Fabulous Food Plant
How Bell & Evans built a new 160,000 sq. ft. facility
Organic poultry maker uses new facility to further process and package its products.

Bell & Evans’ brand-new state-of-the-art chicken packaging, frozen processing and storage facility stands at 160,000 sq. ft. The employee welfare area is to the left of the main entrance. Photo: Robert Pepple.

The hallways along the processing area are lined with windows for viewing the plant’s processes. The office area also has a bird’s-eye view of the plant. Photo: Robert Pepple.

The EMS personnel doors (left) are custom made to coordinate with the company logo. The hinges and latching systems on EMS doors (right) create a tight seal between spaces to prevent air leakage, especially important given the varying temperatures and poultry handling from room to room. Photo: Robert Pepple.

In the main packaging area, the product is packaged in custom-built MULTIVAC form/fill/seal machines. Photo: Robert Pepple.
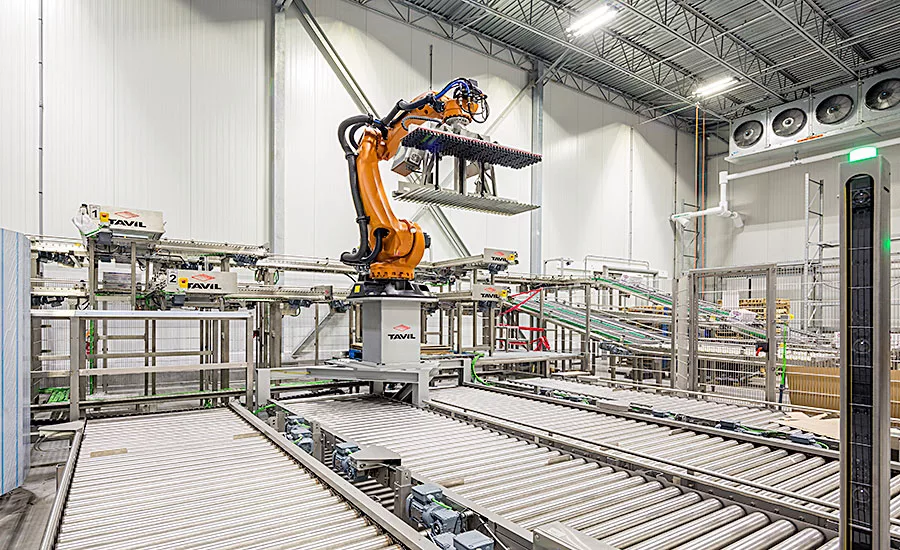
The Tavil robotic palletizing system is equipped with two modules that can produce four different box types each and can run continuously without the need for user intervention. Photo: Robert Pepple.

In the secondary packaging area, the packaged trays are packed into cases, weighed, labeled, sealed and robotically palletized. Photo: Robert Pepple.

The finished goods freezer has an enhanced airflow system. After poultry packages are case packed, weighed and labeled, they’re conveyed to the robotic palletizing system in the finished goods cooler. From there, the finished goods pallets are staged in the cold storage warehouse until distribution. Photo: Robert Pepple.

Windows wrap the perimeter of the plant to facilitate plenty of natural light within and communicate the message of transparency. Photo: Robert Pepple.
Bell & Evans. What’s in a name? Think organic—no antibiotics, growth hormones or GMOs in poultry feed—therefore, none in the poultry product. Nothing to hide—hence, Bell & Evans products are wrapped in vacuum-sealed transparent film to provide a window of quality to the consumer. Feel guilty about the chicken you normally purchase? Not so with Bell & Evans. Its birds eat healthy, have room to move and aren’t rushed to slaughter before their time—unlike industrial producers.
Article Index:
- Getting started
- An overview of the plant
- Building particulars
- Floors and doors
- Frozen processing lines
- Innovative packaging systems
- Secondary packaging
- Keeping cool
- Smart sanitation
- A final note about people and automation
Bell & Evans’ decision not to utilize the mass-produced, farming/processing methods of industrial poultry production has paid off. Its customers are willing to pay a premium for a quality product, and they want more of it. To accommodate them, Bell & Evans finished a new 160,000-sq.-ft. packaging, logistics and frozen processing facility in its hometown of Fredericksburg, PA. To free up space, it moved packaging operations out of its original kill facility that it had refurbished and expanded in 2005, winning FE’s coveted Plant of the Year contest for that year.
