get any lower than 0.3 percent, or 0.3 kg, on a 10-kg bag of dog or cat food. The potential of using automated overfill controls is 0.1 percent, so if a company produces 100,000,000 kg of pet food, going from 300,000-kg overfill to 100,000-kg overfill can produce a saving of $100,000 per year.
Small runs
Bühler Aeroglide, based in Cary, NC, manufactures dryers, coolers, ovens, roasters, toasters and hot air expansion systems for the food, feed and industrial product markets. Integral to each machine is its control system, which Bühler provides based on AB CompactLogix or Siemens S7-1500 PLC systems, and that interfaces to a PC-based operator touch panel.
Bühler Automation Manager Doug Beloskur engineered a unique processing line for Hagen Industries Ltd., one of its customers in Montreal. Hagen specializes in feed for small animals, such as birds, fish, reptiles and hamsters. Production of these types of feed products can entail short runs, in contrast to those of the more mainstream producers, such as the company’s counterpart Hagen Pet Food factory in Waverly, NY.
Working closely with Hagen to understand its market requirements, Bühler was able to develop a tailor-fit production line to maximize efficiency and minimize aging product due to large inventory levels. The system features Bühler’s twin-screw extruder, hammer mill, feeder, pre-conditioner and dryer and cooler.
At Hagen, the drying and cooling systems are managed by a single operator interface. The machine control system manages the many dryer and cooler recipe profiles required to produce feed for a variety of species. This allows for simplicity in management for many products that require precise drying and cooling environments for shelf-stable, high-quality feed. Parameters such as retention time, temperature and fan speed are stored, managed and executed within Bühler’s machine control system.
“The new Bühler processing line has allowed us to make smaller batches, and this means we always have fresh product,” says Hagen Industries General Manager Yvan Giguère. The line is situated in a new 250,000-sq.-ft. facility and can produce batches as small as 250 kg.
Steve Blackowiak, Bühler Aeroglide’s director of food safety, research and development, says FSMA is now advancing the safety of pet food and expected to follow the mainstream food industry with the same focus on hazard analysis, preventive controls, monitoring procedures, corrective actions, verification and recordkeeping.
“Equipment costs and hygienic design are often at odds with each other,” he notes. “Our customers expect the equipment we supply to be food safe and cost effective. The challenge is defining what is required to meet our customers’ needs, which can be different from customer to customer for similar applications.”
He goes on to say that the lack of a clear understanding of hygienic requirements can result in over or under specifying equipment. “This means suppliers are quoting different levels of hygiene, and processors are comparing apples to oranges. This is where current US regulations have fallen short, because there are no single-source regulations or guidelines that are accepted by low-moisture food producers for hygienic equipment design.”
He says Europe has done a much better job with this than the US. In the US food industry, guidelines for dairy and meat exist, but for low-moisture foods like pet food, guidelines for hygienic equipment are not yet available. Many customers refer to existing specifications for 3-A Dairy, BiSCC and USDA, and then pick and choose those areas that apply to their current needs.
Multiple platforms
ADF of Miamisburg, OH provides process engineering services to the agricultural and bioscience industries, including the pet feed and food market. Automation, Electrical & Instrumentation Department Manager Jim Bader says one of the most recent pet nutrition projects his firm worked on involved specifying Allen-Bradley platforms as the main automation system.
These, he says, can vary in size, type and capability, from standalone CompactLogix conveyor systems to more complicated ControlLogix platforms for baking lines. The Allen-Bradley platform allows for various types of displays to be utilized from Panelview Plus monitors to complete HMI interfaces such as FactoryTalk View.
“It depends on the client’s preference, but ideally, we strive to integrate various equipment on multiple platforms by networking in order to create a Distributed Control System [DCS] layout,” explains Bader. This ultimately helps the client have all units talking to each other, and performance enhancements have a better chance of success with all devices knowing what’s going on in the facility. It’s also a benefit to the operators and the maintenance crews for visibility and troubleshooting purposes.
All of the Allen-Bradley products have the capability to accommodate the requirements of most pet food facilities—from running the ovens and baking lines to getting the product through the conveyor systems, through packaging and maintaining the facility utilities. Some new features that PLC systems are bringing to the industry include web pages that give access to the user to see what is happening in the plant at any given time. “This real-time data is essential to all levels of the company, from operations up to business planning,” says Bader.
ADF President Alex Fishman notes that his company has invested in new technologies that allow its clients to more easily plan and execute plant updates and expansions.
“For example, we use smart software that recognizes and automatically digitizes real objects in photos into 3D models,” he points out. “3D modeling and virtual reality software allow all project stakeholders to communicate more effectively and minimize project costs.”
High instrumentation
Based in Greenwood, IN, Endress+Hauser is a company that specializes in instrumentation for flow, level, temperature, pressure and liquid analysis. Ola Wesstrom, senior industry manager of food and beverage for the company, says profit margins are tight for pet food, considering the retail price per ounce.
