Put Contextualized OEE Data to Use Managing Plantwide Processes
OEE, along with MES and IIoT data analytics platforms, gives plant operators and staff a true picture of overall production, waste and energy usage.

Emerson’s Movicon.NeXT SCADA and Pro.Lean software leverage seamlessly integrated platforms to correlate OEE-related metrics with high-resolution equipment signals and historical performance trends, enabling deeper, real-time and contextualized operational insight.
Last fall, FOOD ENGINEERING looked at four ways that OEE can be used to improve manufacturing performance (reducing changeover times, minimizing micro-stoppages, improving first-pass yield and tailoring preventive maintenance to production schedules) on discrete lines. But OEE data with its time signatures, coupled with manufacturing systems, goes even further in helping management understand complete plant operations.
Besides keeping lines running efficiently, unsiloed and contextualized OEE data can provide the manufacturing software system with valuable data inputs that can aid in monitoring utility usage for sustainability purposes and waste streams as new areas of income — or just decreasing overall waste. OEE data can also provide valuable time stamps to augment track-and-trace systems.
Unilever Improves OEE, Cuts Waste
A year ago, Unilever reported that its Unilever Manufacturing System (UMS) was live in 124 factories (a total of 2,100 manufacturing lines covering 75% of the company's total production capacity) — from personal and home care products to food. On average, across all plants where it has been deployed, the company has seen an improvement of 3% in OEE, 5% in labor productivity and 8% cost savings.
"UMS is key to building a lean, agile supply chain, and it is an essential catalyst for landing our GAP 2030 strategy — delivering faster growth through driving productivity and simplicity," says Renato Miatello, chief product supply officer, home care. "In short, it's giving us a competitive edge."
At Unilever's Knorr production site in Heilbronn, Germany, food waste was 1.3% in 2023. While seemingly a small number, this waste amounted to thousands of tons, representing a financial hit and an inefficient use of resources. Following the introduction of UMS, waste was reduced by 55% in 2024 (compared with 2023), resulting in over 1.24 million euros in net savings.

Knorr's production line in Heilbronn, Germany, used Unilever's UMS production software to reduce waste by 55% from 2023 to 2024. Photo courtesy of Unilever
Unilever's Sikeston, Missouri ice cream plant calculated that its raw material and production material (RMPM) waste was at the optimal benchmark of 2.8% in 2023, but was convinced it could do better. Machine efficiency was identified as one of the key areas that needed improvement. Through structured governance and UMS tools, the facility cut its RMPM waste by 32.5% in 2024 (compared to 2023), decreasing its total waste to a record 1.9%, resulting in €3 million in savings.

Unilever's ice cream plant in Sikeston, Missouri, reduced RMPM waste by 32.5% in 2024, compared to 2023. Photo courtesy of Unilever
Extending OEE's Usefulness Through Contextualization
OEE can be extended beyond traditional availability, performance and quality metrics by contextualizing them with resource data at the machine, line or SKU level says Tyler Graham, vice president of digital transformation, EOSYS, a CSIA (Control System Integrators Association) Certified Member. By pairing OEE events with inputs such as energy consumption, water usage or compressed air usage, manufacturers can develop normalized KPIs such as energy per unit, water per batch or utilities per good unit produced. This approach allows resource consumption to be tied directly to productive time rather than averaged across shifts or days.
From a technology standpoint, the first step is data alignment — ensuring that resource meters, production events and OEE calculations share a common timestamp and production context. Once this foundation is in place, OEE becomes a powerful framework for identifying resource losses caused by downtime, minor stops, product changeovers and quality losses. This is particularly valuable for sustainability reporting and for prioritizing improvement efforts that reduce both cost and environmental impact.
The benefits include more accurate sustainability metrics, improved cost modeling by SKU and faster identification of inefficiencies tied to specific operating states. Common challenges include data quality, instrumentation gaps and cultural adoption — particularly shifting teams away from viewing utilities as fixed overhead and toward treating them as variable, controllable production inputs, Graham says.
