7 steps for minimizing downtime during cleaning shutdowns

Photo courtesy of Getty Images/Smederevac
Food processors cannot make money and operate effectively unless their production lines are operating, so managing and minimizing downtime is crucial to operational effectiveness and optimizing production operations. Of course, when any program aimed at enhancing overall efficiency goes down, lines go down, workers stand around and the company loses money.
Let’s take a look at the role of cleaning and sanitizing and its importance in the overall scheme of operating efficiencies. In today’s food industry, one would have to search far and wide to find someone who does not acknowledge the importance of cleaning and sanitizing as an essential prerequisite program for food safety and for product quality. Oh, one might meet the occasional Luddite, such as a quality manager I once met whose attitude about sanitation was summed up in this quote: “Why worry about sanitation, we are cooking our products.”
Definitely, someone unclear on the concept.
Sanitation is essential, and in many operations, especially those making sensitive products, using high-risk ingredients or handling and processing allergens, sanitation will be deemed a preventive control, or for the proponents of ISO 22000, an operational Prerequisite Program for ensuring food safety by the HACCP team.
In such cases, the procedures used to clean and sanitize should be validated to ensure that they are effective. In addition, the company must build in the necessary verification activities to ensure that the procedures are being followed as documented. The wise processor will do this even though it is not a legal requirement.
So, why dwell on sanitation when the focus of this column is downtime? Cleaning and sanitizing cannot be done when the line is running. One goal for every processor is to minimize the time needed for cleaning and sanitizing so lines can be running and the company productive. There is no easy answer for this conundrum. It depends upon the type of product being manufactured, how that product is formulated and produced, the type of equipment being employed, and management’s commitment to issues such as continuous improvement, education and training and looking to the future.
How does a processor minimize downtime in their operations? There are many methods but they are product and process dependent, and include other programs beyond sanitation. These include:
- Extending run times
- Production scheduling
- Enhancing sanitary design of equipment and the plant itself
- Improving cleaning procedures
- Product reformulation
- Pre-operational checks
- Preventive maintenance
Extending Run Times – Many processors mandate that cleaning and sanitizing be done after each shift. Such programs may also include procedures to wash down equipment and floors to remove gross soil during operations or at breaks. The objective being a reduced cleaning burden for the end of the shift and a commitment to keeping things cleaner during operations.
The washdowns must be done in such a manner that product contact surfaces are not compromised. There are some operations that may extend run times over two or more shifts before they start a cleanup, so that a full cleanup is done every 16 – 20 hours, or more. The processor that adopts such a cleaning schedule must do their homework, which means they need to do the research and apply it to ensure that extended runs do not create additional problems.
Products such as meats, poultry, eggs, dairy, seafood and others are like a smorgasbord for microorganisms. They are also potential high-risk products. One does not want to trade longer runs for potential product spoilage or issues such as the formation of biofilms that could compromise cleaning efforts. Longer runs can be done with products that are low-risk such as soft drinks, some baked foods, and others, but with any high-risk product, the processor must look at how a longer run could potentially affect product quality and safety, and overall operational efficiencies.
Production Scheduling – Production scheduling is another one of the tools that processors utilize regularly to minimize downtime. A prime example is how processors deal with organic foods and ingredients. For the processor manufacturing organic and conventional products, the organic products are usually run at the beginning of the morning shift. They can then convert to running the conventional item without doing a cleanup assuming the product is the same.
