Automation Series
How to determine the best sensor for filling applications
There are numerous sensor solutions for filling applications. But when you come down to it, weight/load sensors often trump other methods of delivering the exact amount of product.

In the Pap Eggs application, a polybag is filled with eggs and preservative liquid while being weighed in a stable threepoint suspension with a weighing accuracy of 10 grams, prior to being put into packages. Source: PENKO Engineering.

Welcome Food Ingredients upgraded its sugar handling/re-bagging system to a Flexicon automated bulk system including a bulk bag discharger, a weigh batching system with integral flexible screw conveyer and a weigh hopper (all visible in top photos). Ten-kg bags are filled with automatically weighed contents fed from the screw conveyor to the weigh hopper (bottom, left). When filled, the bag is tied off and ready to go (bottom, right).

In the Pap Eggs application, to ensure that the amount of preservative liquid is always sufficient, all systems use automatic tare weighing, intelligent self-learning and in-flight correction. Source: PENKO Engineering.

Dosimass Coriolis flowmeters from Endress+Hauser, specifically designed for filling and bottling applications, measure volume and mass flow directly with temperature and density compensation to ensure repeatability. Source: Endress+Hauser.
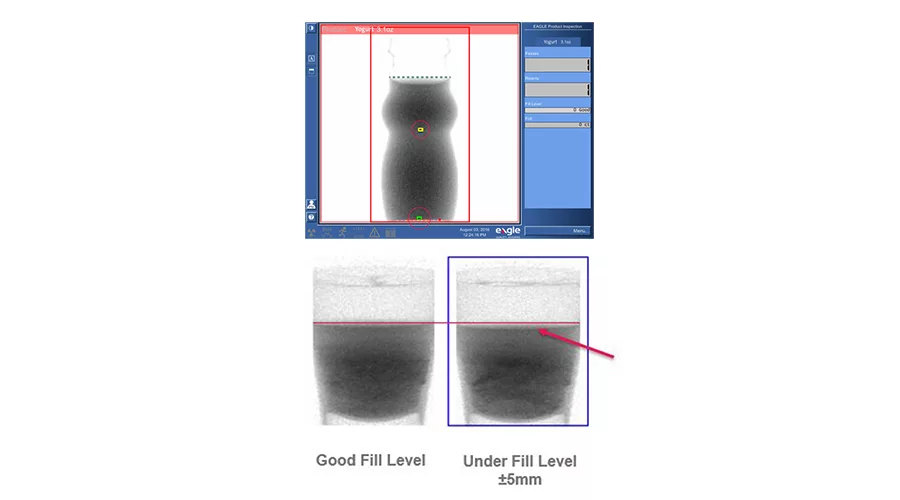
X-ray systems can not only reject a bottle defect (above), but can also find an underfilled yogurt container (below). Source: Eagle Product Inspection.

METTLER-TOLEDO Safeline’s X37 series of X-ray inspection systems for cartons, metal cans, and plastic and glass containers not only check for foreign objects, they can be used to check fill levels as well. Source: METTLER-TOLEDO Safeline.

Non-contact radar level sensors, such as BinMaster’s NCR-80, feature 80 GHz operation with a 4° beam angle for precise aiming to avoid internal structure, the flow stream or sidewall buildup. They work in high dust levels with flours, meals, grains, pellets, granules, powders and slurries. Source: BinMaster.
Whether buying a pound of butter or 10 metric tons of flour for a bakery, customers expect to get what they pay for—not less, maybe a trifle more—because if it’s slightly under the stated weight, a processor is technically breaking the law. But of course, product given away could siphon off profits a little bit at a time until it adds up to a large sum at the end of the year.
It’s that little bit that can hurt deeply. For example, Scott Duncan, Hardy Process Solutions product manager, sensors and scales, recounts a story not atypical in the food and beverage industry: A large snack foods manufacturer was having a problem with overfill, but wasn’t sure just how much of a problem it was. So, the processor introduced Hardy’s checkweighing machinery into multiple lines at its plant. Each line produces 120 packs per minute with an uptime of 85 percent a year. Overfill typically measured two grams per pack. While the product cost was only a tenth of a cent per gram, overfill cost per year was calculated at $107,222 per line. Therefore, reducing overfill by just one gram per pack would save $53,611 per year, per line. Of course, to trim back the extra weight would require a closer look at the filling process and the sensors in use.
