Plant of the Year
Food Plant of the Year 2016: SugarCreek brings home more than the bacon
Though SugarCreek started out as a bacon processor, its newest high-tech plant is poised for growth as consumers demand more sophisticated RTE food products.

Chicken, grill marked and vacuum sealed, goes into the sous vide Armor Inox system. Photo: Ross Van Pelt, RVP Photography.

This is a view of the sous vide Armor Inox line from the observation deck at the mezzanine level. Photo: Ross Van Pelt, RVP Photography.

An operator manages the grinding operation on the meatball line. Photo: Ross Van Pelt, RVP Photography.

Two on-demand steam generators supply process equipment with steam. Photo: Ross Van Pelt, RVP Photography.

One of the many Cisco networking cabinets located throughout the facility forms the backbone of the Industrial Internet of Things. Photo: Ross Van Pelt, RVP Photography.

A Cisco Wi-Fi access point in an industrialized box and a high-definition video camera are located throughout the plant in the various production halls and rooms. Photo: Ross Van Pelt, RVP Photography.

Engineers discuss cooling system requirements for the plant. The screens are also available in the plant to allow certain operators to make changes. Photo: Ross Van Pelt, RVP Photography.

MBBR systems are located at the detached wastewater treatment center. Cooling towers for the ammonia refrigeration system can be seen in the background. Photo: Ross Van Pelt, RVP Photography.

The sous vide line has a “dishwashing step” where all trays are washed before being reused. Photo: Ross Van Pelt, RVP Photography.
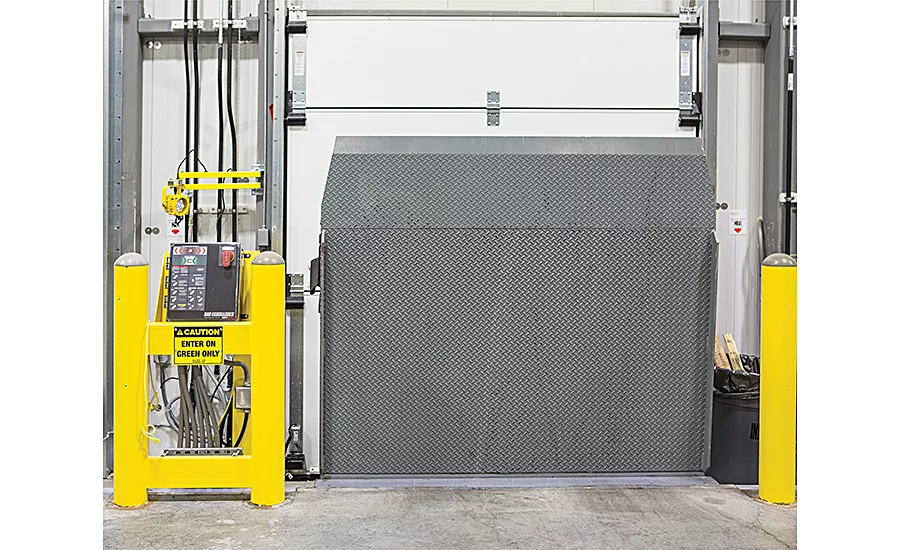
Controls for opening the loading dock doors are protected by pylons with breakaway joints to prevent the entire floor from being damaged, if a forklift accidentally runs into them. Photo: Ross Van Pelt, RVP Photography.

Shown here is the final cooking stage for gourmet meatballs as they exit toward the cooling and packaging stages. Photo: Ross Van Pelt, RVP Photography.

Seven of 12 ammonia compressors in the refrigeration building are shown in this photo. Photo: Ross Van Pelt, RVP Photography.

Vice President, Manufacturing, Dan Sileo confers with a team member on the status of the day’s production. Photo: Ross Van Pelt, RVP Photography.