"From a software product and systems perspective, OEE becomes a powerful performance measurement framework for resource monitoring when it is treated as a contextual layer rather than a standalone metric," says Chiara Ponzellini, Emerson – Machine Automation Solutions software product manager. In modern food manufacturing environments, energy and water consumption data are abundant but often disconnected from operational meaning. By embedding these data streams into the same temporal and logical structure used for OEE — typically managed through SCADA systems — manufacturers can relate resource usage directly to how equipment and lines are operated.
"In practical terms, this means associating energy and water consumption with machine states, production phases and product SKUs," Ponzellini adds. "For example, instead of analyzing total energy consumption over a shift, manufacturers can observe how consumption behaves during steady-state production versus transient phases such as startups, changeovers or CIP operations. This aligns concepts of process normalization and contextualized performance measurement where efficiency is evaluated relative to operating conditions rather than absolute values."
Emerson focuses on enabling this contextualization through software design, Ponzellini says. This includes defining data models that align OEE logic with utility data, ensuring temporal consistency across systems and designing HMI experiences that make complex relationships intelligible to different user roles. Emerson regularly supports food processors in deploying such solutions, particularly in global organizations seeking consistent sustainability metrics across sites.
Andrew Drane, digital transformation engineer at Matrix Technologies, Inc., CSIA Certified Member, has seen OEE teams very quickly transition to monitoring sustainability initiatives. "The more difficult resources to monitor (compressed air, RO water, wastewater, natural gas) can now gain more usage context and become just an additional meter away. Often these are monitored at a building level by utilities teams, but once you're able to tie in meters at the line and equipment level, you can start seeing machines that are using more than they should be. One factory we did this in, had multiple parallel, but identical processing lines. Installing a water meter for each line helped determine that one of them was using four times more water than the others. They were able to quickly identify a stuck valve on a heat exchanger that had likely been letting water through and going straight to the waste stream. Replacing the valve, they saw an immediate measurable improvement on their overall utility bills."
Digital Transformation, OEE and AI