Though there are several methods and sensors for checking fill levels—and weight—it’s the latter that’s seemingly a more important process variable than even mass, density, level or volume. Why? Vincent M. van der Wel, a principal of PENKO Engineering B.V., a Dutch company specializing in weighing systems design, suggests that weight gets to the heart of the matter.
“As each atom or molecule has its own weight, by weighing we are more or less counting molecules,” he says.
That’s why this technique is not influenced by differences in density or temperature, and even aeration has no effect on the end result—the product’s weight.
Weighty matters
If you’ve ever seen a new Krones bottling or canning line in operation, the motion can make your head spin. Krones’ filling machines use fill valves with flowmeters (inductive or mass flow) for volumetric measurements or weigh cells for gravimetric-based fills, says Barry Fenske, North American sales - filling technology.
These machines can fill products from water to slurries—carbonated, non-carbonated, hot-fill, cold-fill, conductive product, non-conductive product, particulates or not. The filling valve selection depends on the product, as well as the container to be filled. Krones has seen an interest in weight-based filling machines for some products.
For example, in higher-end bottling applications, such as edible oils, switching from a conventional volumetric filler to a weighing filler can make dollars—and sense. NT GmbH, a Hungarian edible oils producer, looked at a Krones Modufill NJW weight-based filler instead of a volumetric filler for the first time in its operations.
“We believe this will give us higher filling accuracy, irrespective of the product’s filling temperature and viscosity,” says Milan Kunciř, NT managing director.
The Modufill assures precise fill quantities since the weighing cells monitor the inflowing oil during the entire filling operation. Once the desired weight has been reached, the valve closes, and the product can briefly settle. Then, the weight is checked again. Two different filling speeds ensure perfect flow behavior. Flow straighteners in the valve produce a filling operation with minimized foaming and turbulence.
While volumetric depositors may not always provide a perfect weight, one way to solve the problem is the approach Unifiller Systems Inc. takes.
“At the filling and portioning end of the manufacturing process, we incorporate our servo-driven volumetric depositors with a load cell,” says Stewart Macpherson, vice president of sales & marketing.
One ready-meals application might be to tie into a conveyorized checkweighing system where an example might be to check the weight of a family pack containing chicken breasts, then feed that information upstream to the servo depositor. Because the chicken pieces vary in weight and size, the Unifiller calculates how much cream sauce to add to bring the pack to the required net weight. This results in all packs containing the same end weight.
Pap Eggs, a Dutch supplier of boiled and peeled eggs, has chosen weighing and counting equipment for the process following the cooking and peeling steps. From a technical standpoint, weighing is ideal due to its insensitivity to differences in density. Another factor is hygiene. Weighing sensors are located outside of the cooked-egg flow. Another important factor is that Pap processes both solid, boiled eggs and preservative liquids. So, by counting and weighing, one combination of measuring systems is sufficient.
To ensure the quality of the cooked eggs during storage and transport, they are put in a pre-package with a preservative liquid. The customer decides, based on the application, the type of preservative, which is then made up by Pap in different amounts, depending on the packaging. This combination of multiple types of liquid in different amounts requires a flexible production system. Pap uses a mixing tank in which the various components are dosed one after another. Because of the required flexibility, the different types of liquids and the required quantities, a PENKO FLEX-2100 controls the weighing and the dosing, meeting all relevant government weight specifications.
Load cells: Weight workhorses
Load cells are the most commonly used weight sensors, especially for solids like flours and sugars, according to Kevin Wilson, Stellar senior process engineer.
“They are simple to configure and simple to use, and they will provide accurate feedback as long as you recalibrate periodically,” he says.
Load cells provide a direct weight output, which means densities and volumes don’t have to be calculated. Plus, since they are typically mounted external to the product, load sensors are relatively easy to maintain, and they’re more food safe.