This new facility has the same attention to detail that the company provides in growing its birds and processing them. From door handles to employee spaces, high-end processing and packaging equipment from Europe to robotics and the exterior of the building, the new plant harmonizes with its inhabitants, processes and community.
Scott Sechler, current owner of Bell & Evans, wanted to grow the business beyond its existing customer base, which consists of well-known, upscale retailers including Whole Foods, Chipotle and Wegmans. However, Sechler says fulfilling the orders from just his existing retail customers over the next 10 years will be a challenge, as he expects his business to triple in the same period.
To meet customer demand, Bell & Evans needed to expand the kill facility. But this could only happen if the packaging operations were moved elsewhere. Hence, a new design was created that would house packaging operations, bring storage and logistics out of third-party hands and accommodate further processing lines just down the street. But Sechler also wanted to build a facility that would retain its “new appearance,” be sound for 50 years and incorporate equipment from European machine builders.
Getting started
Unhappy with general contractors and engineers in the past, Bell & Evans interviewed four design-build firms.
“It was all about who was going to build us the type of quality plant that we wanted,” says Sechler. “Which firm was going to cooperate with us on changes throughout the project? Who would be the one to put up with us making improvements [on the design] until the day the plant opens?”
Stellar, a fully integrated A&E/C firm focused on design, engineering, construction and mechanical services worldwide, was one firm on the processor’s “elite list.” During Sechler’s scouting process, Jacksonville, FL-based Stellar took him to the yogurt plant it built in nearby Shippensburg, PA. Sechler was impressed with Stellar’s work for the specialized plant, especially in the extensive use of durable materials, evident in the flooring and stainless steel (SS) elements.
Based on the quality of work and attention to detail, Bell & Evans chose Stellar as its design-build firm. While there was no specific project deadline, Sechler valued doing things right and to the highest quality.
“He wanted the plant to shine,” says Kyle Lawrence, Stellar process engineer. “As soon as someone saw it, they would absolutely know it was Bell & Evans: the home to a quality product. This project was centered in building a brand and a culture.”
For this new facility, Sechler took the technology he saw during his many trips to European trade fairs and applied it in key places. He sourced his packaging machinery from Germany, box and vinyl packaging equipment from Spain and packaging films from northern Italy near Venice.
However, high-quality equipment was not the only vision Sechler entertained. The architecture of the building was to exude a purpose beyond paychecks and poultry; it had to communicate the core value of Bell & Evans: family and pride. The facility also had to fit in with the small Fredericksburg community of 1,000 inhabitants and had to be an environment that made employees like coming to work.
The Bell & Evans facility was architectural designer Joana Berling’s first design project with Stellar. When conceptualizing her designs, she sought to emulate the Bell & Evans philosophy. The plant would not only serve as a statement building in a small, rural community, it would also represent a statement in and of itself: Bell & Evans. Visually, the team wanted the architecture to translate Bell & Evans’ commitment to high quality, in addition to advancement, technology and innovation. While it employs a modern aesthetic, the design also pays homage to the history of Fredericksburg.
The front of the facility is brimmed with a large entrance canopy overhanging an employee courtyard area. The front of the plant is marked with a “wing wall,” an aesthetic addition that breaks up the courtyard and the employee cafeteria located inside the building. When employees exit the cafeteria, they walk underneath the opening in the wing wall that leads into the outside courtyard for taking breaks or enjoying lunch outside as the weather permits.
An overview of the plant
Inside the entrance, a visitor finds the main lobby with a 16-ft. wide staircase and a 16-in. tread lit with LED lighting along the handrails. Instead of drywall, oversized porcelain tiles contribute a welcoming ambience. Sherwin Williams worked with the team to choose an epoxy paint mix for the floors featuring the Bell & Evans colors.
