OEE + AI: Smart Tweaks for a Better Manufacturing Future
Four key areas of OEE improvement benefit from the latest in artificial intelligence technology.

AI optimizes equipment performance within safe limits, driving significant improvements in OEE and overall productivity.
There are at least four areas concerning production and/or packaging lines in which overall equipment effectiveness (OEE) can be improved. Careful attention to these can up OEE scores and make a line more efficient and productive. Today, AI can be applied to let processors know of a potential problem long before it happens. The four key areas for line improvement include:
- Reducing changeover times
- Minimizing micro-stoppages and minor losses
- Improving first-pass yield (quality focus)
- Tailoring preventative maintenance to the production schedule
1. Reducing Changeover Times
In food and beverage production, frequent changeovers for product variety can erode efficiency. Single-Minute Exchange of Dies (SMED) techniques, automation opportunities and pre-staging strategies cut transition time without compromising cleanliness or compliance. But, how can these strategies be combined with AI to shorten changeover times?
Frequent changeovers remain one of the largest sources of planned downtime and are a major contributor to lost productivity, says Steve Adams, CEO of Lineview. “Our recent global benchmarking report highlighted this as a key area of loss for most manufacturers. As companies expand their product ranges and introduce more SKUs, changeovers become more frequent and increasingly complex — both significantly affect line efficiency. The manufacturers still performing well in this area are using accurate data to make better decisions and identify improvement opportunities.”
Automation suppliers know this problem firsthand. “Reducing changeover time is one of the clearest ways to boost availability and productivity on the line. At Bosch Rexroth, we help customers shorten these transitions by combining proven mechanical strategies like SMED with intelligent automation and digitalization tools,” says Justin Lackey, senior sales engineer, Linear Motion Technology. Linear motion components — such as ball rail systems with pre-configured position points — allow for rapid mechanical adjustments. When coupled with AI, changeovers become not just faster, but smarter.
“In addition to making changeovers as efficient as possible, by implementing automation solutions and pre-staging as part of the process, the overarching initial question should be ‘How do I reduce the number and scope of changeovers required?’” says Richard Phillips, director of smart manufacturing, Polytron, Inc., a Control System Integrators Association (CSIA) certified member.
This leads to schedule optimization as the first step, Phillips adds. “Tools such as Parsec’s TrakSYS Algorithmic Production Scheduling (APS) help reduce changeover time through advanced, real-time scheduling algorithms that strategically sequences production to minimize downtime associated with switching between products or SKUs, and thus maximizing your scheduling OEE.”
“In my experience leading transformations across food and beverage operations, the convergence of SMED techniques with AI represents a fundamental shift in how we approach changeover efficiency,” says Sarah C. Crabb, managing director – Americas Supply Chain and Operations/Industry, consumer industries lead, Accenture/Strategy & Consulting. “We’re seeing manufacturers move beyond incremental improvements to achieve step-change reductions in downtime.”
The key is creating an intelligent orchestration layer that brings together predictive maintenance, automation and human expertise, Crabb adds. “When AI analyzes historical sensor data and equipment patterns, it doesn’t just predict when changeovers are needed — it fundamentally changes how we schedule and sequence production. I’ve seen operations reduce changeover times by 40-60% by grouping similar products intelligently and using AI-driven robots to handle parallel tasks like cleaning and retooling while machines are still running.”

AI models help to achieve smart transition operation by predicting future inventory based on the current repository and changeover time of operation based on standard operating procedures, so that the disruption is minimized, says Saravanan Prabakaran, Yokogawa principal, Life Sciences Business Unit. Simultaneously, AI uses large sets of historical operation data to classify the past operations and refine workflows for optimal transition operation to minimize disruptions.
AI aids intelligent operations for automation of intermittent or transition operations using adaptive learning techniques combined with PLC/DCS systems to dynamically adjust parameters so that manual intervention is drastically [reduced] due to autonomous operation, Prabakaran says.
“AI supports the pre-staging activities — starting with planning operation loads based on demand, inventory of raw materials, equipment availability — and then schedules day-to-day operations with or without the use of digital twin technologies,” Prabakaran adds.
Digital twin agents are particularly powerful here, says Accenture’s Kimia Daraghi, senior manager – Accenture Supply Chain and Operations/Industry X autonomous supply chain lead. “They simulate optimal changeover sequences before physical execution, allowing us to test and refine approaches virtually. When combined with AI-enhanced vision systems that instantly verify cleanliness and setup compliance, we’re seeing organizations achieve SMED targets that seemed impossible just a few years ago. These systems ensure OEE standards are met without manual intervention, creating a truly autonomous changeover process.”