“While the raw ingredient and operating costs are not that much different from food for human consumption, the need for resource conservation and product loss initiatives is very high,” he says. “Efficiency in steam, compressed air and water use is a big priority.”
Retailer and regulatory requirements are driving the need for traceable calibration of instruments to ensure food safety and quality.
“Today’s instruments now provide very advanced on-board self-monitoring and third-party accredited verification methods to meet these needs,” he notes.
The Endress+Hauser Promass 83F Coriolis mass flowmeter is an example of a modern instrument that can solve quality control problems. It’s able, for instance, to measure mass flow of a meat slurry with changing viscosities, density and solids content.
This was a challenge for a major US manufacturer of wet pet food products that had difficulties in achieving accurate batch control on multiple grades of meat byproducts—beef, chicken, pork, turkey and fish—in its blending operations.
Meat slurries contain solids, fats and water, which can vary in terms of physical properties and proportions. Like most high-viscosity fluids, meat slurries tend to trap gas. Liquid contents can vary from 40 to 60 percent in the process.
The company was unsuccessful in achieving batch repeatability in past attempts when using other types of flowmeters. Variations in solids and gas content produced unstable measurements.
To solve the problem, the pet food plant installed an Endress+Hauser Promass 83F Coriolis mass flowmeter to directly measure the mass of the fluid and determine product density. The measuring principle operates independently of physical properties such as viscosity or density, so the meter is able to deal with changing viscosity, solids content and entrained gases.
“The Promass 83F exceeded the customer’s expectation of batch repeatability and stability in non-flowing conditions,” says Wesstrom. “Density measurement is also provided and is used as a gauge of incoming raw material properties and quality.”
To ensure the health and well-being of our furry friends, owners want pet food that is safer and higher quality. Now state-of-the-art facilities with sophisticated equipment are helping processors meet the new demand.
Pet Food and FSMA
In July 2016, the Pet Food Institute sent out a letter to the US pet food industry listing four FSMA requirements that all pet food and treat makers must meet, depending on company size, within the next one to three years. They are:
- Pet food makers must implement current Good Manufacturing Practices that include requirements for employees, facility design, equipment upkeep and maintenance.
- Pet food makers must identify and evaluate hazards associated with the foods they make and implement preventive controls that address those hazards.
- Pet food makers must develop and implement a food safety plan detailing the steps they are taking to ensure product safety, from sourcing ingredients to carrying out a product recall.
- Pet food makers must also comply with FSMA requirements regarding foreign suppliers and sanitary transportation for finished pet food/treats and ingredients.
Rockwell Automation Speaks FactoryTalk:
Q&A with Rockwell Automation Senior Industry Consultant John Dart
FE: What are your views and practices regarding food safety, sustainability and regulatory compliance in producing pet food?
John Dart: For many pet owners, feeding their companions healthier options is a main concern. They want more transparency and traceability in the production process of their pets’ food—including the ingredient supply chain. This presents an opportunity for pet food producers to leverage Internet of Things-enabled technology that can deliver real-time data. With better visibility into the process, producers can better ensure they are meeting industry regulations, conduct preventive maintenance and better prevent unnecessary downtime. They can also track and trace ingredients more easily and efficiently in the case of potential food safety issues and immediately recall the affected products.
FE: Do you have any success stories you can share?
Dart: One example is the United Pet Group. UPG’s plant in St. Louis manufactures about 1.5 million pounds per week of small bird and pet animal feed. The company wanted to gain better visibility into production to improve labor efficiency and started with a pilot on the bagging line for blended batches of seed. With FactoryTalk software from Rockwell Automation, UPG can pull reports on labor hours, line operations and line faults. This pilot reduced overtime by 10 percent and increased labor efficiency 15 percent. Given the pilot’s success, the pet food producer also implemented the software on a seed blender.
For more information:
Tyler Cundiff, Gray Construction, 859-281-5000,
tcundiff@gray.com, www.gray.com
Jeremy Van Den Berg, Interstates, 712-722-1664 x2135,
Jeremy.VanDenBerg@interstates.com, www.interstates.com
Leonard Pollard, c/o Rockwell, 612-455-1758,
leonardpollard@padillacrt.com, www.padillacrt.com
Doug Beloskur, BühlerAeroglide, 919-278-2884,
douglas.beloskur@buhlergoup.com, www.buhlergroup.com
Courtney Ridenour, ADF, 937-847-2700, ext. 151,
cridenour@adfengineering.com, www.adfengineering.com
Greg Jacob, Allpax, 888-893-9277,
greg.jacob@allpax.com, www.allpax.com
Ola Wesstrom, Endress+Hauser, 317-535-7138,
c/o Jackie.Renforth@us.endress.com, www.us.endress.com/en
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