The lobby includes corridors with lockers and a laundry room where employees can drop off their smocks. Boot and handwashing stations also are located in this area. The employee bathrooms include high-end fixtures, including granite trough sinks from SloanStone’s Gradient Lavatory System with sensor activation. A grand first-floor employee conference room features a frosted glass partition to allow for the flexibility to separate the large space into smaller areas for training sessions. The offices feature eight- by eight-ft. windows overlooking the plant processing area. The hallways along the processing area are also lined with windows for viewing the plant’s operations—allowing visitors to scan the operations without compromising sanitation.
Building particulars
One of the biggest challenges with constructing the building was beating the December freeze. Bell & Evans and Stellar planned accordingly, securing the worksite by November. Stellar’s thermal team had begun work in August, paving the roads along the perimeter to allow traffic to move on and off site.
The exterior walls of the facility were constructed of precast concrete, a first for Bell & Evans. Initially, the team planned to use the precast concrete all around, but instead decided to use insulated metal panels on the eastern side of the building to facilitate future expansion. More than 90 percent of the insulated precast panels were sourced from Conewago Enterprises in nearby Hanover, PA. The precast sandwich panels were also installed with a unique joining technique, using a cigar-rolling method—tightly rolling the vapor retarder from panel to panel to ensure the integrity of the building envelope and to maintain superior thermal ratings.
Stellar chose Carlisle, a top-tier roofing company located 60 miles away, to install a single-ply thermoplastic polyolefin (TPO) system. The relatively short distance proved economical, as the job took more than 40 truckloads of material.
Floors and doors
While freezer floors of the facility were not difficult to install, the floors under the processing areas were more demanding. The freezer facility floors were insulated with six inches of extruded polystyrene beneath the concrete to prevent heave. The poultry processing areas, however, had to use sloped floors with drains due to the frequency of washdowns. Sloped floors, if poured incorrectly, may have pooling areas where the floors have to be carved out to correct for tilts. However, due to Stellar’s attention to detail during pouring, there were no errors.
Later, the project team installed a mix of acid brick flooring from National Acid Proofing and polyurethane flooring within the processing areas. Acid brick flooring was used in the Bell & Evans air chilling plant. It is not only durable and withstands corrosion, it also offers no-slip advantages, is very hygienic and requires less maintenance than conventional flooring, resulting in no pooling.
Sechler believes the door handle is the “handshake of a building,” so he wanted to make an impression with everyone the plant greeted—from the doors in the freezer to those for personnel. Stellar’s team estimates that the effort Bell & Evans put toward this facility’s doors are more than with any other owner it has worked with over the past three decades. Two years were involved—including trips to door manufacturing facilities in the US and overseas—in researching the doors for all areas of the facility.
Sechler chose EMS doors from Pansorf, Germany for personnel doors, as he was attracted to their architectural design, having seen them overseas. He had the doors custom painted in the Bell & Evans colors. With the construction of the frames, should a jamb become damaged, it can be replaced without replacing the entire door. The sleeker, slimmer doors were easy to install and are easy for employees to use—and they function within the strict temperature requirements of a food plant.
For the facility’s 12 loading docks, the team selected a combination of electronic, bi-parting and single-parting Enviro IXP doors from Milwaukee-based ASI Technologies. To facilitate cleanliness and durability, these doors are all stainless steel, including the motors, trolleys, control panels and door panels. The doors open at a speed of 84 inches/second, whereas typical doors open at 18 inches/second.
Frozen processing lines
Bell & Evans expanded the initial scope of the project, desiring an entirely new addition to the plant—a frozen processing space. There were many design proposals for the space, including cooked and par-fry operations. After various discussions and reviews, the team determined the par-fry operations would best fit the space and the facility’s needs. This space includes three frozen processing lines:
- Nugget line
- Par-fry line
- Individual quick freezer (IQF) line
The nugget line uses a JBT Foodtech Model DSI portioner—an intelligent, high-pressure cutter system—to slice nuggets. Nano-filtered water at 40,000 psi through high-pressure nozzles cuts the chicken into various shapes, such as tenders or nuggets. The pressurized water cuts the chicken precisely without the use of any mechanical tools (like saws or blades that are susceptible to corrosion).