“The only real disadvantage to load cells is that they can be incorrectly recalibrated during maintenance due to user error,” Wilson says. “This happens on occasion and can cause vessels to be overfilled.”
Spiroflow Systems manufactures bulk bag fillers and bulk bag unloaders, along with bag dump stations. According to Dave Hesketh, director of engineering and product development, most of these products and their different versions use load cells to read weights when the units are either filling or discharging. The equipment is all designed for dry bulk materials and the different dynamics those materials bring to the filling or unloading process. When filling or discharging gravimetrically is involved, load cells are preferred due to greater accuracy.
“There are times when additional level selection is required, such as capacitance probes, tuning forks or rotary sensors, but they are all dependent upon the type of dry bulk material being used,” adds Hesketh. “The range of machines we manufacture for filling applications starts with a gravity-fed volumetric filling system.”
Such a system comprises a support frame for the empty container (usually a bulk bag) and a dust-tight connection to the filling tube. Typically, a valve or feed device introduces material into the filling machine, and a feedback signal is sent to the feed device to stop product flow when the container is full. Some machines use a high-level sensor to prevent overfilling, but the more sophisticated machines include a weigh platform with load cells for fill-rate monitoring and target weight fulfillment, which also prevents over or under filling.
Load cells typically used on a weigh platform for checking the fill weight of a large amount of flour—say a thousand pounds—aren’t going to provide an accurate method of adding just a pound or two of salt to the same vessel.
“The greater the disparity of weight between the product and its vessel, the less accurate the measurement,” says Stellar’s Wilson.
Larger load cells simply aren’t as sensitive to minor changes in weight compared to their smaller counterparts.
“For example, I’m currently working on a dough recipe involving 400 to 600 pounds of flour and micro-ingredients [weighing one to two pounds each] that are mixed into the dough,” adds Wilson. “I’m using a larger hopper to accommodate the large quantity of flour. The degree of accuracy with the flour is generous compared to the microproducts, so the larger load cell isn’t an issue.
“However, the allowable range for the one to two pounds of salt is less forgiving—a fraction over the limit can result in bad, overly salty dough. Therefore, I’m using a smaller hopper (and thus a smaller load cell) for the salt to ensure the greatest accuracy for this micro-ingredient.”
A feeder controller or rate controller, which measures weight by rate, is one method of delivering an accurate amount of material to a batch.
“In the gravimetric mode, the variable setpoint of weight is divided by a variable of time [e.g., lbs./min.] to determine mass flow,” says Hardy’s Duncan.
Thus, a material is moved at a controlled rate around the given setpoint. This flow can be used in a continuous or batch process.
An ingredient can be added to a mix by using either a loss-in-weight or gain-in-weight system with a rate controller. As with the above salt measurement, small volumes may be more accurately metered into the batch using a loss-in-weight measurement vs. a gain-in-weight measure for a large and heavy batch.
“When controlling a loss-in-weight rate of flow, a Hardy controller is used with an appropriate feeding device on the scale to achieve precise flow rates, even in grams per minute,” says Duncan.
Using PID control, a controller can deliver accurate ingredient weights on a continuous or a one-time (batch) basis.
Gain-in-weight control can work consistently well for small bags if the system is designed for them. For example, Welcome Food Ingredients Ltd., located in Huthwaite, Nottinghamshire, UK, needed a way to move away from transferring sugar received in one-tonne pallets containing forty 25-kg bags of sugar down to manageable 10-kg polybags. Manual handling, filling and weighing proved too laborious and time wasting—to the tune of re-bagging 30 tonnes of sugar per week. The company installed a weigh batching system with an integral screw conveyor from Flexicon Europe.
The Flexicon solution changed the way sugar was received at the dock to one-tonne bulk bags, which are emptied as needed by machine into a 110-liter hopper. From the hopper, a flexible screw conveyor 3.0-m long and 115 mm in diameter transports sugar to a 40-liter capacity conical weigh hopper resting on three load cells. A gain-in-weight control system meters sugar into the weigh hopper at maximum feed rate until it reaches a weight of 10 kg. When full, an operator fills a 10-kg poly bag and ties it off, and it’s ready to go—no dust, no spillage.