In the foreground is one of the many Cisco networking control stations; behind is a motor control center. Photo: Ross Van Pelt, RVP Photography
Yes, bacon has lately become a trend or fad, leaping its way out of the breakfast frying pan into food creations where it would have seemed an unlikely ingredient just a few years ago. And, producing bacon is where SugarCreek got its start. But, under the leadership of forward-thinking Chairman/ CEO John G. Richardson, the company is bringing home the bacon itself in a big way.
SugarCreek, a 50-year-old company with about $600 million in annual sales, has set its sights on a billion dollars in annual sales by 2020, according to Lance Layman, VP business development. Key to this growth is the new SQF Level 3 production facility in Cambridge City, IN (CCI), which has the technology and flexibility to keep up with the latest trends in high-quality food products. Based on a variety of factors, Food Engineering selected the CCI facility as its 2016 Plant of the Year.
Article Index:
- Site issues solved
- Separate ammonia facility affords safety
- Knowing where people are
- Planning a flexible facility
- Intelligence Abounds
- Team approach to work
- Energy savings
- Meeting future needs
- CCI—High points at a glance
The new 418,000-sq.-ft. CCI facility will add $300 million in annual production capacity. A big part of this is the new, totally automated sous vide (Fr. “under vacuum”) line, which can run up to 10 different products at the same time, each with a temperature accuracy of 0.1°F.
Sous vide cooking technology is not new in Europe. In fact, sous vide proteins and complete meals are plentiful and can be found in virtually all retail food stores, including high-end Marks & Spencer, according to Layman. It’s the US sous vide market that is 15 years behind, although some sous vide kitchen equipment is available for home chefs at high-end retail stores, Amazon and other online marketplaces.
The folks at CCI are ready to set the stage in a big way for sous vide products for the foodservice industry, including upscale and full-service restaurants; its chefs traveled to Paris to learn the technology, and French specialists have been to CCI to confer on the latest techniques. And, SugarCreek has been working on 40 to 50 new projects with customers ready to embark on the sous vide journey.
The chefs at CCI’s R&D kitchen provided some sous vide products for sampling during Food Engineering’s recent visit. On the menu were pork belly, ribs, pork tenderloin, filet mignon, turkey, Chilean sea bass, salmon and more. Demonstrations are also conducted for potential customers who visit the facility.
But, sous vide is not the only process worthy of mention at the new facility; it also contains a protein snack line and another line that runs sausage patties. Yet another line runs gourmet meatballs. Each of the plant’s three halls features a raw side and an RTE side, with separate entrances and flexible line arrangements. Red floors indicate raw processing areas, gray designates RTE areas, and blue indicates transitional areas (e.g., in the sous vide line where the product enters in a raw package, but comes out fully cooked at the other end).
The facility also has advanced process control systems, data acquisition and collection, historians and several high-tech devices (including wireless everywhere and 250 hi-def video cameras inside and outside the plant), with an Industrial Internet of Things (IIoT) network provided by Cisco Systems. ONEsource Facility Solutions designed, built and oversaw the construction of the site.
More Plant of the Year Features:
Site issues solved
In 1966, SugarCreek opened its first bacon processing plant in Washington Court House, OH. The CCI location is the company’s sixth facility. Its other locations include two in Cincinnati, and one in Dayton, OH and Frontenac, KS.
CCI is approximately halfway between Dayton and Indianapolis. Completed in 2015, the facility’s construction was not without a few kinks, but the issues were solved by ONEsource and SugarCreek working together. These included—among others— a pre-existing structure, extremely wet weather and a limited capability of the POTW (publicly owned treatment works), making a pretreatment facility an absolute necessity.
SugarCreek wanted a facility with a layout based on the separation of raw and RTE sections, with space for work in progress, blending, cooking, packaging and shipping. In addition, shipping and receiving docks needed to be separated for incoming raw goods and outgoing cooked products. Plus, a separate receiving dock for corrugated materials and another for chemicals and dry ingredients were necessary. The facility also would need separate employee welfare areas and clothing to match, as well as the proper flow of product and filtered air.
When SugarCreek purchased the property, it included a building previously owned by Really Cool Foods. Unfortunately, the 78,000-sq.-ft. facility was lacking in a couple of ways. “One of the biggest issues with that facility was the wastewater,” says Lorie Brengelman, SugarCreek environmental director.
To start out on the right foot, SugarCreek thoroughly evaluated several pretreatment technologies before selecting a system. SugarCreek and the design engineers met several times with state and local officials to present their chosen technology and explain how the system would achieve compliance with their limits, something the operation prior to SugarCreek could not do. The resultant pretreatment system is located in a separate 16,000-sq.-ft. facility and includes a 18,000-gallon pit, two roto-strainers, three DAFs, a moving bed bioreactor system and a 250,000-gallon EQ (equalization) tank. Currently, the system handles 120,000 gallons/day (mostly washdown/cleaning water), but it can easily handle the approximately 300,000 gallons per day the plant will produce once it’s operating at full capacity. The wastewater facility has been producing an effluent well below the POTW requirements for BOD, TSS, Oil and Grease, etc.