Many poultry manufacturers grind various pieces of chicken, forming a meat paste, which is then inserted into a forming machine that creates mass-produced, same-form nuggets. With the JBT intelligent cutting system, the processor can produce high-quality, whole-muscle nuggets. Raw poultry from the air-chilling plant is laid down and visually inspected by the machine for optimum cuts to produce the most product with the least waste. The data for each piece is then used to guide the water-jet cutter.
With the par-fry line, the poultry is partially fried in soybean oil—organic oil for organic chicken products and RWA (raised without antibiotics). All cooking equipment in the entire plant was supplied by JBT. With the IQF line, individual pieces of raw poultry, such as wings, thighs, breasts or whole birds, are frozen separately in a very efficient nitrogen spiral freezer supplied by Linde.
Innovative packaging systems
In the nearby air-chilling plant, Bell & Evans uses an innovative process that lowers the temperature of its chickens from about 90°F to 55°F before they are processed and packaged, using an interval-based enhanced airflow system rather than a traditional water bath. Why air chilling? Chicken that is submerged in cold water baths retains up to 15 percent of the water, resulting in added water weight, lesser quality chicken and a packaging problem. Due to the water retention, most processors’ packaging includes a “diaper” to absorb any leakage that may occur, making for a mess and potentially leaky packages. With the Bell & Evans air-chilling process, you could throw any package of Bell & Evans chicken against a wall, and it wouldn’t leak, says Sechler.
When raw, unpackaged poultry from the air-chilling plant enters the new facility through the west end, it goes immediately into a work-in-progress (WIP) cooler. From this point, it heads off into one of two possible directions: either to the main packaging room or to the further processing area.
In the main packaging area, the product is packaged in custom-built MULTIVAC form/fill/seal machines and transferred into the secondary packaging area, where the proprietary tray-formed poultry packages are case packed, weighed and labeled. They are then conveyed to the robotic palletizing system in the finished goods holding area. From there, the finished goods are staged in the cold storage warehouse until distribution.
As previously noted, the further processing area consists of three lines: nugget, par-fry and IQF. Once the product is processed in any of these lines, it moves through a state-of-the-art cryogenic spiral freezer. The now-frozen product is next distributed into rotary scales imported from Japan for properly sizing batches for bagged product. The bagged product is then conveyed down to a semi-automated packaging line, where retail boxes are filled with the bagged product, and then are case packed and palletized. The product is transferred to the cold storage warehouse for staging and distribution.
The facility’s main packaging area contains a total of 11 custom-built MULTIVAC lines from Germany for raw poultry products. Eight of the lines are completely functional, while the remaining three are set up for future usage. Each line has a different setup based on the package size, such as a family pack of chicken, twin pack or whole bird.
A clear film (a recyclable material from Italy) taken from a roll at the beginning of the process is fed into different forming stations along the line, which have different forming and vacuum heads and booster pumps. The forming stations use a series of heating and vacuum elements to heat the film and pull it down, effectively forming a unique pocket. Using a custom-designed depositing system that mounts to the MULTIVAC units, Bell & Evans has the ability to lay down whatever ingredients are desired—e.g., a dry rub—on the bottom side of the package before an employee inserts the chicken product at the next station.
After the product is laid in the tray, the operator can opt for a top coating of ingredients via the depositing system. The chicken then progresses through the MULTIVAC unit to be vacuum sealed. The transparent packaging allows consumers to see what they’re buying—from top to bottom, says Sechler. The MULTIVAC lines are not your typical lines.
“Every machine is so customized, including custom molds and different techniques on each line,” says Sechler.
Such an extensive process required unique upgrades to the MULTIVAC units, resulting in a machine nearly twice the length as typically seen. Previously, the processor used standard MULTIVAC units sized about 35-ft. long. The new MULTIVAC units are nearly 80-ft. long, with the ingredient station depositors adding another 15 to 20 ft. Sechler says that American MULTIVAC lines cost an average of $300,000; the new lines are valued at $1 million each. The quality of the film allows Bell & Evans to double its poultry’s shelf life. Where typical chicken is packaged in a sealed bag with gas that leaks, the processor is able to take its packaged chicken and put it straight into a cardboard box for distribution.