Food and beverage plants are leaning into real-time data capture, lightweight quick-win digitization and standard information models to scale improvements driven by labor pressures —and the need to uncover hidden efficiencies within packaging and filling lines, says Shahzad Khan, Yokogawa Life Business Unit, global system consultant. Many manufacturers now prioritize tools that surface line level KPIs instantly and cut micro stoppages with measurable gains when moving from end of shift reporting to real-time visibility. At the same time, current constraints are accelerating digital transformation and reinforcing the push for connected and contextual data, rather than disconnected dashboards.
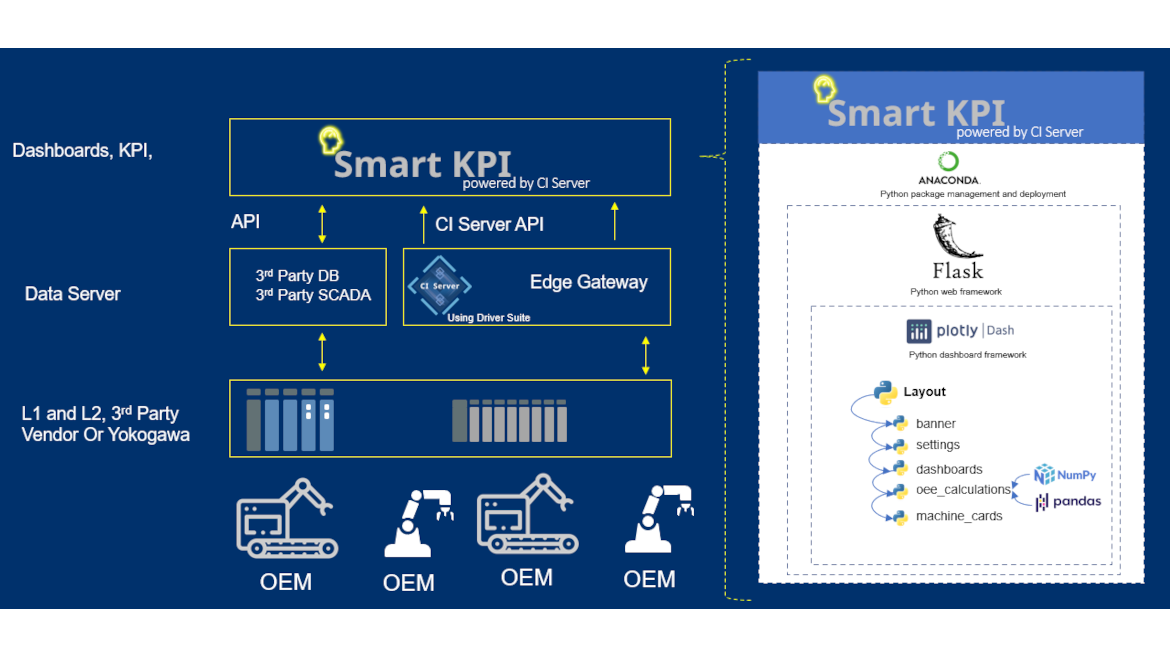
(Click on image to enlarge) End-to-end smart KPI architecture, from edge data capture to OEE insight. Photo courtesy of Yokogawa
Within this context, OEE combined with AI provides a practical optimization loop by correlating availability, performance and quality losses with utility intensity to reduce energy and water per SKU, Khan adds. It also detects patterns behind micro stops in packaging before they escalate into downtime, and it strengthens digital traceability by linking timestamped OEE events to batch records for faster, more precise investigations. AI highlights recurring patterns or emerging risks so teams can intervene earlier, while improving documentation for audits and compliance programs.
Several OEE platforms on the market support flexible calculations and real-time visibility, says Fabio Sala, vice president of North America, Eng IndX, a Siemens Premier Partner. "The challenge for food and packaging manufacturers is not generating OEE scores, but using OEE data to influence line behavior in real time without introducing instability or quality risk."
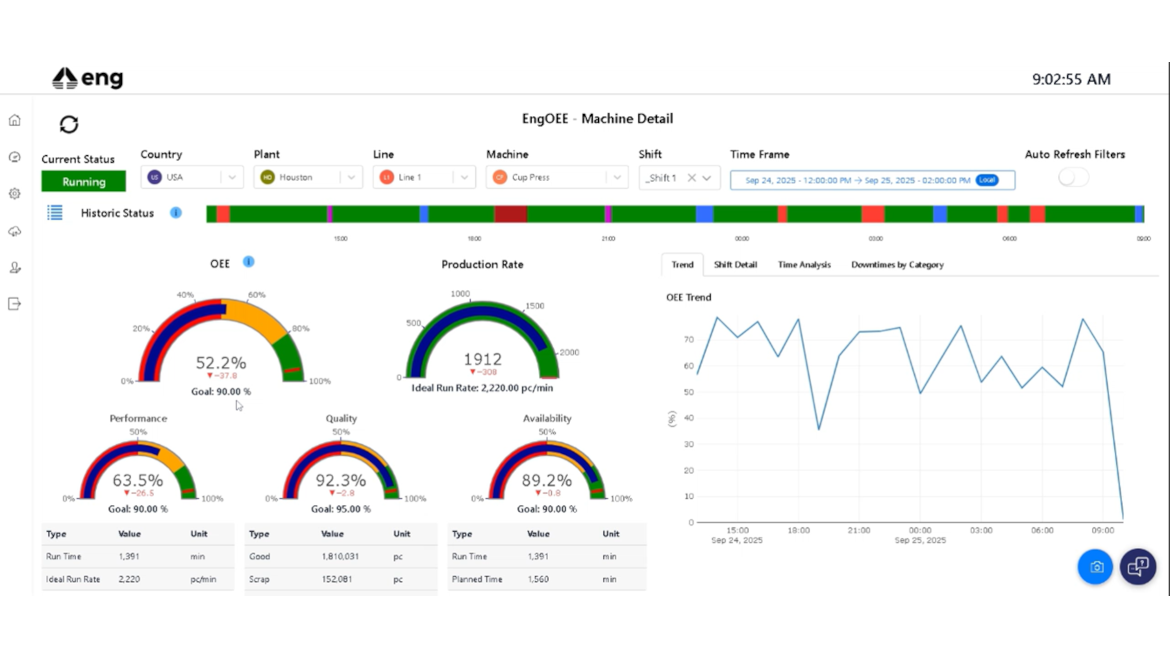
(Click image to enlarge) The image displays a dashboard for real-time overall equipment effectiveness (OEE) monitoring in manufacturing environments. The dashboard provides key metrics to help identify production line performance and areas for improvement. Image courtesy of IndX-Siemens
IndX and Aleph Digital Industry work hand-in-hand with Siemens to provide a flexible and comprehensive OEE system, which is further enhanced by an AI speed management controller (SMC), Sala says. "Our OEE integrates root cause analysis for downtime and bottleneck detection to better monitor real-time data against production and efficiency goals. The SMC trains on simulated and real-time data to recommend optimal operating speeds within predefined mechanical, quality and safety constraints, helping operators and plant managers stabilize flow across the line rather than maximizing individual machine speeds."
