Plant of the Year
Food Plant of the Year 2016: SugarCreek brings home more than the bacon
Though SugarCreek started out as a bacon processor, its newest high-tech plant is poised for growth as consumers demand more sophisticated RTE food products.

Chicken, grill marked and vacuum sealed, goes into the sous vide Armor Inox system. Photo: Ross Van Pelt, RVP Photography.

This is a view of the sous vide Armor Inox line from the observation deck at the mezzanine level. Photo: Ross Van Pelt, RVP Photography.

An operator manages the grinding operation on the meatball line. Photo: Ross Van Pelt, RVP Photography.

Two on-demand steam generators supply process equipment with steam. Photo: Ross Van Pelt, RVP Photography.

One of the many Cisco networking cabinets located throughout the facility forms the backbone of the Industrial Internet of Things. Photo: Ross Van Pelt, RVP Photography.

A Cisco Wi-Fi access point in an industrialized box and a high-definition video camera are located throughout the plant in the various production halls and rooms. Photo: Ross Van Pelt, RVP Photography.

Engineers discuss cooling system requirements for the plant. The screens are also available in the plant to allow certain operators to make changes. Photo: Ross Van Pelt, RVP Photography.

MBBR systems are located at the detached wastewater treatment center. Cooling towers for the ammonia refrigeration system can be seen in the background. Photo: Ross Van Pelt, RVP Photography.

The sous vide line has a “dishwashing step” where all trays are washed before being reused. Photo: Ross Van Pelt, RVP Photography.
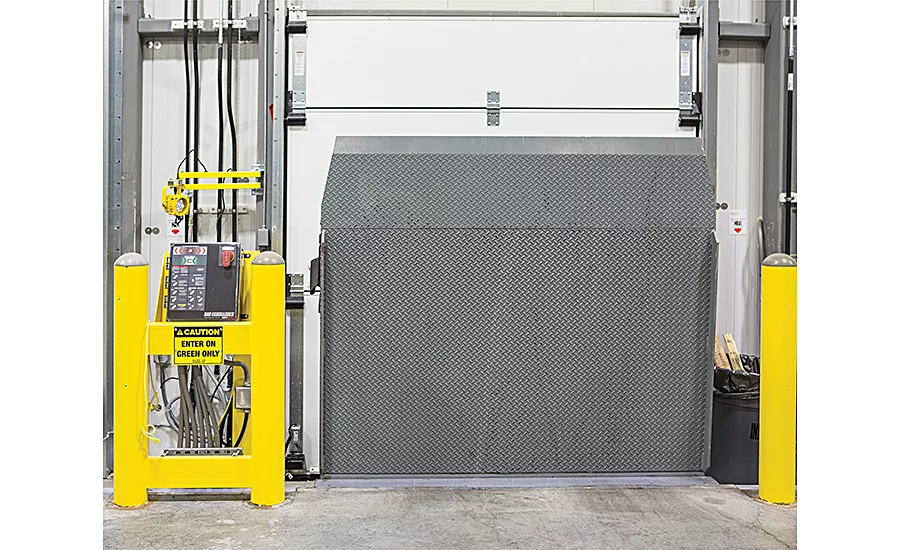
Controls for opening the loading dock doors are protected by pylons with breakaway joints to prevent the entire floor from being damaged, if a forklift accidentally runs into them. Photo: Ross Van Pelt, RVP Photography.

Shown here is the final cooking stage for gourmet meatballs as they exit toward the cooling and packaging stages. Photo: Ross Van Pelt, RVP Photography.

Seven of 12 ammonia compressors in the refrigeration building are shown in this photo. Photo: Ross Van Pelt, RVP Photography.

Vice President, Manufacturing, Dan Sileo confers with a team member on the status of the day’s production. Photo: Ross Van Pelt, RVP Photography.