Plan Changeovers Carefully to Improve OEE
Changeovers are always a problem affecting efficiency but with proper planning and training, these can be improved and help increase performance.
- If possible, plan similar products to run back-to-back that may not require full line changeouts. This step cannot always be completed due to customer demand, but when possible, it is a very simple change that can help improve daily running efficiencies. Grouping similar products and moving the larger full changeovers to non-standard running times will naturally improve changeover times.
- When it comes to changeovers, centerlining is key. Providing a known base setpoint for every product improves startup after changeover and helps eliminate some of the “human error” that tends to plague changeovers. Preferably this is handled automatically by recipe-based programs.
- Pre-staging is also very beneficial to improved changeover times. When all the tooling and equipment needed is staged to the line in the order of product changes as well as order of implementation, time is saved from searching for the parts and tools needed for changeovers.
- Training is another needed step for well performed changeovers. When operators and maintenance personnel know exactly what they need to do and are responsible for each changeover, the process will flow smoothly and efficiently.
- AI can assist in the changeover process by helping operators to eliminate the wasted steps that may occur, either due to increased processing times or during shift changes.
— Logan Bemis, OEE consulting engineer, Process and Data Automation, a CSIA Certified Member
2. Minimizing Micro-Stoppages and Minor Losses
Production lines are capital-intensive, and even small inefficiencies can have a significant impact on performance and profitability, says Lineview’s Adams. Deploying AI capabilities that help manufacturers identify and address subtle but important changes in machine behavior, for example, has become business critical.
Every machine has a standard performance pattern, a digital fingerprint, that reflects how it runs when it is operating normally, Adams says. If a packer runs with a mean time between failure (MTBF) of 45 minutes and that drops to 30 minutes, it is a sign that something has changed — a mechanical issue, a materials problem, a setup error or even a variation in how the machine is being operated.
While some machine stops are easily spotted, it’s the micro-stops that go unnoticed — until something catastrophic happens.
EXPLORE MORE


Micro-stops are hard to detect with the naked eye when you’re observing a production line, says Polytron’s Phillips. “We’ve seen several cases where these micro-stops can add up to have a significant negative impact on OEE. A downtime tracking and OEE solution is required to capture these micro-stops — or slow running conditions — and aggregate the losses over a shift to fully understand the impact.”
“Over the years, I’ve seen how micro-stoppages can be the silent killers of OEE,” says Accenture’s Crabb. “What appears as a 30-second jam here or a minute-long misfeed there can aggregate to hours of lost production daily. The challenge has always been visibility — these brief interruptions often go unrecorded in traditional systems.”
“Micro-stops are a problem to any production line and are often overlooked due to the shortness of the stoppage and typically overshadowed by major stoppages,” says Logan Bemis, OEE consulting engineer for Process and Data Automation (P&DA), a CSIA certified member. But by working on eliminating minor stoppages line performance can be greatly improved — not just because of the lost time, but also because the line will run more efficiently without ramping, which is the major issue with minor stoppages and more detrimental than the stoppage time itself. With real-time monitoring, improvements can be made by first identifying the areas of stoppages — then by showing which stoppages are causing the largest issues. AI-based technology can assist in this area by taking real time monitoring data and trying to predetermine where the next stoppage may occur.
AI makes it possible to detect and understand the causes of these shifts, Adams says. By continuously monitoring machine data, AI can also identify changes in performance and automate alerts when something moves outside of the expected range.
Most often, minor hiccups in the production line — such as jammed packaging, fallen products or label misfeeds — cause considerable losses in throughput and line efficiency, which adversely affects the bottom line, says Krupa Ravichandraan, sales product manager, VarioFlow plus & ACTIVE Shuttle. “Condition monitoring and predictive maintenance with the help of sensors, cameras and other digital tools are already aiding in minimizing or preventing those losses when deployed correctly. AI based technology can play a significant role in efforts to minimize micro-stoppages and minor losses.”
“What I’m particularly excited about is the concept of AI agents creating centralized control towers where humans and AI collaborate seamlessly,” says Accenture’s Daraghi. The system learns and adapts over time, reducing false alarms while improving intervention accuracy. Accenture is seeing implementations where:
- Edge sensors detect anomalies in real-time
- AI agents classify and predict stoppage causes
- Unified dashboards enable collaborative human-AI remediation
- Models continuously retrain with operator feedback and contextualized knowledge graphs
“This creates an intelligent ecosystem that gets smarter with every interaction, turning micro-stoppage management from reactive firefighting to proactive optimization,” Daraghi says.