IndX has implemented OEE platforms across 70 food processing and packaging plants, Sala adds. "We develop OEE interfaces that integrate Aleph's SMC application for optimizing production with AI. Both applications can be deployed to the Siemens Industrial Edge to provide direct data and control over legacy machines on the line, implementing an adaptive production behavior with embedded automation intelligence. The benefits are a significant reduction in downtime and scrap, along with improved throughput performance. This allows plant leaders to understand why performance losses occur, not just where."
OEE for PID-based Process Control
Food Engineering's Fall 2025 OEE feature shows a familiar truth in food and beverage: once you can see losses associated with changeovers, micro-stops, etc., then you can start managing them. OEE is fantastic at surfacing where performance is leaking. But OEE alone often can't pinpoint why a line is slowing, over-consuming utilities, or producing off-spec product.

(Click on image to enlarge) Control Station developed the OCE metric—using some of the same principles underpinning OEE—to extend the concept of providing a streamlined dashboard-friendly way of representing availability, performance, and quality characteristics to help users run their food & beverage facilities in the best way possible. Image courtesy of Control Station.
That is why Control Station developed the Overall Controller Effectiveness (OCE) metric. OCE complements the OEE story by answering a key follow-on question: "How much of our OEE loss is actually being driven by poor control?" OCE extends the OEE concept by providing additional actionable control intelligence. Similar to OEE, but more specific to process automation, OCE combines a PID controller's Availability, Performance, and Quality into one score that can be rolled up from loop to unit to plant. In practical terms, OCE highlights which PID loops are helping (or hurting) stability, variability and setpoint tracking – factors that directly impact the same themes Food Engineering highlighted:
- Resource optimization: Better control reduces variability, which reduces over-processing (i.e., extra heating, cooling, pumping, rinsing) and helps hit targets with less "giveaway."
- Upcycling integration: Running byproducts through shared assets makes control harder: More disturbances, more interactions, more oscillations. OCE helps teams to identify which loops degrade during these transitions and to quantify the penalty.
- Real-time visibility: OEE dashboards tell you "We're down" or "quality fell." OCE reveals similar changes in controller performance so engineers can intervene before downtime or quality events occur.
Published examples point to measurable value from control loop performance monitoring deployments in food and beverage contexts, including reported improvements such as ~6% throughput increase in milling operations and 14%-23% gains in evaporator steam efficiency across units — exactly the kinds of profitability levers OEE initiatives aim to unlock.