In the foreground is one of the many Cisco networking control stations; behind is a motor control center. Photo: Ross Van Pelt, RVP Photography
Article Index:
- Site issues solved
- Separate ammonia facility affords safety
- Knowing where people are
- Planning a flexible facility
- Intelligence Abounds
- Team approach to work
- Energy savings
- Meeting future needs
- CCI—High points at a glance
The overall product flow of the plant follows a classic “C” shape, from receiving raw materials to blending to cooking, packaging and shipping. The design minimizes the number of times ingredients/products cross over their previous path, reducing traffic and clutter. The receiving dock for chemicals and dry ingredients is on the northeast corner of the facility; raw proteins come in at the northwest corner and move directly into cold or frozen storage for raw materials. Preparation and blending flow from west to east; forming and cooking happen in one of the three halls traveling from north to south. Packing and storage move from east to west, and shipping takes place on the west side of the building.
“The entire plant was developed to be a very flexible manufacturing system,” states Tom Schurig, SugarCreek vice president of engineering & technical services. “It’s a very well thought- out, flow-through system, where our ability to change over products and make different products is part of the design within the facility.”
For instance, flexibility is built into the layout of the prep and forming rooms, where recipes often change, and tumbling and grinding equipment may be employed depending on a product’s recipe. With sous vide cooking, products can be injected, tumbled, seasoned, seared or char-marked first, then vacuum packaged and finally cooked slowly in Armor Inox cookers. The packaging stage is just as critical as the cooking stage because just the right amount of vacuum must be applied to the package before cooking, says Dan Sileo, vice president, manufacturing. “Every protein needs a different vacuum. Plus, if it’s bone-in, it needs a different vacuum.”
The advanced process control system on the Armor Inox cookers mixes water supplied at four different temperatures to create precisely the correct temperature for the duration of the cooking process. At the end of the process, the product is cooled in place and sent to the packaging area. Since the cooked product is already in a vacuum-sealed bag, it is food safe. As part of the Armor Inox line, a built-in washing system for the trays holds the product to be cooked. It’s a complete CIP system, and what Sileo jokingly calls “the world’s largest dishwasher.” The Armor Inox line is capable of producing up to 100-200 million pounds of product annually, depending on the product type.
The plant itself is divided into three “halls” or “plants within plants,” as Rodden calls them. Hall 1B consists of the sous vide/Armor Inox cooker line, while hall 1A houses a proprietary protein snack line. Hall 1B is large enough for another sous vide line, should SugarCreek find it necessary to add one in the future. Hall 2 is currently not in use but can house three separate lines of complete processing and packaging. Hall 3 consists of three lines. Line 4 is set up with a fryer, multipurpose oven and impingement oven. Line 5 will produce chicken strips or similar products. Line 6 will be used for flat surface proteins.
Intelligence abounds
In the CCI facility, every system—security, high-definition video, access, weighing, processing, packaging, quality, refrigeration, wastewater treatment, hot water/steam and so on— is automated and connected via a Cisco networking backbone. Working with a single network vendor made integrating all the pieces much easier than having several hardware vendors dictating networks and topologies.
“Cisco’s advanced services project got the basic infrastructure in place in about 18 months,” notes Rodden. “We started from the ground up with sessions and discussions about requirements. What did we want the technology to do for our business? It was fundamentally about data from the processes, the ability to see into them. It was also about collaboration to make sure the technology would support the high-performance working structure we were putting into play.
“We had just finished the first phase of the project when we opened,” continues Rodden. “Now, we’re into phase 2. Phase 1 was putting the basic infrastructure into place [door security, video surveillance, etc.]. We have 250 high-definition cameras in here, and we store 30 days of video. We use the video to identify what might have gone wrong in a process if we see a quality problem. If we have an accident or somebody gets hurt, we’re able to review the video and see exactly what took place. The video is a security thing as well.”
Many companies put in two networks—an IT and an OT network, says Rodden. “But we put in one—a converged network—where there are an IT space, an OT space and a DMZ [demilitarized zone] that sits in the middle.” Machines and people in the office are all connected to this one big network, although they are divided by the DMZ.
Rodden and the Cisco engineers thought ahead when it came to data. They will be installing a software-defined data center with VM Ware and Cisco ACI (Application Centric Infrastructure) framework. The framework will support the physical infrastructure up to the switch levels. Within the data center itself, VM Ware NSX network visualization will provide “east-west” security, which is almost impossible in a physical world due to the cost and space required for installing numerous physical firewalls (equipment boxes).
While automation vendors like to have remote access to their processing equipment for troubleshooting or collecting data, Rodden notes the old “connect through a VPN [virtual private network]” is not necessarily the most secure method. “In the CCI design, vendors connect through a VPN into the DMZ. From there, they can only get to their specific machines.”
In phase 2, Rodden also will put high-def video cameras to use, not just for security, but for video analytics of a process. “We have about 18 or 19 cameras positioned over processes to look at product flows. We’re going to use analytic tools to train the cameras to recognize, for example, a color that doesn’t belong in the process.” The overhead cameras also can look at how machine guarding protects workers or hinders them from doing their jobs. “In addition, we’re planning to explore setting up a zone or areas that represent danger and using the analytic cameras to recognize, for example, that a human hand has entered the zone and shut the machine down,” adds Rodden.