In sum, AI-based technology definitely helps in minimizing micro stoppages and minor losses, combined with digital transformation (Dx) infrastructure available at the facility, which provides staff with the information they need to optimize operation and maintenance data, says Yokogawa’s Prabakaran. This real-time data can be pushed to the cloud, where AI technologies can be applied for anomaly detection, vibration analysis, thermal imaging analysis, acoustic analysis and other analyses.
3. Improving First-Pass Yield (Quality Focus)
Improving the first-pass yield (FPY) is an important component for increasing OEE, Prabakaran says. Typically, in any process the quality is dependent on four Ms (Man, Machine, Material and Method), and AI can help by identifying:
- Any deviation in quality caused by man by comparing current with past operation
- Any deviation in quality caused by machines by analyzing the equipment data on the developed AI models
- Any deviation in quality caused by material by analyzing the quality of raw materials and their magnitude of impact on the operational parameters
- Any deviation in quality caused by the method by analyzing the operational data and its impact on quality, delays in execution and other issues
Using these and other techniques, AI will help predict quality excursions caused by the four Ms, so that necessary countermeasures can be quickly designed and implemented.
Quality losses are a key component of OEE loss and have a direct impact on efficiency and output, says Lineview’s Adams. “We track quality-related losses through two main areas. The first is reject data, where machines automatically remove defective products from the line. The second is held stock, which refers to product that is flagged for further inspection.” Adams points to one of the main contributors of quality loss in FPY being variability in raw materials.
“By increasing raw material standards prior to hitting the production line, downstream rejection of work product can help to be avoided — reducing scrap costs and eliminating line stoppages from rejects,” says P&DA’s Bemis. “Adding vision systems to automate the inspection process early in the process reduces downstream defects; adding the capability of AI will help in the instant identification of defects and help predetermine needed changes to increase product yield.”
“AI is able to proactively identify correlations between various data sets (downtime, quality, maintenance, scheduling, etc.) that may be negatively impacting each KPI,” adds Polytron’s Phillips. “For example, AI will be able to identify that when a certain SKU is run on a certain line, there tends to be more quality issues, and suggest potential corrective actions.”
With AI-driven inspection systems, any deviation in motion or alignment can be identified in real time, says Bosch Rexroth’s Lackey. For example, if a pick-and-place system begins showing slight inconsistencies in repeatability, AI can analyze motion curves and alert operators before a quality issue arises. Combined with root cause tracking — connecting machine parameters to batch output — AI can help pinpoint the cause of defects quickly, whether that’s raw material variation or mechanical wear. This allows production teams to fix the problem at the source and keep rework rates low, maintaining a high OEE score on the quality side.
Root cause analysis is essential for long-term improvement, says Lineview’s Adams. Whenever there is a major quality issue or a consumer complaint, the ability to trace the problem back to the exact time of production is extremely valuable. For example, in beverage manufacturing, product labels include a best-before date and time stamp. This allows teams to identify when and where the issue occurred. This level of traceability makes root cause analysis faster and more effective.
“In previous roles, I used this approach to implement what we referred to as a ‘100-year fix’ — a solution designed to prevent the issue from recurring,” Adams says.
While AI-powered vision systems are just the detection layer, the real innovation comes from root cause agents that trace quality issues across the entire value chain — from procurement through planning to production, says Accenture’s Daraghi.
First Pass Yield — What your Entire Value Chain is Doing
First-pass yield has been a north star metric throughout my career because it reflects the entire value chain’s effectiveness. When I think about sustainable OEE improvement, FPY is where strategy meets execution.
The foundation starts with raw material quality — something I learned early in my career. Poor or inconsistent inputs inevitably lead to downstream issues. But today’s AI capabilities transform how we manage this. By analyzing patterns across supplier performance, delivery timing and quality outcomes, AI helps us predict and prevent issues before materials even enter production. I’ve overseen implementations where this proactive approach reduced defect rates by 30-40%.
The game-changer has been AI-powered vision systems for in-line inspection. Unlike human inspectors who might catch defects intermittently, these systems provide 100% inspection at line speed. But the real strategic value comes from root cause analysis. When AI traces quality issues back through machine settings, operator actions, environmental conditions and material properties, it reveals systemic improvements that transform operations. This isn’t just about catching defects — it’s about eliminating their sources entirely.