In short: OEE tells you how effectively you're making product. OCE tells you how effectively your control system is enabling that outcome — then it helps you to prioritize the specific loops to fix that will move the plant KPI needle.
—Robert Rice, PhD, Vice President, Engineering, Control Station, Inc.
Tracking Waste and Byproducts
Extending OEE to include byproduct tracking reflects a broader shift in manufacturing theory, from linear efficiency models toward circular and resource-aware production systems, says Emerson's Ponzellini.
Many food processors generate byproducts that historically have not been fully measured or monetized — only inferred based on finished goods output, says EOSYS's Graham. By extending OEE to include byproduct tracking, manufacturers can gain real-time visibility into both yield losses and potential secondary revenue streams.
Examples include fruit peels, pulp, spent grains, whey, trimmings or off-spec product that can be redirected into animal feed, ingredient recovery, fermentation inputs or resale, Graham adds. When these streams are tied to OEE data, manufacturers can understand how operating conditions, equipment performance or quality events impact byproduct volume and consistency.
From a systems perspective, this typically involves defining byproduct outputs as measurable production results — captured through additional sensors, weigh scales, batch records or operator inputs — and linking them to specific equipment states and product runs. Benefits include improved yield transparency, more predictable byproduct quality and stronger business cases for upcycling investments.
Challenges often include measurement accuracy, integration with existing production systems, and ensuring the data is reliable enough to support external partnerships or regulatory requirements, Graham says.
When byproduct generation is time-aligned with machine states and production events, manufacturers can distinguish between structural byproducts — those inherent to the process —and losses caused by instability, micro-stoppage or suboptimal operating conditions, says Ponzellini. This mirrors approaches to yield decomposition and loss categorization in process engineering.
Emerson has applied these strategies for processors exploring upcycling strategies, where decisions around reuse or resale require reliable, operationally grounded data. The benefits included more accurate yield analysis and stronger business cases for circular initiatives. The main challenges involved measurement fidelity, especially where byproducts are not continuously metered, and the need for shared definitions across engineering, quality and supply chain functions.
Waste and byproducts can be treated similarly to yield losses or quality losses within an OEE framework if they are explicitly measured rather than inferred, says Dylan Lane, digital manufacturing systems manager, George T. Hall Company, a CSIA Certified Member. By extending OEE, manufacturers can define "good output" not only as finished product, but as the total expected material balance of finished goods plus recoverable byproducts. Availability can reflect whether recovery systems are online, performance can reflect expected versus actual byproduct generation rates, and quality can reflect whether the byproduct meets criteria for reuse, resale or secondary processing.
"I have assisted processors in setting up systems where waste streams were directly metered or weighed and correlated to run conditions, SKUs and shift performance," Lane says. "The primary benefit was visibility: operators and management could see when excess waste was being generated, identify root causes, and in some cases, justify capital investments to recover or monetize byproducts."
Extending OEE into Track-and-Trace
OEE can be tied into traceability by acting as a time-based and state-based context layer for production events, Lane says. Most traceability systems already track lot numbers, ingredient genealogy and finished goods movement, but they often lack detailed operational context around how the product was made. OEE provides that context by linking production states, downtime events, speed losses and quality losses to specific time windows and equipment.
Practically, this is accomplished by aligning OEE event data with batch, lot or continuous production identifiers in the MES or traceability system, Lane adds. For example, if a sanitation failure, temperature excursion, or equipment fault occurs, OEE data can identify exactly when the line was in an abnormal state and which lots were produced during that window. This enables more precise containment during recalls and root-cause analysis after an incident.
The benefits of this merged data include reduced recall scope, faster investigations and improved confidence in food safety audits, Lane says. The challenges are integration complexity and data governance. OEE systems must have accurate time synchronization, consistent definitions and reliable interfaces to quality and traceability systems. While most manufacturers do have traceability in place, it is often compliance-driven rather than insight-driven; tying in OEE elevates traceability from ‘where did it go' to ‘what was happening when it was made.'"