Secondary packaging
After the chicken is individually packaged in the MULTIVAC units, the finished poultry is quality checked in the “vision center.” The View Tech vision inspection system provides seal inspection, optical character recognition, barcode reading, foreign material detection, leak detection, label detection/orientation—and more. The trays are then conveyed into the secondary packaging area, where they are packed into cases, weighed, labeled and robotically palletized.
For secondary packaging, Bell & Evans uses a 75 percent automated case-erecting and case-packing system from Tavil, located in Barcelona, Spain. The system is one of the first in the US, and it’s one of the largest Tavil has designed internationally. The multiformat system is equipped with two modules that can produce four different box types each and can be run continuously without the need for user intervention due to Tavil’s proprietary software coded from scratch. This provides a great deal of variability with packaging sizes and materials, all without losing any time switching heads or manual input.
After secondary packaging, state-of-the-art, subarctic-graded robots from KUKA palletize the finished cases in the cooler. This method is more efficient and is better for product integrity because it keeps the product temperatures as cool as possible for as long as possible.
Keeping cool
Refrigerated shipping and receiving docks are located on both ends of the plant, in addition to a 26°F WIP cooler, -10°F freezer and 36°F holding cooler. All cooling is supplied by an ammonia refrigeration system running Frick compressors. The process spaces feature high-end refrigerated makeup air units mounted on the roof to provide positive air pressure and multiple cooling functions during processing and cleanup. The units feature easy cleanability, accessibility and maintenance.
In the process space, the ductwork involves a SS interior and galvanized exterior so the units remain as sterile as possible. All diffusers are SS within the process space. Each unit includes two sets of filters, and added UV lights aid with providing clean air to the process space. For accessibility, the units feature 24- x 24-inch access doors for cleaning. Man bars were fully welded inside for safety.
Smart sanitation
Sanitation for this USDA plant was considered upfront, during planning and design, rather than after the fact, says Lawrence. Bell & Evans uses retractable hose reels within a pre-specified radius to cover each piece of equipment, rather than using loose, unhooked hoses. The plant has a state-of-the-art chemical sanitation system (manufactured by Lafferty Equipment) located with a chemical room at least 150 feet away from any product. Chemicals are separated within chemical loops in each high-pressure washing station, including the shipping dock. Bell & Evans washes out all trailers for shipments and outgoing orders. The processor doesn’t use any extremely caustic chemicals for sanitizing equipment. Instead, the company uses more hot water and hand scrubbing, which is gentler on the equipment.
As we said, Bell & Evans processes and packages both organic and RWA poultry. Separating the two in this plant is done easily, thanks to the changeability of the MULTIVAC lines. The same MULTIVAC line can be used for both RWA and organic poultry without the risk of cross-contamination. Earlier shifts are dedicated to organic product, while later shifts handle RWA, allowing the two to be completely separated, while maintaining an efficient production process easily managed by plant supervisors.
A final note about people and automation
The new facility was designed to be as ergonomic as possible. Following OSHA’s requirements, employee fixtures don’t exceed a height of 40 inches, so no one in the facility is working on high stands or risky, elevated surfaces.
From an automation standpoint, the design of this plant represents a balance between cutting-edge automation equipment and commitment to the Fredericksburg community. More automation could have been used, but it was important to Sechler to retain the presence of human workers for the sake of both jobs and the product.
For example, workers insert the chicken into individual trays at the beginning of the MULTIVAC process to maintain product quality. While this was something that could have easily been automated, it would have made the poultry packaging look too uniform. By having human workers place the poultry into the trays, no piece of poultry would be laid like the other. This exemplifies the Bell & Evans handmade product feel.
“To Scott, automation across the board isn’t necessary,” says Lawrence. “He didn’t want to cut jobs because he really believes his employees are crucial to everything: his facility, the town—everything.”
See more Fabulous Food Plants
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