These autonomous AI agents can uncover patterns that would be invisible to traditional analysis. For example, we recently discovered that defects in one facility correlated with forecast accuracy mismatches that led to suboptimal storage conditions for raw materials. Physical AI adds another dimension by autonomously simulating how material properties interact with process conditions, allowing teams and robots to fine-tune settings preemptively.
Our implementation checklist now includes:
- Deploying in-line vision AI for real-time detection
- Using root cause agents to trace issues across all functions
- Scoring suppliers on quality consistency and material behavior
- Simulating process-material interactions at the operational edge
- Creating automated feedback loops for mid-run adjustments
This creates a self-improving quality system that gets more sophisticated with every production run.
What’s particularly innovative is the use of autonomous agents that act as digital maintenance planners. These agents continuously evaluate equipment health and negotiate with production planning systems to find optimal intervention windows. On the shop floor, AI-enhanced robotic systems can perform routine inspections, lubrication and minor repairs autonomously. These robots are trained in virtual environments to handle complex tasks safely, reducing manual intervention needs.
— Sarah C. Crabb, managing director – Americas Supply Chain and Operations/Industry X, Consumer Industries Lead, Accenture / Strategy & Consulting
4. Tailoring Preventative Maintenance (PM) to the Production Schedule
“Throughout my career, I’ve seen the evolution from run-to-failure to time-based maintenance, and now to truly predictive strategies,” says Accenture’s Crabb. “The business case is clear: unplanned downtime can cost food and beverage operations $50,000-$100,000 per hour. But the solution isn’t just about technology, it’s about reimagining maintenance as a strategic enabler rather than a necessary evil.”
The shift to proactive maintenance requires aligning three elements: equipment health data, production schedules and business priorities, Crabb adds. “AI excels at this orchestration. By analyzing vibration patterns, temperature trends and cycle counts alongside production demands and changeover windows, we can optimize when maintenance occurs. I’ve led transformations where this approach reduced unplanned downtime by 50-70% while actually decreasing total maintenance hours.”
What’s critical from a leadership perspective is changing the maintenance mindset from “fixing problems” to “ensuring availability,” Crabb says. This means investing in sensors and analytics, yes, but also in training maintenance teams to interpret AI insights and make data-driven decisions. The organizations that succeed treat their maintenance teams as reliability engineers, empowered with AI tools to maximize asset performance. The cultural shift is as important as the technical implementation.
Polytron’s Phillips cautions that one often overlooked issue in making the transition from reactive maintenance to PdM is that many maintenance software systems are silos of information, not aware of the production schedule, OEE, quality issues, etc. He recommends that manufacturers consider a MES platform capable of supporting all this this functionality so information can be contextualized more easily. This includes better coordination of the maintenance activities into the overall production schedule and being able to see more easily how specific maintenance activities impact OEE, quality, etc.
While Crabb makes the point of changing the maintenance mindset to one of reliability, P&DA’s Bemis still sees the largest issue plaguing most facilities is the lack of experience of maintenance employees as well as their troubleshooting abilities. In this area, AI can have a huge impact and take preventative maintenance programs to the next level. The next level will be that machines’ ability to monitor their own conditions will lead to — through using AI — machines that can self-diagnose, troubleshoot and create work orders, giving maintenance personnel lots of lead time on repairs. Bemis sees this process as reducing the learning curve of the maintenance staff.
To the Future and Beyond
The future lies in breaking down silos between functions, says Accenture’s Daraghi. OEE reflects how well the entire value chain collaborates, not just how efficiently production runs. Key moves for next generation OEE include:
- Challenge teams to co-own performance across functions
- Use AI to connect insights across the value chain
- Align systems and data for faster, smarter decisions
- Focus on long-term reinvention, not just optimization
- Build resilience as a core capability
- Create ecosystems where digital tools amplify human expertise
The name of the game is building operations that don’t just perform well in stable conditions, but thrive amid uncertainty. That’s the real measure of operational excellence in today’s world.
The Role of People in Improving OEE
One of the most overlooked areas in improving OEE is the role of people. While technology and data are essential, real gains come from investing in your team. Upskilling operators, engineers and team leaders makes them faster at making informed decisions that directly impact efficiency, availability and quality.
Strong daily routines such as shift reviews, performance huddles and structured problem-solving also create consistency and focus. These routines work best when supported by reliable data that gives engineers the confidence to act.