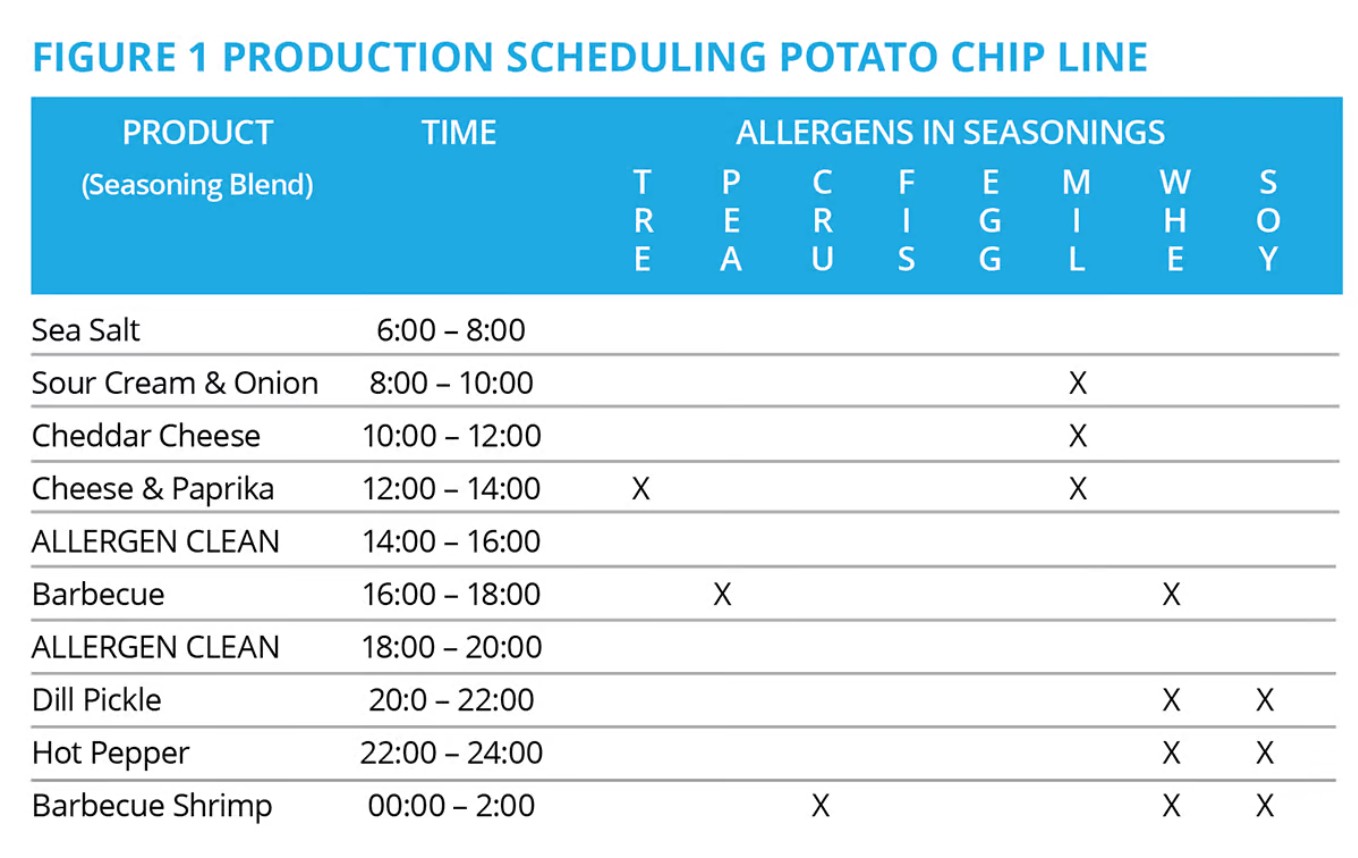
Production scheduling is also extremely important when manufacturing similar products containing allergens such as snack chips with different seasonings. An allergen cleanup can take two to four hours depending upon the product and production facility. With similar products that contain allergens, scheduling should be done to minimize cleanups and the potential for cross-contact. In this situation, the product with no allergens would be run first, followed by one with a single allergen and then by one with the same single allergen, plus another. If a processor can manage production operations so that they run one distinct product per shift, the need for line stoppages for cleaning or line clearances will be eliminated.