While some of the machines run their own localized control systems, all of them connect through an Ignition data acquisition and trending system from Inductive Automation. “Our SCADA system is Ignition,” says Rodden. “It’s packaged and growing in use. It doesn’t just perform data acquisition; it has a historian and utilization tools built into it. We can create a process flow diagram that’s real time and functional, showing new parameters.”
The totally automated ammonia plant has its own control, HMI and SCADA system, and it connects to the Cisco backbone network. HMI controls for the evaporators are available throughout the facility and provide flexibility on the refrigeration side. For instance, when plant washdown occurs on the third shift, the system automatically adjusts to compensate and, at the end of washdown, restarts the refrigeration cycle to cool down the facility for production on the first shift. Data from the wastewater treatment system also goes onto the backbone network, allowing management to keep track of the treatment process.
For many years, SugarCreek used Great Plains ERP systems, but the underlying structure of the software became more jumbled as time progressed. Consequently, about two years ago, SugarCreek moved to Microsoft Dynamics AS, says Rodden. “We’re months away from turning on the integration where the data [from the plant floor] will flow directly to the ledger,” adds Rodden.
Team approach to work
Despite all the high-tech equipment, control systems and networks, one of the most important aspects of the CCI facility is the people. To build teamwork, SugarCreek has adopted the Workforce Development Engagement Model developed by the PMMI OpX Leadership Network.
“It’s really about empowering people and pushing the responsibility and the decision authority down to the lowest level possible,” explains Rodden. “The teams have all the skills necessary to run their projects. For example, we don’t have maintenance people sitting in a shop waiting for somebody to call them to fix something. The maintenance people are out on the floor as part of the team. Plus, the other team members learn how to handle certain aspects of maintenance. We’re providing careers here, not jobs.”
Skill development also is a big part of the model, says Schurig. “SugarCreek is developing a culture in which the leadership goal becomes more about guiding employees and coaching them in how to make decisions, put their processes together, come to a root cause analysis of problems on the lines, collectively determine what actions [to take] and carry them out. It’s more of a self-directed workforce, once the employees build these skills.”
Even hiring and firing are not done in the conventional way, states Rodden. “The team members make the hiring decisions. They look for a fit, an attitude, someone who’s going to have their backs because they know they have the responsibility to get [the job done] instead of just carrying out orders.” In addition, if team members have difficulty with a team leader, everyone sits down and discusses the situation. Problems have already been worked out using this approach, making the leader and all the members much stronger individuals.
Energy savings
Though energy rates are not as high in Cambridge City as they are in the Northeast or California, SugarCreek has taken steps to decrease energy usage. For example, it would be difficult to find one incandescent or fluorescent lamp inside or outside the facility; all lighting is LED. Plus, natural lighting is used wherever possible throughout the facility. The hot water heaters used for cleaning are combined with a storage tank and provide on-demand service based on need. In addition, two Miura steam boilers provide on-demand steam as needed for various process systems. All these units are inherently energy saving and include stack economizers where needed. Control systems carefully balance needs vs. production of steam and hot water, which can be monitored locally and remotely.
A compressed air system delivers oil- and moisture-free compressed air into storage vessels to be used by processing equipment on the plant floor. A computer-based control system sequences the number of compressors based on plant demand; the compressors have VFD controls to save energy. White roofing materials throughout the facility reflect the heat of the sun, reducing the amount of mechanical cooling needed.
Meeting future needs
CCI’s production facility is poised for future growth. The current building sits on 30 acres, with another 90 undeveloped acres available for expansion. In the mechanical room is space for additional cooling, while elsewhere in the facility there is room to grow the wastewater treatment center and allow for additional steam and hot water boilers.
The modular controls structure and backbone networking architecture make it easy to add processing and packaging lines, as well as video and security equipment.
CCI—High points at a glance
Facility:
- Designed/built by ONEsource Facility Solutions
- 418,000-sq.-ft. plant with detached refrigeration building and wastewater treatment center
- A water return line from wastewater treatment center
- Two blocks from Interstate 70, approximately equidistant from Dayton, Cincinnati and Indianapolis
- Onsite storm water management
- LED lighting inside and outside the plant
- C-shaped process design/flow
- Three separate halls with raw and cooked sides
- Separate employee welfare areas for raw and cooked sides
- Mezzanine section for guests and customers to observe all the halls
- Walkable ceiling containing cabling, piping and air drops
- Separate shipping/receiving docks for raw ingredients, finished goods and incoming chemicals, dry ingredients and corrugates
- Guard house for truck entrances
- White roof
- Rated SQF Level 3.
Technology and equipment:
- Amor Inox Sous vide cooking system
- Variety of cooking equipment and areas for production of many different proteins; prep methods including grill marking, searing, grinding, blending, injecting, flavoring and tumbling, offering a range of fully cooked , value-added products from beef to poultry to pork and seafood
- CIP for most major equipment
- An integrated Cisco backbone network to handle operations and IT
- Process controls on all cooking and packaging equipment tied into Ignition data acquisition and trending system from Inductive Automation
- Controls system for wastewater treatment facility
- Controls system for ammonia refrigeration system
- Controls system for on-demand hot water and steam systems
- Plant floor information integrated into Microsoft Dynamics AS ERP
- Fire company to be tied in with plant’s real-time location system
- Integrated building/premises security system
- Integrated network security
- Integrated high-definition video system.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