In this way, operators begin to use platforms such as Lineview in a new way. It becomes a tool for resource allocation, directing engineering support to where it is needed most urgently, highlighting machines that are trending towards failure and ensuring the right decisions are made at the right time.
Beyond the numbers, this clarity improves team morale and engagement. When people can see the results of their actions, they feel further equipped to make more of a difference. That creates a stronger operating environment where continuous improvement becomes part of the culture.
— Steve Adams, CEO, Lineview
Applying OEE to Process Control
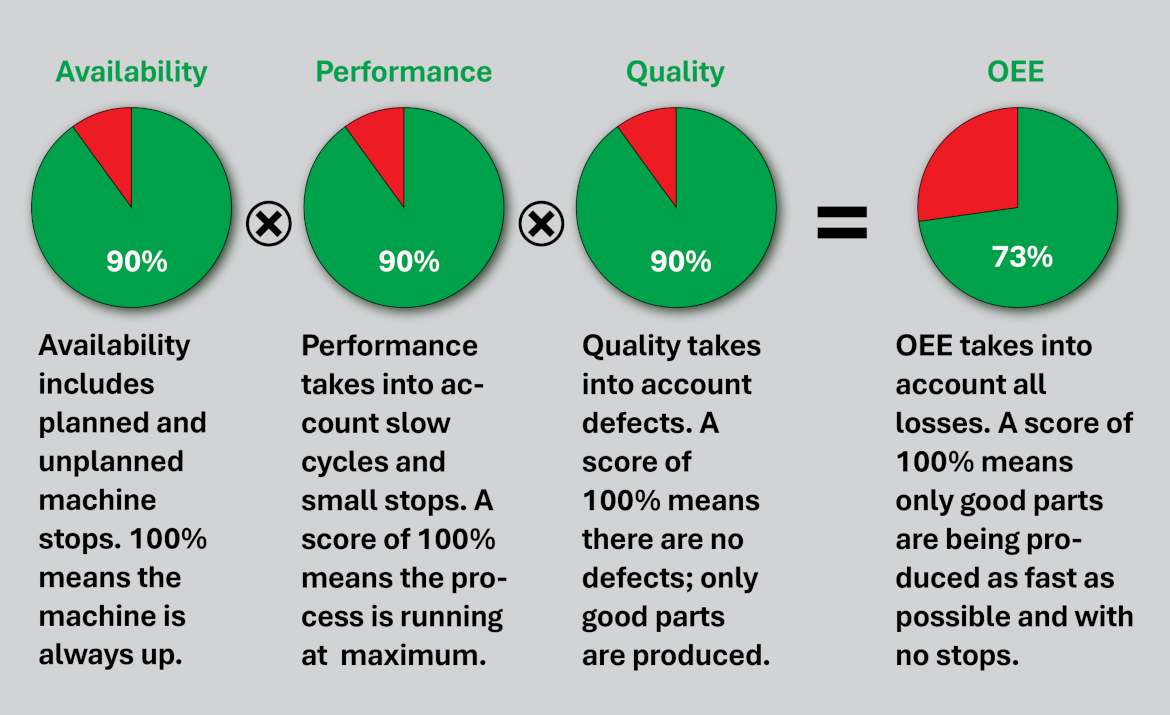
The discrete manufacturing world is well acquainted with overall equipment effectiveness (OEE), which is nearly universally accepted for helping users to see through a growing fog of voluminous data with a calculation based on three core attributes common to all production assets: availability, performance and quality.
However, many portions of food and beverage production plants are continuous and batch processes, and operations teams for these areas have long struggled with answering the question: “How well is my plant being controlled today?”
Control Station has decades of experience helping manufacturers with process optimization, and the company’s PlantESP control loop performance monitoring (CLPM) solution includes a library of key performance indicators (KPIs) for assessing PID loop tuning, mechanical operation and process interactions.