Volumetric methods aplenty
Today, whether filling machines use weight-based technology or volumetric systems, they all rely on sensors rather than mechanical-based systems for fill level control.
“Sensor-type fillers are more expensive than their older predecessors, the mechanical machines,” says Krones’ Fenske. “But the better yields and less maintenance needed [parts and labor] outweigh [the older machines].”
Volumetric fills can be metered in several ways: from pistons and cavities and the like to high-end flowmeters, level sensors (of which there are many types) and even infrared (IR) and X-rays. It depends on the application.
“Most of our filling solutions draw product from conical or sloping-sided hoppers, where change in gravity can affect the accuracy if not controlled,” says Unifiller’s Macpherson. “We are talking about the level of product in the hopper that can affect the volumetric fill amount if the level in the hopper varies. The way we overcome that is to fill the hopper with one of our product transfer pumps [the Hopper Topper] and use an IR level sensing photo eye, which maintains a constant level in the hopper at all times, resulting in increased portion control.”
In some applications, an end-of-line X-ray inspection may do double duty—not only checking for product defects and contamination but also checking for correct product mass. According to Christy Draus, Eagle Product Inspection marketing manager, the company’s inline X-ray inspection systems are fully capable of determining product mass. This ability to give accurate package weights assists manufacturers in meeting local regulations for package weight compliance and negates the need to purchase checkweighing systems. Component counts using zonal inspection, e.g., for ready meals, can be undertaken without the need for average weight calculations. (A checkweigher can only convert total weight into individual counts if the average piece weight is known.)
It is now also possible to eliminate operator involvement entirely by enabling the X-ray system to feed back information to the filling machine automatically—a feature that is particularly beneficial when processing liquid foods and beverages, says Draus. Automatic adjustments can be made while the line is still fully operational, keeping downtime, wastage and human interaction with the line to an absolute minimum.
IR and X-ray systems like those made by Krones also have their place in modern bottling systems.
“We use different types of sensors for checking fill heights,” says Fenske. “X-ray, gamma, IR, camera—depends on what the customer wants to look for and also what technology they desire. Overfill, underfill—we check for both.”
More conventional sensors are often used in filling applications. Efficient filling machines and equipment rely on a multitude of instrumentation defined by the type of product that is filled. For solids such as powders, grains and chips, the level in the feed bins must be controlled to ensure uninterrupted filling. Endress+Hauser provides point-level and continuous-level sensors, such as free space and guided wave radar, as well as ultrasonic level sensors, says Ola Wesstrom, food and beverage industry manager.
“To detect chute plugging or for pneumatically conveyed products, a Doppler sensor is a great way to reduce costly downtime,” states Wesstrom.
For liquid products, the filler bowl level is critical to the filler performance, therefore, 2-4 capacitance or other sensors are often used to get average level, Wesstrom adds.
“The current trend is to go towards meter-based filling machines where a Coriolis mass flow or magnetic volume flowmeter is used on each filling head to optimize fill levels, thus reducing giveaway.”
While other flowmeters can be used, Stellar’s Wilson recommends reviewing the application carefully and, before choosing one, considering tolerances, accuracy requirements and the liquid being measured.
For example, one consideration is conductivity as it relates to dissolved solids, says Fenske. If it is 20 TDS (total dissolved solids in parts per million) or higher, an inductive flowmeter will be the measurement choice. If it is less than 20 TDS or has no conductivity at all, then a mass flowmeter is the solution.
Besides choosing a magnetic (or inductive) flowmeter for conductive products and a Coriolis mass flowmeter for non-conductive products, Wesstrom suggests that Coriolis is a good option for where the product is sold by weight vs. volume.
“Coriolis mass flow is also more accurate and so often used for higher-value products,” he says.
The next step is the proper sizing of the meter and the selection of a high-speed valve to ensure accuracy and repeatability.
Ultrasonic level sensors use the time differential of sound wave interaction to measure a change in level and can be used for both solid and liquid product. Plus, they’re relatively inexpensive and simple to install.