The orginal building itself also presented problems. “When we first did the design, we were just going to take down the interior walls on the production side, but when we scoped out the plumbing and other issues, we ended up having to demo the concrete and pretty much start from scratch,” recalls Garland Smith, construction operations, ONEsource. The 50,000 sq. ft. of production space was totally gutted, while the remaining 20,000 sq. ft. of office space was left alone.
Building the total production space as greenfield allowed the inclusion of proper drain systems. “SugarCreek learned from all its other facilities what works and what doesn’t,” notes Smith. “We went with all area drains; there isn’t one trench drain in this facility. Not only that, from the P-trap to the drain, rather than using fittings, we welded all the joints so they won’t break away at the P-trap and shut down production.”
Rain delayed the pouring of concrete last summer, so handling storm water was also a major consideration in the overall site design. A large retention basin was constructed to reduce the amount of water that would feed into the detention basin that services the industrial park and eventually goes into the municipal storm water system.
Separate ammonia facility affords safety
For safety’s sake, the 85,000-lb. ammonia-based refrigeration system is located downwind of the entire plant in its own dedicated 11,000-sq.-ft. structure. Twelve compressors are in the engine room, 11 of which are used for primary refrigeration; the other is used for pump-out during maintenance of refrigeration components. The 11 GEA screw ammonia compressors have a total capacity of 4,300hp and create up to 4,000 tons of refrigeration capacity. The system also uses evaporative cooling, with the water treatment chemistry for the evaporative condensers allowing increased cycles of concentration, saving millions of gallons of water each year.
Since safety is a primary concern, SugarCreek conducted a detailed process hazard analysis (PHA) on the refrigeration system. The HAZOP (hazard and operability study) methodology used for the PHA helped SugarCreek develop a thorough, orderly, systematic approach for identifying, evaluating and controlling potential hazards involving dangerous chemicals such as ammonia.
The GEA compressors and all integrated refrigeration components are controlled by an electronic control system sequencer. An intelligent HMI finds the optimal operating point to save energy, determine machine operating times and compute capacity utilization. The automated system also minimizes the potential for operator error and system failures.
Ammonia leak sensors are located in the refrigeration structure, scattered throughout the entire plant and tied into the plant-wide network. Connected into the network is a multivalve system that helps provide automatic shutdown if a leak is detected anywhere at the facility.
The automatic shutdown sequence is accompanied by local and remote, audible and visual alarms, as well as immediate operator notification via an automated dial-out system. The emergency ventilation system incorporates two additional redundant exhaust fans and provides an exhaust rate 30 percent greater than required by existing codes.
Knowing where people are
Today’s real-time location systems (RTLSs) can locate people in a plant, whether there’s an emergency or not. According to Ed Rodden, SugarCreek chief information officer, installing such a system, which will work with the plant’s Wi-Fi system, is part of the next technology phase at the plant.
“We’re going to put active RFID tags into our employees’ caps,” explains Rodden. “They will allow us to track everybody continually when they’re in the facility. We have 85,000 pounds of ammonia onsite, so if there’s a leak, this capability will allow us to determine if everybody is out of the building, and if they’re not, where they are. We’re also going to give tags to the local fire department. Then, if they respond to a fire or [an ammonia] release, they’ll be able to monitor their own people. And, if somebody is trapped in the plant, they’ll know exactly where that person is.”
But, there’s more to an RTLS than just safety. The food industry loses labor dollars due to the inability to accurately track employee productivity. Accounting for labor maintenance dollars is another issue. With RTLS, the facility will be able to track down labor to a particular machine or even to a specific part of a machine.
Planning a flexible facility
In the design stages of the project, consideration was given to customers who would like to tour the operation and see their products being made. A mezzanine was built to allow visibility into every hall. It’s almost like walking the streets of a small town and getting the bird’s eye view. In fact, “street” signs point out the direction of every hall and other locations in the facility. “A lot of our customers come through, and from a logistical—and food safety—point of view, the mezzanine is great,” says Alex Hauck, SugarCreek corporate engineer. “Customers can see our operation without creating a lot of traffic on the floor.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