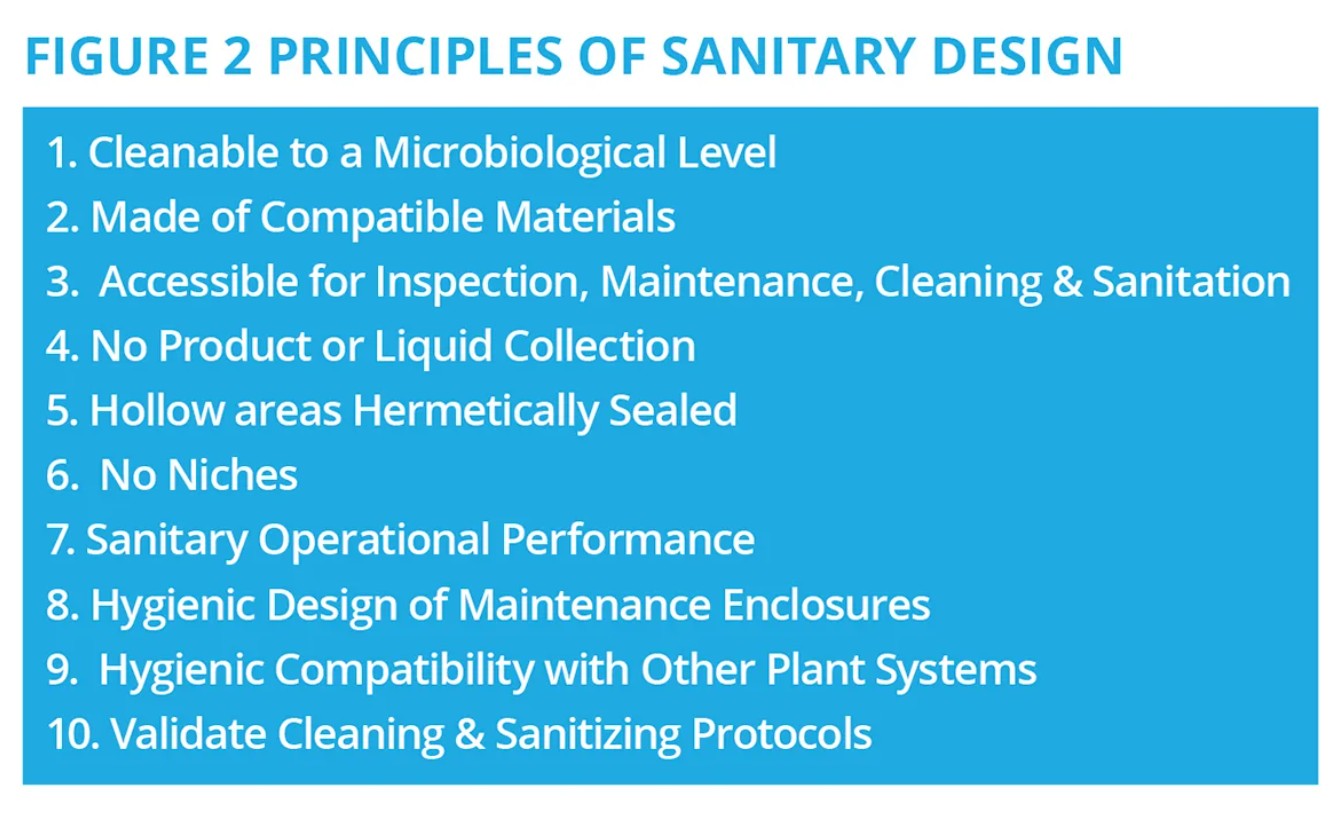
Enhancing Sanitary Design – The adoption of basic principles of sanitary design when it comes to purchasing equipment and maintaining or modifying the physical plant can go far towards enhancing overall operational efficiencies. The 10 principles of sanitary design developed by the American Meat Institute with their member companies can be seen in Figure 2.