"Modern manufacturing software can track powder and liquid materials throughout the entire process — including mixing, silos and processing equipment — building a complete product genealogy tree that enables true end-to-end traceability and rapid, accurate recalls in the event of quality issues," says Eng IndX's Sala. "Today, many food manufacturers still manage this on paper, with far less precision and significant manual effort required to execute recalls and understand material relationships. The Food Manufacturing Institute (FMI) estimates the average direct cost of food recall to be $10 million, which can be significantly reduced extending OEE into track and trace."
In practice, OEE-related events — such as abnormal operating states, micro-stoppages, or performance degradation — can be time-aligned with batch or lot identifiers within the SCADA environment, says Emerson's Ponzellini. This enables manufacturers to associate each lot with a defined operational history, providing what can be described as enhanced process provenance.
"This approach is practical and increasingly relevant for high-risk products," Ponzellini adds. "Its benefits include more focused root-cause analysis and better-informed corrective actions. The challenges lie in system interoperability and in ensuring that operational terminology is consistently understood across automation, quality and compliance domains. The more tightly integrated the SCADA and analytics software, the more intuitive and effective the solutions will be."
"In my experience I haven't seen OEE data be tied directly to traceability — just because of the redundancy requirements these quality systems typically take," says Matrix's Drane. "Where I have seen this add value is in providing quality teams support data when conducting investigations into product safety. The performance data that comes with OEE tracking is very helpful in determining when bad product may have made it through equipment. This can drastically limit the amount of product that needs to be collected from warehousing for secondary inspections by providing good detail on the production conditions by case, pallet, hour or day."
Vision Needed for Some OEE Platforms

VISULEX-HD camera Photo courtesy of LJ Star
While OEE software platforms provide the analytics and dashboards managers rely on, meaningful OEE metrics start with accurate real-time data capture — and in food processing, that begins with being able to see what's actually happening inside your process equipment.
We're seeing food processors integrate IP-enabled camera systems with sanitary sight glasses and process lighting at critical observation points throughout their operations. Our VISULEX HD camera systems, for example, use Power-over-Ethernet (PoE) to deliver continuous 4K imaging that can be viewed remotely via a standard web browser or integrated directly into existing visualization and SCADA platforms. This creates a visual data infrastructure that enables the real-time monitoring capabilities OEE systems depend on.
When cameras are positioned at heat exchangers, spray dryers, evaporators, fermentation vessels and CIP validation points — the equipment areas where failures have the most severe financial impact — operators and managers can detect issues before they cascade into major downtime events. Early visual detection of problems like product build-up, incomplete transitions, fouling or cleaning validation issues prevents small issues from becoming batch losses or extended shutdowns, directly protecting the availability component of OEE. Faster visual verification during changeovers and CIP cycles reduces transition time between products, while continuous observation at multiple process points means managers can respond to developing issues immediately, whether they're on-site or monitoring remotely from any location.
The challenge has been that food processing relies on closed sanitary systems operating under pressure and temperature, often with condensation, steam or product characteristics that traditionally obscured visibility. Integrated solutions that coordinate sight glasses, wiper assemblies for condensing environments, proper lighting angles and network-enabled camera positioning solve the fundamental observation problem that makes accurate, real-time process monitoring and OEE tracking practical in the first place.
— John Giordano, director of sales, Food/Beverage, LJ Star
OEE's Future
As food manufacturers move toward connected, auditable and more resilient operations, OEE is evolving from a mere performance metric into a foundational layer of digital infrastructure, says Eng IndX's Sala. "When combined with AI and integrated into MES and traceability systems, it provides the missing operational context that turns data into action — supporting not only efficiency, but food safety, compliance and faster response when issues arise.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