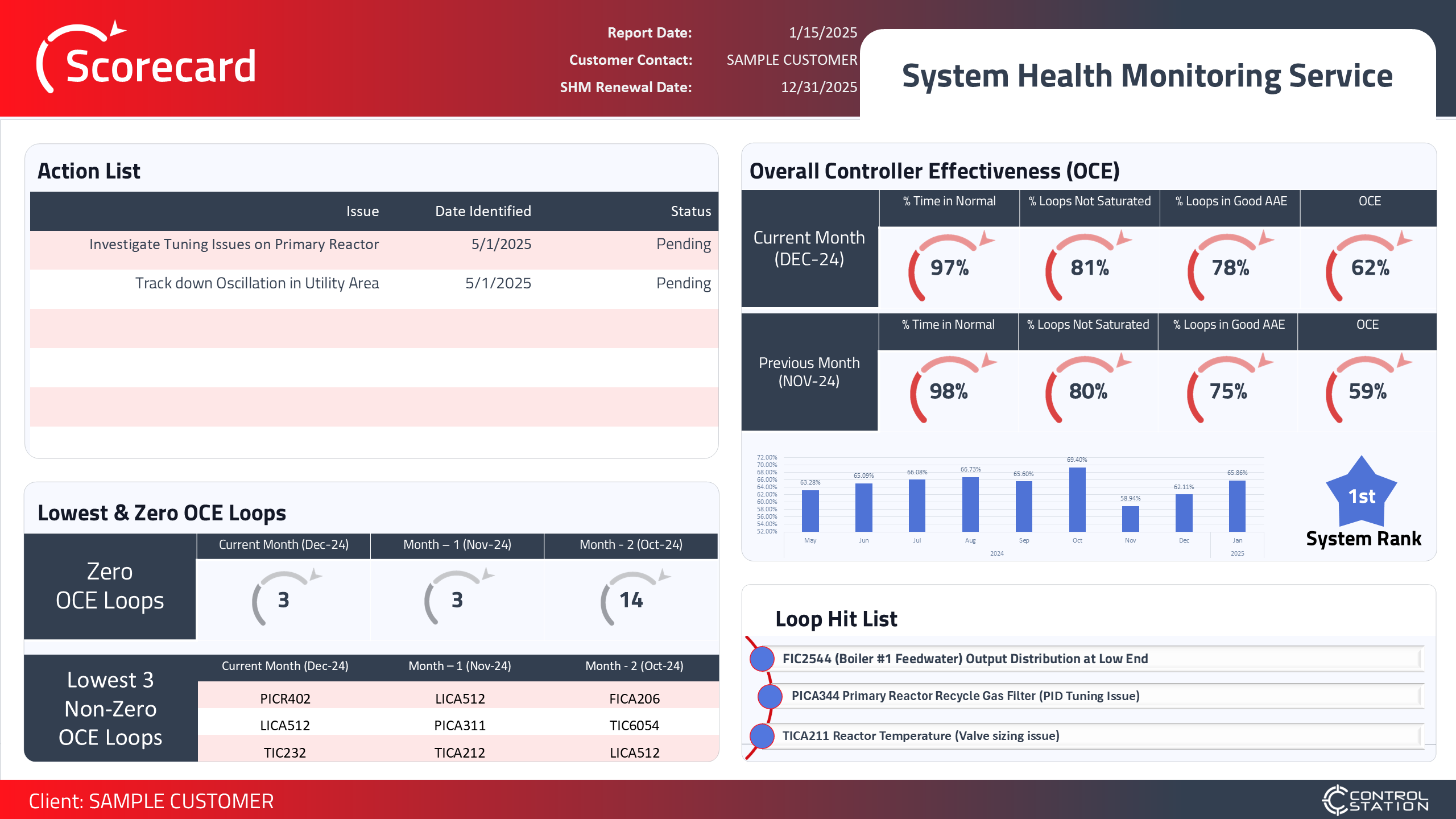
Recently, Control Station has introduced a new metric called overall controller effectiveness (OCE), aimed at equipping process manufacturers with a singular metric for benchmarking performance.
Like OEE, OCE is a composite value formulated using the same operational attributes:
- Availability: Running in normal mode, without being overridden
- Performance: Controller output (CO) running within its designed range, without limitations
- Quality: Process variable (PV) operating near setpoint (SP), within acceptable limits
Process manufacturers are leaning on OCE to benchmark performance of individual loops up through critical production units and even entire facilities. It’s providing management with a single value for gauging performance and for understanding the value associated with optimization initiatives. Since its introduction a year ago within Control Station’s services, OCE is currently applied at approximately 150 production facilities.
OCE serves as an intuitive tool for identifying issues that require investigation, enabling engineers to drill down within PlantESP to isolate underlying process control performance problems. Field experience shows that OCE values tend to trend upward with this approach, correlating with overall performance improvement. By providing the right amount of information to the right people, OCE empowers front-line personnel to work proactively, ultimately driving organizations toward world-class production.
— Robert Rice, PhD, vice president, engineering, Control Station, Inc.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