If processors buy or modify existing equipment that is easier to clean and maintain, the probability that the systems will be properly cleaned increases. For example, there are more processors replacing belts made of interlocking pieces with one-piece belts that are easier to clean and sanitize.
There are also companies working directly with equipment manufacturers to make modifications to standard units that will enhance cleanability. In some instances, these modifications become proprietary and fully owned by the food processor themselves.
Improved Cleaning Procedures – Processors should constantly strive to improve existing cleaning procedures. Note that sanitizing was left off in this case. Cleaning is the most important step since it is not possible to properly sanitize a dirty surface. So, get those food contact surfaces clean, and work with the cleaning crew to see if they can find ways to do things more effectively and quickly. However, never sacrifice speed for efficacy. The goal is a clean and sanitary surface. Perhaps the adoption of foam cleaning can help. It all depends upon the equipment and the type of product being manufactured.
Product Reformulation – One of the basic principles of allergen management is to look at product formulation. If a plant is currently not sealing with a specific allergen, the product development people should consider not using that specific allergen in formulations. Keeping allergens out of products minimizes the issues when it comes to allergen management and cleanups. If it’s not necessary to stop and conduct a full allergen cleanup, everyone in the facility will be happy.
Processors might also take a look at the ingredients that they’re using. For example, a processor might be using a pistachio nut flavor, but does that flavor really contain pistachio protein and have allergenic properties? Get the product tested and see if there is truly any allergen in the product. Flavors are generally formulated or extracts and do not contain the proteins that elicit allergenic reactions. If the testing reveals there are no allergenic components then the need for an allergen cleanup when using that ingredient goes away, giving the operator more line time.
Pre-Operational Checks – Pre-operational checks have become an integral element in many food-quality and safety systems. The objective is straightforward; make sure everything is clean and sanitary and ready to go. If something is found to be dirty, it is cleaned up and the quality group views and signs off that the work was done properly.
These pre-operational checks include issues such as lubrication, making sure things are staged properly and many other issues, dependent on the product and equipment. Compare it to what one might do immediately before a family vacation. You bring the car in for a checkup: oil, tires, brakes and a tune-up. Nobody wants to start a family vacation and have the car break down or when it’s full of kids looking forward to the beach or Disneyland. Make sure everything is in order before production starts.
Preventive Maintenance – Preventive maintenance is another key element for minimizing downtime. It’s also, along with cleaning and sanitizing, the most detailed and complicated of the prerequisite programs for food safety. Every piece of equipment has a maintenance schedule. There may be daily adjustments and lubrication, weekly and monthly checks and a yearly teardown of the equipment. All this should be documented in the maintenance logs for each piece of equipment. If a unit breaks down during production and causes a line stoppage, that should be documented in the maintenance log for that unit. How long the line was down, what the problem was and how it was repaired should be fully documented. However, proper maintenance should minimize the potential for lost production due to line stoppages.
This leads to another issue: downtime logs. There are processors that maintain a downtime log as part of their production records. This is a good practice if properly managed. Such a log should include fields such as date and time the incident occurred, when the line was restarted, how long production was down, where the problem was, how it was addressed, who addressed the problem and that the quality team signed off on the repairs prior to restarting the line. This a great tool, but there are operations that do not transfer this information to the maintenance logs. It is imperative that any piece of equipment that causes production downtime have that information in its file so the total cost of operating that unit is known.
The bottom line is that it’s imperative for food processors to understand there will be times when their lines are not running. Essential tasks such as cleanups, product changeovers and planned maintenance must be done as part of normal operations. Get your people properly trained so that these tasks are done quickly and efficiently. The key is to manage and minimize downtime through pre-operational checks and regular maintenance to ensure that once a line starts up it stays running. Smart production scheduling also allows extended runs between cleanups, but before going this route, care must be taken to ensure that taking such a step will not create other problems.
Finally, smart equipment buying with an eye towards sanitary design can go a long way toward efficient operations and quicker, easier cleaning—an essential prerequisite for food safety.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