“However, ultrasonic level sensors can be less accurate than load cells because there are more opportunities for error,” says Stellar’s Wilson. “The sensor is installed directly over the product and must be calibrated carefully to ensure proper measurement of change in distance.”
Since ultrasonic sensors measure a change in level, volumetric changes calculated from the change in level and density are then multiplied to calculate the total mass, adds Wilson. Since densities can vary widely with changes in temperature and other outside influences, there are only a few situations where this technology can be applied.
Other devices can be used to monitor continuous levels of dry products in bins, such as weight-and-cable, 3D scanners, open-air radar and laser devices. A white paper by BinMaster, entitled “How to Select a Continuous Level Sensor,” provides selection criteria for the most popular types.
Proximity sensors can use ultrasonic, inductive, photoelectric and ultrasonic technologies and provide a degree of level measurement. Proximity sensors can be used to allow filling containers until a certain level is attained, then provide a stop signal to stop the filling machine at a predefined level, says Unifiller’s Macpherson. Such products might include chunky seafood salads, crab meats, fruit salads, potato salad and coleslaw.
“We had a manufacturer of brownie mix that needed Spiroflow to accurately dispense the correct amount of product from a bulk bag into the process,” says Hesketh. “The design of our equipment using proximity sensors allowed the manufacturer to improve the accuracy of the batches, and [the company] was able to increase the number of batches to exceed the originally requested number.”
Finally point-level switches may be a simple solution.
“We manufacture both point-level switches [i.e., high-level, low-level] and continuous transmitters to monitor and/or control equipment,” says Dean Mallon, Endress+Hauser national product manager—level. “As the inventor of vibronic technology in process applications, we offer both single rod and tuning fork style of switches to meet demanding applications ranging from dry aggressive media to liquids and slurries.”
Choosing sensors
Choosing the right sensor for a weighing/filling application depends literally on the weight of the product. The maximum/minimum capacity will determine the size of the sensor you want to use. If you are filling 1¼-oz. bags of potato chips, the sensors need to measure in fractions of an ounce, says Hardy’s Duncan. If you’re filling 200-lb. bags of potatoes or flour, your sensors and handling method need to be selected accordingly.
The weight controller, feeder or dispenser/filler typically can handle any weight specified. Only the sensors and handling methods need to change. Many of the same considerations apply to liquids, though factors such as temperature, density, mass, volume and other process variables may apply. When processors have a full description of their filling applications, suppliers stand ready to assist, and often, there are many application and computational helps available on supplier websites.
One document, “A Guide to Dynamic Weighing for Industry,” is available from The Institute of Measurement and Control and covers several configurations of weighers for batch and continuous operations and looks at feeders, mass flowmeters and much more. Another document, “NIST Handbook 133, Fourth Edition, Checking the Net Contents of Packaged Goods,” looks at methods and testing procedures to check weights of various-sized dry and liquid packages and provides several examples.
For more information:
Scott Duncan, Hardy Process Solutions, 858-278-2900,
tim.norman@hardysolutions.com, www.hardysolutions.com
Vincent M. van der Wel, PENKO Engineering, 31 318 525630,
info@penko.com, www.penko.com
Barry Fenske, Krones USA, 414-409-4000,
barry.fenske@kronesusa.com, www.kronesusa.com
Ola Wesstrom, Endress+Hauser, 888-363-7377,
ola.wesstrom@us.endress.com, www.us.endress.com
Stewart Macpherson, Unifiller Systems Inc., 604-940-2233,
stewartm@unifiller.com, www.unifiller.com
Kevin Wilson, Stellar, 904-260-2900,
kwilson@stellar.net, www.stellar.net
Dave Hesketh, Spiroflow Systems, 888-909-7674,
davehesketh@spiroflow.com, www.spiroflow.com
Christy Draus, Eagle Product Inspection,
eaglesales@eaglepi.com, www.eaglepi.com
Dean Mallon, Endress+Hauser, 888-363-7377,
dean.mallon@us.endress.com, www.us.endress.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








